

1.5. Метод точечных диаграмм
Метод кривых распределения дает возможность производить оценку точности обработки деталей. Однако этот метод не позволяет выявить характер изменения погрешностей обработки с течением времени под действием таких факторов как износ инструмента, элементов станка и приспособления, что необходимо для эффективного управления технологическим процессом. Эти недостатки частично компенсируются использованием метода точечных диаграмм, дающий наглядное представление о изменении величины погрешности во времени и позволяющий выявить и раздельно оценить влияние закономерно изменяющихся и случайных погрешностей.
Точечные диаграммы строятся следующим образом. По оси абсцисс откладываются номера Nд последовательно обрабатываемых деталей, номера выборок Nв или время работы станка T, а по оси ординат в виде точек откладываются размеры этих деталей Lд, средние арифметические значения размеров выборок Lср.в, медианы выборок Lм или размах распределения выборок , взятых через определенный интервал времени работы станка.
Под выборкой понимается некоторое количество деталей (5...10) взятых из партии обработанных деталей.
В зависимости от характера величины откладываемой по оси ординат различают следующие виды точечных диаграмм:
16
диаграммы значений размеров деталей или их выборок (рис. 9. (а, б)). Используются для оценки характера изменения размера для деталей требующих длительной обработки. Для деталей с малым временем выполнения операций из-за большой растянутости неудобны;
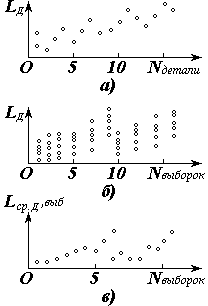
Рис. 9. Виды точечных диаграмм: а - индивидуальных значений размеров деталей; б - выборок; в - средних арифметических значений выборок
диаграммы средних арифметических значений размеров выборок деталей (рис. 9. (в)), более удобны, поскольку позволяют легче обнаружить тенденцию изменения размеров во времени;
точечные диаграммы медиан выборок. Медиана центральный размер в выборке. Она менее чувствительна к случайному единичному выпаду значения размера в выборке;
точечная диаграмма размахов распределения размеров деталей выборки. Размах распределения размеров в выборке находится как разность между наибольшим и наименьшим размерами.
= Lmax - Lmin .
Эти диаграммы позволяют анализировать изменение величины рассеивания размеров во времени.
17
2.ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Изготовить партию деталей количеством 50 штук согласно чертежу, приведенному на рис. 10. Поверхность А обрабатывать точением с настройкой по методу пробных проходов. Поверхность B обрабатывать точением с настройкой на станке по эталону.
Произвести микрометром измерения размеров 15 и 16 деталей в порядке их изготовления и результаты записать в таблицу 1 отчета.
Произвести необходимые расчеты и внести их результаты в таблицу 2 отчета.
Построить две гистограммы распределения размеров для 15 и 16, используя таблицу 2отчета.
Определить среднее значение размеров 15 и 16 , используя формулу (1).
Определить средние квадратические отклонения размеров 12 и 15, выполнив вычисления по формуле (2)
Оценить точность обработки для размеров 12 и 15 по коэффициенту запаса точности .
![]() ,
,
где - погрешность обработки, а допуск на размер.
Определить точность наладки станка для размеров 15 и 16 через параметр запаса точности наладки н .
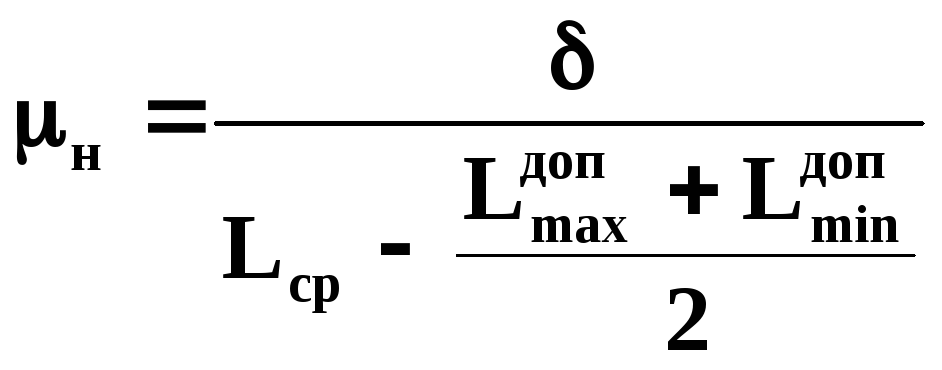 ,
,
где
![]() и
и
![]() - наибольший и наименьший допускаемые
размеры по чертежу.
- наибольший и наименьший допускаемые
размеры по чертежу.
Для одного из размеров заданных преподавателем определить вероятный процент брака, доли исправимого и неисправимого брака.
18
10. Для одного из размеров заданного преподавателем построить точечную диаграмму.
Сделать выводы по работе.
Контрольные вопросы
Что такое точность обработки? Какими параметрами она характеризуется?
Перечислите технологические факторы, влияющие на точность обработки.
Методы настройки.
Какие методы используют для определения погрешности обработки?
Для каких целей используется метод кривых распределения?
Какое назначение имеет метод точечных диаграмм?
Перечислите основные законы распределения.
Что такое коэффициент запаса по точности?
Как определить вероятный процент брака?
ЛИТЕРАТУРА
Основы технологии производства газотурбинных двигателей: Учебник для студентов авиац. спец. вузов /А.М. Сулима, А.А.Носков, Г.З.Серебренников. –2-е изд., перераб. и доп. – М.: Машиностроение, 1996. –480 с.
Справочник технолога – машиностроителя / Под ред. А.Г.Косиловой и Р.К.Мещерякова. М.: Машиностроение, 1985, т.1 , т.2.
19
ПРИЛОЖЕНИЕ
Чертеж детали.
A
B














1425

32

Значения нормированной функции Лапласа
|
Z |
(z) |
z |
(z) |
z
|
(z)
|
z
|
(z)
|
|
0,0 |
0,0000 |
0,9 |
0,6319 |
1,8 |
0,9201 |
2,7 |
0,9932 |
|
0,1 |
0,0798 |
1,0 |
0,6827 |
1,9 |
0,9426 |
2,8 |
0,9949 |
|
0,2 |
0,1565 |
1,1 |
0,7287 |
2,0 |
0,9545 |
2,9 |
0,9963 |
|
0,3 |
0,2358 |
1,2 |
0,7699 |
2,1 |
0,9643 |
3,0 |
0,9973 |
|
0,4 |
0,3108 |
1,3 |
0,8064 |
2,2 |
0,9722 |
3,1 |
0,99806 |
|
0,5 |
0,3829 |
1,4 |
0,8385 |
2,3 |
0,9786 |
3,2 |
0,99862 |
|
0,6 |
0,4515 |
1,5 |
0,8664 |
2,4 |
0,9836 |
3,3 |
0,99903 |
|
0,7 |
0,5161 |
1,6 |
0,8904 |
2,5 |
0,9876 |
3,4 |
0,99933 |
|
0,8 |
0,5763 |
1,7 |
0,9109 |
2,6 |
0,9907 |
3,5 |
0,99953 |
20
ЕЛИСЕЕВ Юрий Сергеевич
БОЙЦОВ Алексей Георгиевич