

2.4. Укрупненный маршрут изготовления детали Укрупненный маршрут обработки детали «Обойма»
Таблица 1.1
|
№п/п |
Наименование операции и оборудование |
Эскиз |
|
5 |
Штамповка |
|
|
15 |
Токарная Оборудование: Станок токарный 16К20
|
|
|
20 |
Токарная Оборудование: Станок токарный с ЧПУ СКЕ6130i |
|
|
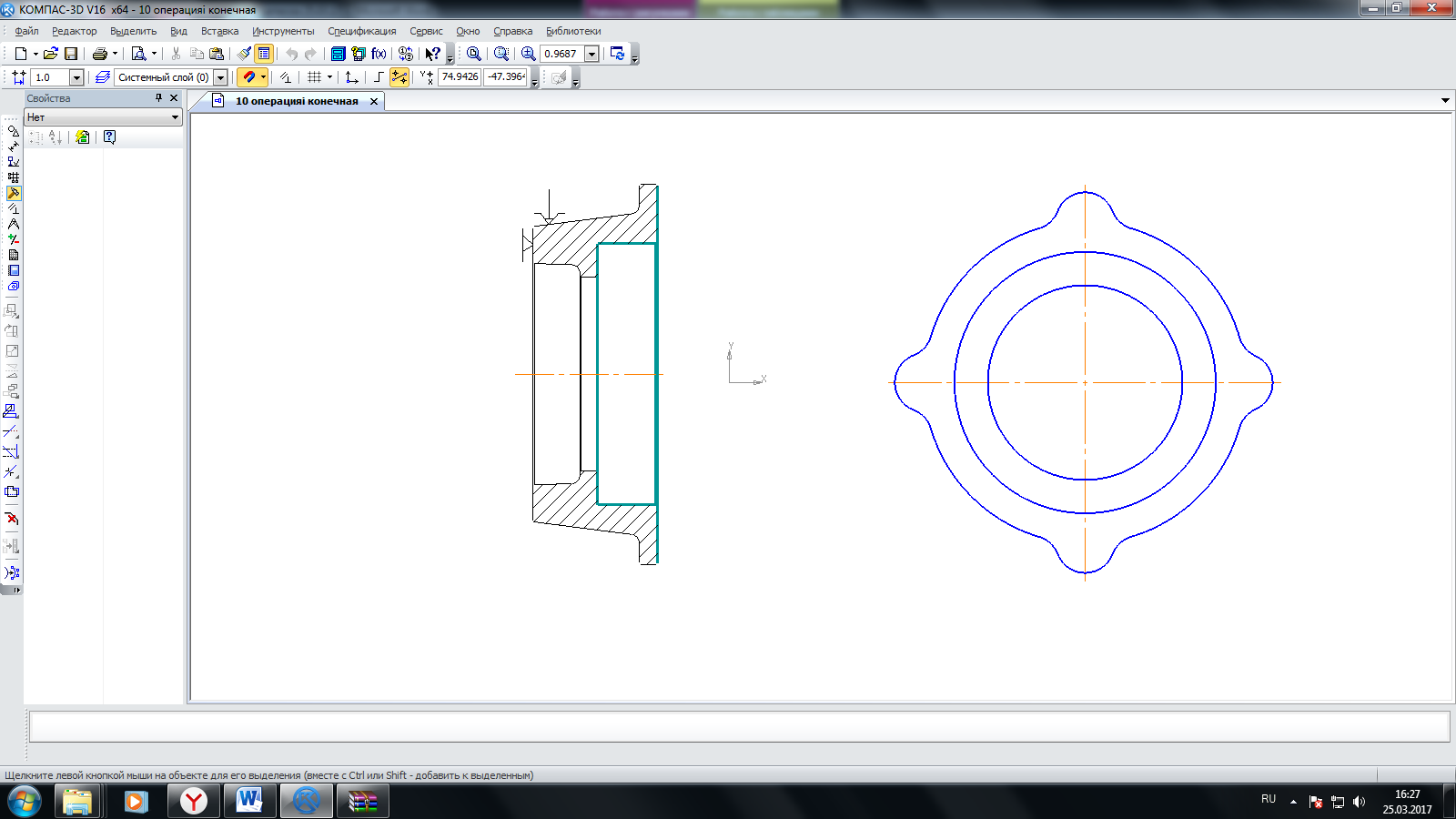
30 |
Комплексная Оборудование: Станок CHEVALIER2040-L
|
|



