

6.3.Параметрическое моделирование конфигураций детали с применением табличных данных
Параметризация необходима для создания конфигураций детали.
Конфигурации позволяют создать несколько конструктивных вариантов модели детали или сборки в одном документе. Конфигурации можно создавать вручную, а для создания одновременно нескольких конфигураций можно использовать таблицу параметров.
Для параметризации детали:
1) Проставляем размеры для параметров построения твердого тела.
3) Создаём табличные конфигурации детали
В SolidWorks используется таблица в формате Excel.
Между таблицей и объектом существует взаимосвязь, т.е. при выборе определенного номера объекта программа обращается к таблице и выдает измененный вид в зависимости от тех данных, которые записаны в конкретной ячейке.
Таблица параметров различных конфигураций представлена на рисунке 6.12. Конфигурации детали «Корпус» представлены на рисунках 6.13,6.14 и 6.15
.

Рисунок 6.12. Таблица параметров различных конфигураций.
Конфигурации:


Рисунок 6.13. Длина детали Рисунок 6.14. Глубина кольцевых выемок
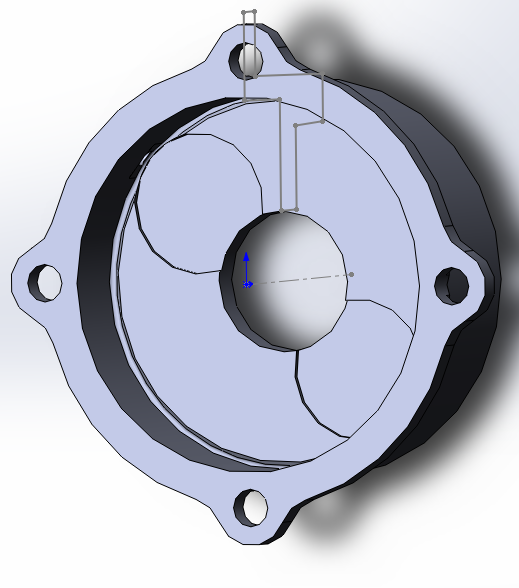
Рисунок 6.15. Внутренний диаметр
Параметрическое твердотельное моделирование детали на этапах технологического маршрута её изготовления
Анализ возможности совмещения дерева конструирования и технологического маршрута формообразования детали

