

5.2. Общие сведения о мао
Сущность магнитно-абразивной обработки состоит в удалении припуска преимущественно абразивным способом с созданием магнитного поля непосредственно в зоне резания. В зависимости от схемы МАО роль магнитного поля заключается: в формировании из магнитно-абразивного порошка абразивного инструмента (АИ) и в удержании этого порошка в зоне резания; в создании силы резания; в придании АИ или заготовке рабочих движений. Магнитное поле создает электрические токи в поверхностном слое движущейся заготовки, и ее поверхность приобретает электрическую заряженность. Это активизирует электрохимические процессы на обрабатываемой поверхности и действие ПАВ, содержащихся в СОЖ, вызывает изменения структуры поверхностного слоя заготовки и его механических свойств. Соответственно МАО относят к методом обработки, основанным на комбинированном воздействии на заготовку электрофизических, электрохимических и механических факторов. В качестве АИ используют магнитно-абразивные порошки, магнитно-реологические жидкости с абразивным наполнителем, шлифовальные круги, абразивные бруски, шлифовальные шкурки. На практике получили распространение виды МАО с применением порошка, размещенного на активной поверхности магнитного индуктора (МИ), в рабочем зазоре (пространстве между полюсом МИ и обрабатываемой поверхностью) или рабочей зоне (пространстве между полюсами МИ). Сформированный из магнитно-абразивного порошка инструмент позволяет производить обработку поверхностей сложной формы без фасонных полюсов МИ и при простой кинематике процессов.

Рис5.2. Схемы МАО с размещением магнитно-абразивного порошка: а - на активной поверхности; б - в рабочих зазорах; в - в рабочей зоне
Отделочная обработка поверхностей с помощью МАО имеет ряд преимуществ по сравнению с традиционными методами финишной обработки, а именно:
1. Силы резания регулируются изменением магнитного поля;
2. Жидкость удаляет тепло и стружку из зоны обработки;
3. Силы, действующие на обрабатываемую поверхность, имеют значительно меньшие значения чем, например, при шлифовании кругом;
4. Рабочая среда способна автоматически приспосабливается к форме обрабатываемой поверхности, копируя ее.
Области применение технологий МАО:
Удаление заусенцев
Скругление острых кромок
Полирование поверхностей деталей и инструмента
Удаление окалины
Упрочнение поверхностей
Получение субмикрошероховатости
Получение рельефных изображений
Обработка отверстий и сложнопрофильных внутренних и наружных поверхностей
Для осуществления МАО применяют специализированные магнитоабразивные станки и модернизированные металлорежущие универсальные и специализированные станки. Обычный металлорежущий станок иногда достаточно оснастить съемным магнитным индуктором.
5.3. Обработка наружных поверхностей
На рисунке 5.3. представлена типичная схема МАО, согласно которой обрабатываемая заготовка расположена между двумя магнитными полюсами. Зазор между заготовкой и полюсами заполнен магнитно-абразивным порошком. Магнитно-абразивные зерна связаны между собой и полюсами магнита и расположены вдоль силовых линий магнитного поля, формируя тем самым гибкую 2 – 2,5 мм длинную абразивную щетку. Данная магнитно-абразивная щетка используется для финишной обработки поверхности заготовки. Магнитное поле удерживает порошок в рабочих зазорах и прижимает его к детали. Заготовка (например керамический ролик подшипника) вращается между полюсами магнитов. Магнитным полюсам сообщается вибрационное осевое движение, благодаря чему темп полирования увеличивается, и качество обрабатываемой поверхности повышается. Эффективность обработки, интенсивность удаления припуска, а также качество обрабатываемой поверхности зависят от окружной скорости вращения заготовки, плотности магнитного потока, размера рабочего зазора, материала заготовки, типа и зернистости магнитно-абразивного порошка. Регулированием силы тока, поступающего на электромагнитные катушки, можно изменять давление магнитно-абразивного порошка на обрабатываемую поверхность.
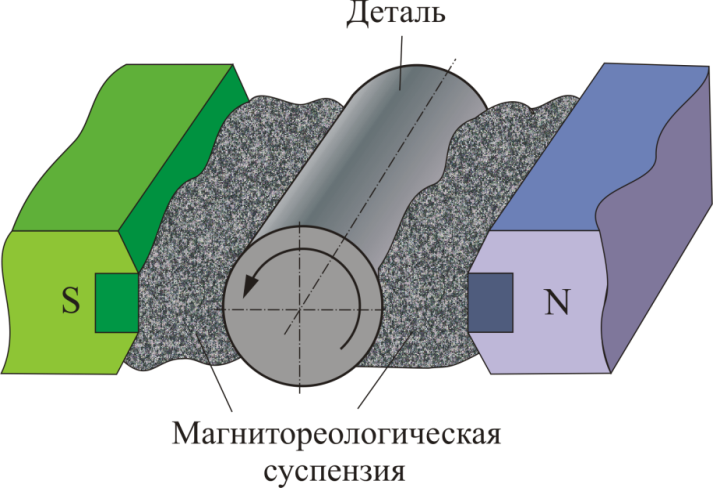
Рис. 5.3. Схема магнитно-абразивной обработки наружных поверхностей вращения


Рис. 5.4. Рабочие зоны станков магнитно-абразивной обработки наружных поверхностей вращения
Как уже отмечалось выше, благодаря небольшой величине магнитных сил, действующих на заготовку, становится реальным получение значения параметра шероховатости Ra порядка нескольких нанометров. Согласно результатам, описанным в, при магнитно-абразивной обработке роликов из нержавеющей стали, было получено значение шероховатости Ra 7,6 нм за 30 секунд обработки, при ее исходном значении – Ra 0,22 мкм.