

5.4.Обработка внутренних поверхностей полой цилиндрической заготовки
На рисунке 5.5. показана обработка магнитно-абразивной струей внутренней поверхности полой цилиндрической заготовки. Согласно этой схеме, рабочая жидкость, смешанная с магнитно-абразивным порошком, перемещается внутри трубки с расположенными на ее наружной части магнитными полюсами. Во время движения абразивной смеси происходит быстрая и качественная обработка внутренней поверхности заготовки.
Так же внутреннюю часть полой цилиндрической заготовки можно обработать по схеме с расположением магнита внутри заготовки, как показано на рис. 5.7.
Схемы струйной магнитно-абразивной обработки
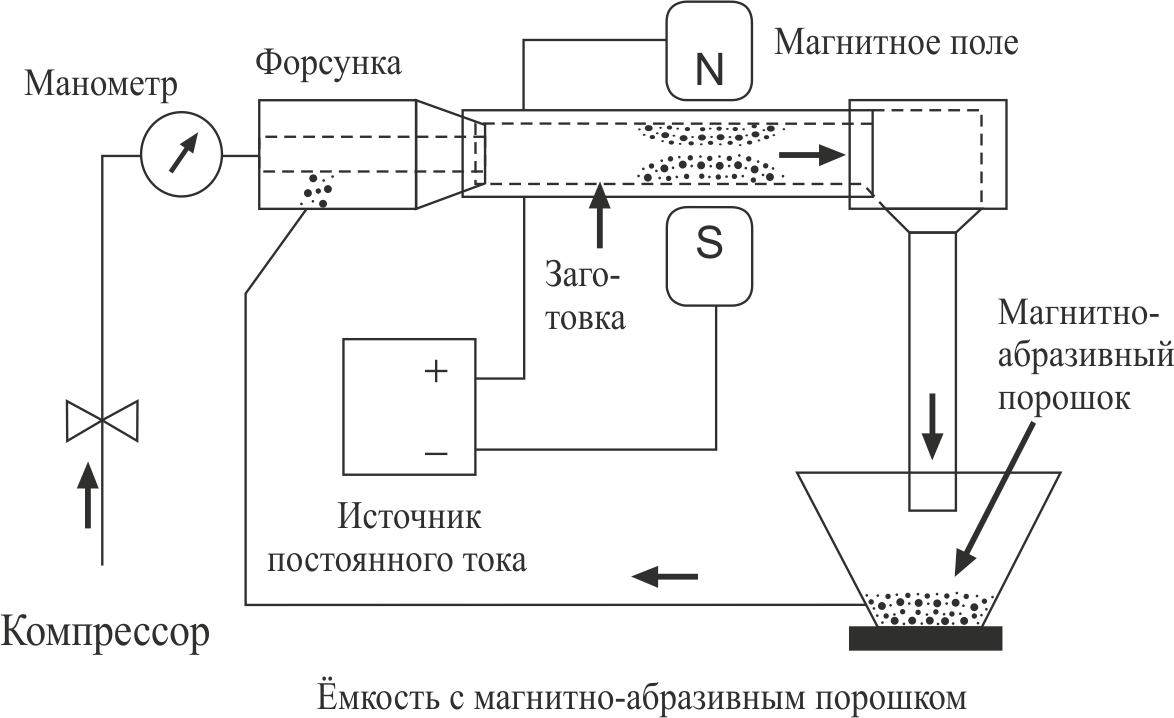
Рис. 5.5 Схема обработки магнитно-абразивной струей

Рис. 5.6. Детализация обработки магнитно-абразивной струей

Рис. 5.7. Обработка цилиндрической заготовки с внутренним расположением магнита
5.5. Обработка плоских заготовок и поверхностей произвольной формы.
Заготовка подаётся в поле создаваемое двумя катушками, сердечники которых вращаются. Магнитно-абразивный порошок, закрепленный силами магнитного поля на торцевой поверхности сердечника, вращается вместе с сердечником и производит полирование поверхности поступательно движущейся заготовки подающейся в абразивную среду.