Рисунок 6.16. Технологический маршрут
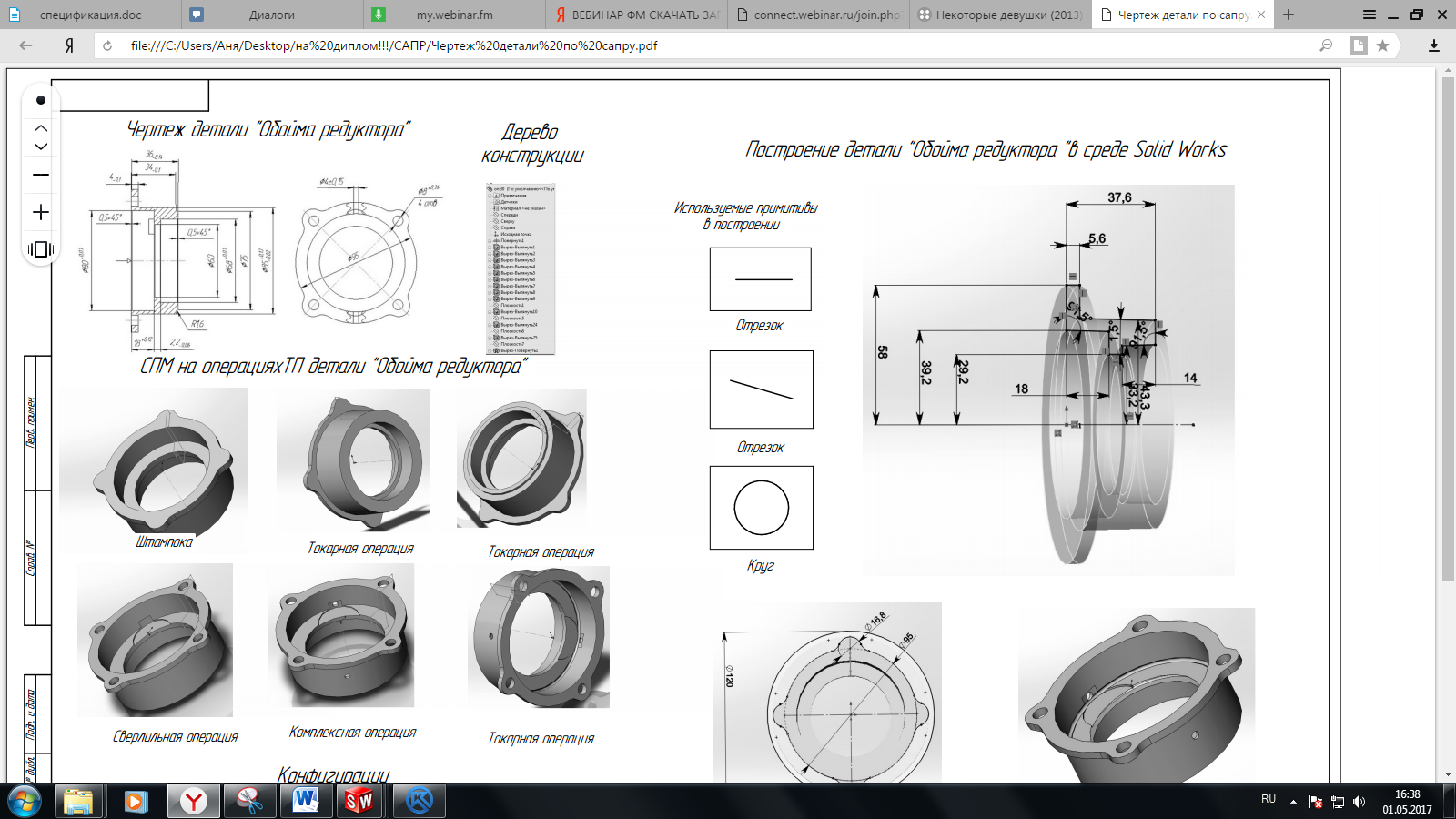
Рисунок 6.17. Построение детали в среде Solid Works.
Технологические эскизы и 3D модели состояния заготовки на этапах формообразования представлены на рисунках 6.18-6.23.


Рисунок 6.18. Технологический эскиз и модель изделия на операции расточки отверстия.



Рисунок 6.19. Технологический эскиз и модель изделия на комплексной операции .


Рисунок 6.20. Технологический эскиз и модель изделия на операции фрезерования.


Рисунок 6.21. Технологический эскиз и модель изделия на операции сверления.