|
№п/п |
Наименование операции и оборудование |
Эскиз |
|
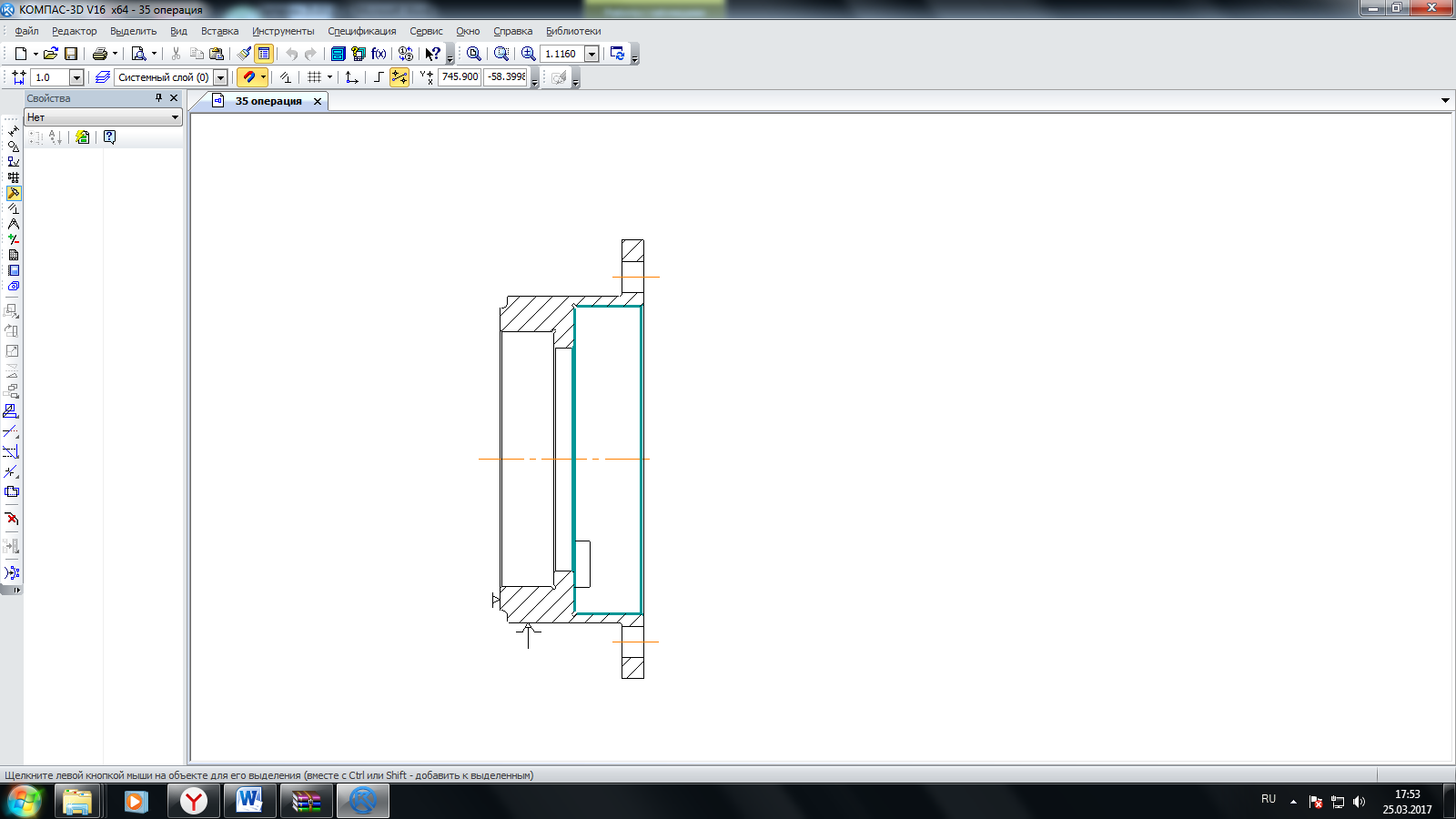
35 |
Фрезерная с ЧПУ Оборудование: Станок CHEVALIER2040-L |
|
|
40 |
Токарная. Оборудование: Станок с ЧПУ СКЕ6130i
|
|
|
50 |
Шлифовальная Оборудование: Внутришлифовальный станок 3М227ВФ2
|
|
|
55 |
Шлифовальная Оборудование: Станок с ЧПУ |
|



3. Расчет режимов резания на операции технологического процесса
3.1 Сверление отверстия диаметром 8 мм.
Материал заготовки – 38ХМЮА (НВ=270, σ=780) материал инструмента – Р6М5
-глубина резания:
 ;
;
где


-подача:
Для сверления диаметром 8 мм выбираем подачу S=0,07 мм/об. Так как длина сверления l>3·D, то поправочный коэффициент равен Кls=0,9[1, табл. 25, стр. 277], следовательно S=0,08÷0,1 мм/ об.
По паспорту станка устанавливаем ближайшую подачу S=0,1 мм/об.
Выбор скорости и числа оборотов.