Рис. 5.7. Схема обработки плоских заготовок

Рис. 5.8. Обработка плоских заготовок

Рис. 5.9. Схема магнитно-абразивной обработки
Заготовку произвольной формы закрепляют внутри немагнитного контейнера, окруженного электромагнитами рис. 5.10.
Рис. 5.10. Обработка поверхностей произвольной формы
При поочередных импульсных включениях электромагнитов масса магнитно-абразивного порошка перемещается внутри контейнера по направлению к включенному в данный момент электромагниту.
6. Структурно-параметрическое моделирование детали обойма редуктора
6.1 Построение заготовки
Заготовкой для данной детали является штамповка в форме фланца с наклонными стенками (размеры указаны на Рис. 1).
В конструктивной плоскости «Спереди» создаем эскиз профиля обоймы, относительно оси симметрии, привязанной к началу координат и направленной вдоль оси Y(Рис.1).

Рисунок 6.1. Эскиз заготовки.
Поворачиваем эскиз вокруг оси на 360.
Формирование наружного контура детали.
Строим на виде
«Слева» окружность
 95 мм, центром в начале координат. На
данной окружности в точке квадранта
строим окружность
95 мм, центром в начале координат. На
данной окружности в точке квадранта
строим окружность 16,8 мм. Удаляем лишние части окружности
и скругляем переходR8,4.
16,8 мм. Удаляем лишние части окружности
и скругляем переходR8,4.
Круговым массивом
обозначаем следующие 3 окружности и
скругления равномерным шагом на 360.
Убираем лишние линии и связи. Строим
окружность 120 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 6 мм.
120 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 6 мм.

Рисунок 6.2. Эскиз заготовки.
Готовая заготовка показана на рисунке 6.3.

Рисунок 6.3. Заготовка.
6.2 Построение детали
Подрезка верхнего торца
Строим окружность
 120 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 0,8 мм.(Рис. 6.4)
120 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 0,8 мм.(Рис. 6.4)

Рисунок 6. 4. Подрезка торца.
Строим окружность
 80 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 18 мм. (Рис. 6.4а)
80 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 18 мм. (Рис. 6.4а)

Рисунок 6.4а. Подрезка торца.
Подрезание нижнего торца
Строим окружность
 110 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 0,8 мм. (Рис. 6.5)
110 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 0,8 мм. (Рис. 6.5)

Рисунок 6.5. Подрезка нижнего торца.
Строим окружность
 68 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 14 мм. (Рис. 6.5а)
68 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 14 мм. (Рис. 6.5а)

Рисунок 6.5а. Подрезка нижнего торца.
Строим окружности
 120 мм и
120 мм и 85 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 32 мм.(Рис. 6.5б)
85 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 32 мм.(Рис. 6.5б)

Рисунок 6.5б. Подрезка нижнего торца.
Строим окружности
 90 мм и
90 мм и 75 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 2 мм.(Рис. 6.5в)
75 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 2 мм.(Рис. 6.5в)

Рисунок 6.5в. Подрезка нижнего торца.
Финальное фрезерование наружного контура детали
Строим на виде
«Слева» окружность
 95 мм, центром в начале координат. На
данной окружности в точке квадранта
строим окружность
95 мм, центром в начале координат. На
данной окружности в точке квадранта
строим окружность 16мм. Удаляем лишние части окружности и
скругляем переходR8.
16мм. Удаляем лишние части окружности и
скругляем переходR8.
Круговым массивом
обозначаем следующие 3 окружности и
скругления равномерным шагом на 360.
Убираем лишние линии и связи. Строим
окружность 120 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 4,5 мм.(Рис.6.6)
120 мм с центром в начале координат.
Вытягиваем (вырезаем) полученный эскиз
на 4,5 мм.(Рис.6.6)