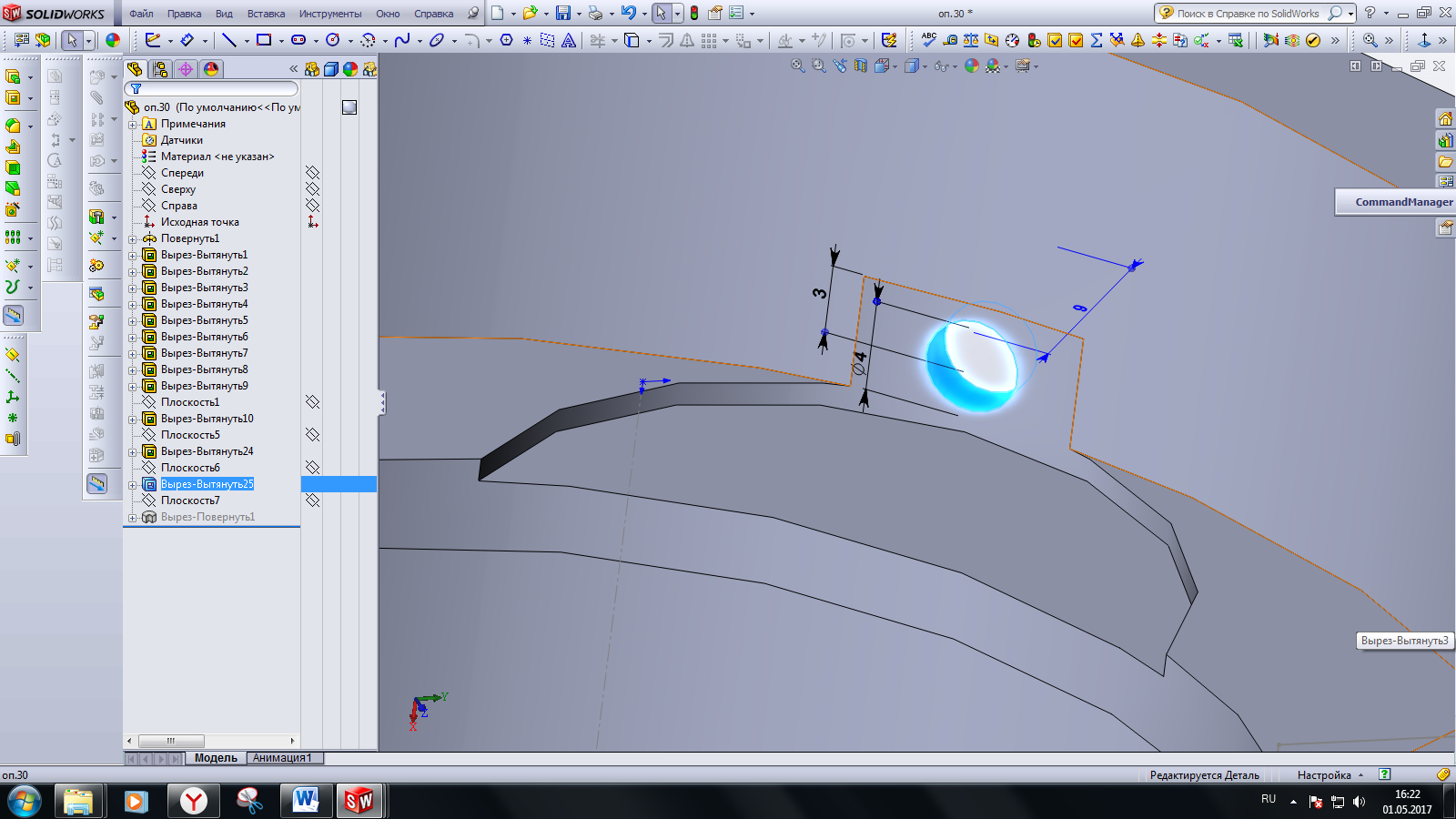
Рисунок 6.22. Технологический эскиз и модель изделия на операции зенкерования.