-стойкость режущего инструмента:

-скорость резания:
 ,
где:
,
где: 





 ,
где
,
где



Где
СV= 16,2 – коэффициент, учитывающий условия обработки; m = 0,2;q= 0,4; y = 0,5 – показатели степени; [1, табл. 28, стр. 278];
T = 70 – период стойкости инструмента, мин. [1, табл. 30, стр. 280];
KV– обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным:

где KMv– коэффициент, учитывающий влияние материала заготовки;
Kuv= 0,85 – коэффициент, учитывающий материал инструмента [1, табл. 6, стр. 263];
Klv= 1,0 – коэффициент, учитывающий глубину сверления, [1, табл. 31, стр. 280];
Коэффициент Км определяем по формуле :
п = 1 [1, табл. 2, стр. 262]


D-диаметр заготовки
-При настройке станка необходимо установить частоту вращения шпинделя, обеспечивающую расчетную скорость резания по формуле:
 ,
где
,
где 


Принимаем:

-крутящий момент:
 ,
где
,
где 




 ,
где
,
где


где Cм– коэффициент, учитывающий условия обработки;
q,y, – показатели степени;
Кмр- поправочный коэффициент, учитывающий фактические условия резания. При сверлении Кр= Кмр.
См, x , y , q - [1, табл. 32, стр. 281];
n = 1,05 [1, табл. 9, стр. 264];
-сила резания:
 ,где
,где







Cр– коэффициент, учитывающий условия обработки;
q,y, – показатели степени;
Кр- поправочный коэффициент, учитывающий фактические условия резания. При сверлении Кмр= 1,042
Ср, x , y , q - [1, табл. 32, стр. 281];
-мощность:
 ,
где
,
где 



3.2.Шлифование наружной поверхности ø85мм
Для обработки детали на данной операции выбираем кругло-шлифовальный станок модели RSM1000.
Способ закрепления заготовки - патрон трехкулачковым.
Выбор режущего инструмента - назначаем – шлифовальный круг ПП 600×50×305 24А 10-П С2 7 КПГ 50 м/с А 1 кл. ГОСТ 2424-83.
Определяем припуск на обработку:
 мм.
мм.
Скорость круга принимается равной:
 м/с.
м/с.
По [2] табл. 161, с. 343 назначаем скорость детали и определяем частоту ее вращения: Vд= (30-50) м/мин. Выбираем скорость Vд=45 м/мин:
 об/мин.
об/мин.
Найденная частота вращения укладывается в паспортные данные станка.
Рассчитываем радиальную (поперечную) подачу по формуле:
St= Stтабл· Кst
где Stтабл– табличное значение радиальной подачи на ход, мм.;
Кst– поправочный коэффициент на подачу;
Stтабл= 0,009 мм2, табл. 163, стр. 346.
Рассчитываем поправочный коэффициент по формуле с. 344:
Кst= Км· КR· КD· Кvк· Кт· К1т· Кh
где Км– коэффициент, учитывающий обрабатываемый материал;
КR– коэффициент, который учитывает радиус галтели детали;
КD– коэффициент, который учитывает диаметр круга;
Кvк– коэффициент, который учитывает скорость круга;
Кт– коэффициент, учитывающий стойкость круга;
К1т– коэффициент, учитывающий точность обработки;
Кh– коэффициент, учитывающий припуск на обработку;
Км= 1,0; КR= 1,0; КD= 1,0; Кvк= 1,0; Кт= 0,8 К1т= 0,75 Кh= 0,742, табл. 165, стр. 348.
Кst= 1,0 · 1,0 · 1,0 · 1,0 · 0,8 · 0,75 · 0,74 = 0,44;
St= 0,009 · 0,44 = 0,004 мм/об.
Определяем радиальную минутную подачу по формуле:
Sм = St· nд
Sм = 0,004· 69 = 0,28мм/мин
Рассчитываем мощность резания по формуле с. 631:

где Nтабл– табличное значение мощности резания, кВт;
L – длина активной поверхности круга, при lд<ВкL = lд= 30 мм;
К1– коэффициент зависящий от твердости круга;
К2– коэффициент зависящий от обрабатываемого материала;
Nтабл= 0,18 кВт; К1= 1,2; К2= 1,0
 = 0,648 кВт.
= 0,648 кВт.
Проверяем рассчитанную мощность резания:
Nдв>Νрез= 10 кВт > 0,648 кВт.
Определяем технологическое время по формуле:

где h – припуск на диаметр h=0,160мм;
А – количество врезаний;
K – коэффициент, учитывающий время на обработку галтелей;
К = 1,2
 мин.
мин.
3.3 Расточка
отверстия
 80+0,03
80+0,03
-глубина резания:

-подача:

-стойкость режущего инструмента:

-скорость резания:
 ,
где
,
где 








-количество оборотов:
 ,
где
,
где 


-сила резания:
 ,
где
,
где 








-мощность:
 ,
где
,
где 