Рисунок 6.6. Финальное фрезерование наружнего контура.
Сверление
отверстий

Строим на виде
«Слева» окружность
 95 мм, центром в начале координат. На
данной окружности в точке квадранта
строим окружность
95 мм, центром в начале координат. На
данной окружности в точке квадранта
строим окружность 8мм. Круговым массивом обозначаем
следующие 3 равномерным шагом на
360.Убираем лишние
линии. Вытягиваем (Вырезаем) отверстия
в детали на длину 8 мм.(Рис. 6.7)
8мм. Круговым массивом обозначаем
следующие 3 равномерным шагом на
360.Убираем лишние
линии. Вытягиваем (Вырезаем) отверстия
в детали на длину 8 мм.(Рис. 6.7)

Рисунок 6.7. Сверление отверстий.
Создание кольцевых выемок
Создаем вспомогательную плоскость, параллельную плоскости «Справа» и смещенную относительно ее на 13мм. (Рис. 6.8)

Рисунок 6.8. Создание кольцевых выемок.
На вспомогательной
плоскости строим вспомогательную
окружность
 51 мм, центром в начале координат. На
данной окружности строим 2 окружности
51 мм, центром в начале координат. На
данной окружности строим 2 окружности 30
мм и расположенных под углами 40° и 133°
от плоскости сверху. Вытягиваем(вырезаем)
окружности на длину 6 мм.(Рис. 6.8а)
30
мм и расположенных под углами 40° и 133°
от плоскости сверху. Вытягиваем(вырезаем)
окружности на длину 6 мм.(Рис. 6.8а)
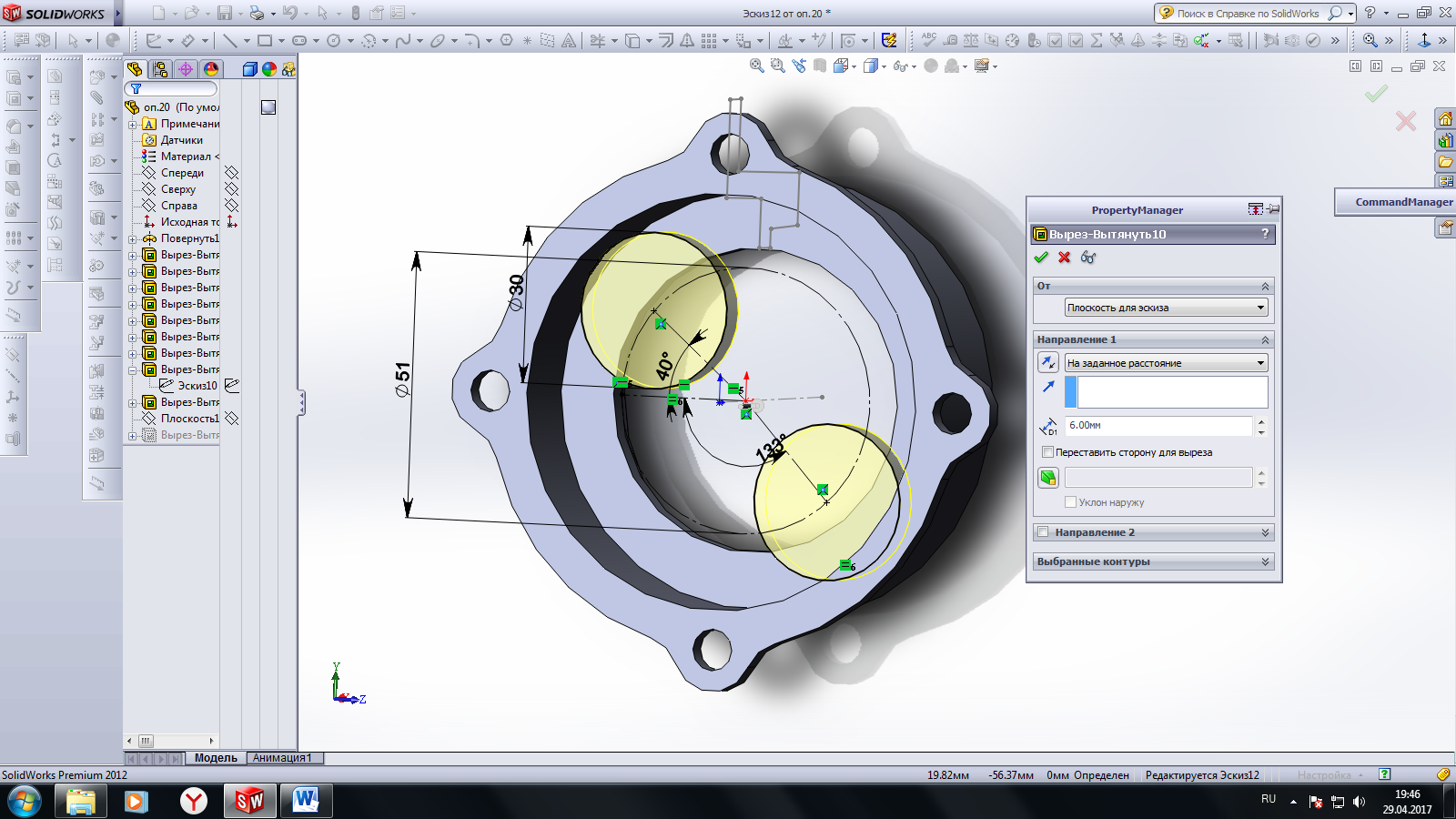
Рисунок 6.8а. Создание кольцевых выемок.
Сверление
отверстий