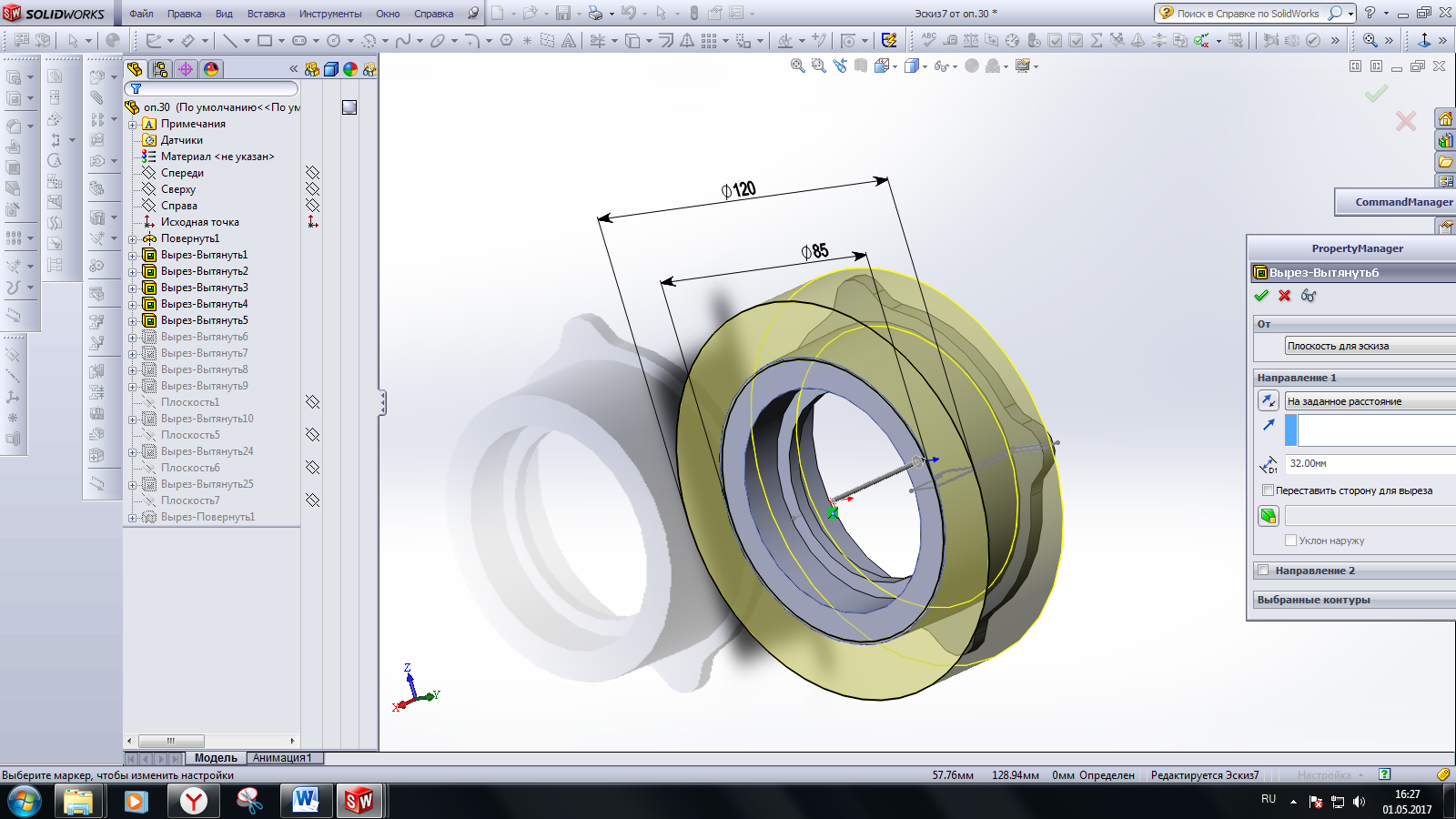
Рисунок 6 23. Технологические эскизы и модель изделия на операции шлифования.
Разработка операций обработки детали на станке с чпу
7.1. Выбор схемы установа детали
Анализ чертежа детали производится с целью выбора нуля детали, обрабатываемого профиля, назначения минимального и достаточного количества установов, переходов и технологических баз.
Нулевая точка детали – точка отсчета – задает расположение границ детали относительно границ заготовки, обеспечивая равномерность припуска на обработку.
Точку смены инструмента назначается за осью вращения шпинделя на заданном расстоянии от детали и частей станка, что бы обеспечить безопасную смену позиции револьверной головки или очередного инструментального блока в держателе.
Обрабатывать деталь будем на фрезерном станке с ЧПУ CHEVALIER 2040-L
Схемы установки показаны на рис. 7.1 -1установ и рис. 7.2. -2 установ

Рис.7.1 Первый установ

Рис.7.2 Второй установ