Создаем вспомогательную плоскость по касательным к прямоугольной канавке, образованной кольцевой выемкой.(Рис. 6.9)
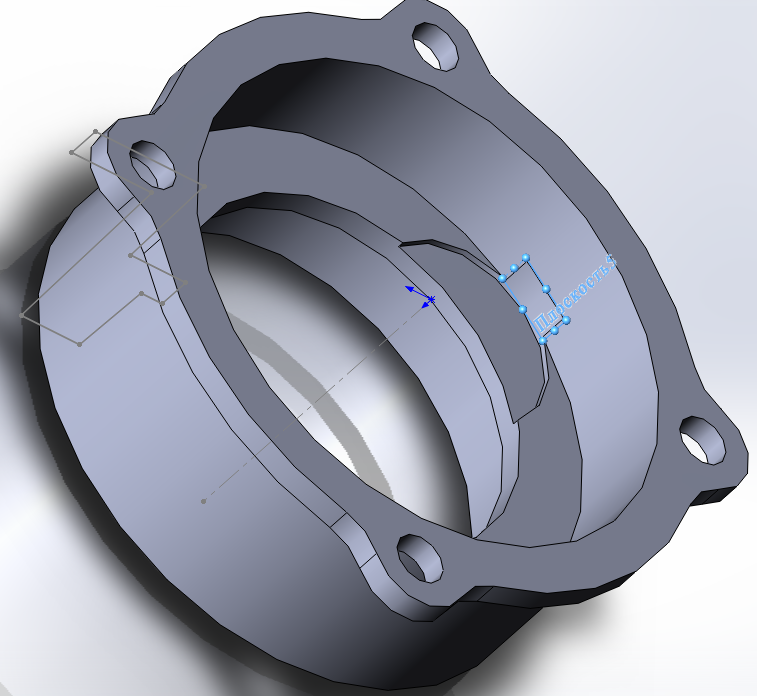
Рисунок
6.9. Сверление отверстий

На данной плоскости
строим окружность
 4
мм и вытягиваем(вырезаем) данную
окружность на длину 8 мм.(Рис. 6.9а)
4
мм и вытягиваем(вырезаем) данную
окружность на длину 8 мм.(Рис. 6.9а)

Рисунок
6.9а. Сверление отверстий

Аналогично поступаем для второго отверстия.
Создание канавок для выхода шлифовального круга
Создаем на плоскости «Спереди» эскиз профиля канавок и поворачиваем его вокруг оси, привязав его по нормали. (Рис. 6.10)

Рисунок 6.10. Создание канавки для выхода шлифовального круга

Рисунок 6.11. Готовая деталь «Обойма редуктора».