

4.4. Экспериментальные исследования установившихся режимов нагрева заготовок в индукционном нагревателе
Результаты расчета оптимальной конструкции индуктора приведены ниже:
диаметр заготовки – 175 мм
длина заготовки 750 мм
масса заготовки 141,6 кг
материал заготовки – 19ХГНМА
воздушный зазор 5 мм
толщина футеровки 20 мм
внутр. диаметр индуктора 225 мм
проводник:
медь, 4 шинки 6![]() 15
мм
15
мм
трубка
для охлаждения 10![]() 26
мм
26
мм
частота 50 Гц
напряжение питающей сети – 380/220 В
КПД 79%
cos φ = 0,56
магнитная индукция в магнитопроводе 0,8 Тл
![]() ;
;
![]()
мощность (полезная) 160 924 Вт
мощность (полная) 231 020 Вт
мощность индуктора 359 630 ВА
Сравнительный анализ картин распределения плотности полного тока для ферромагнитной загрузки и для загрузки, нагретой выше точки Кюри, представлены на рис. 4.8 и 4.9. На рис. 4.10 и 4.11 представлены картины распределения индукции для ферромагнитной и немагнитной заготовок, на рис. 4.12 и 4.13 – картины распределения напряженности магнитного поля также для двух состояний нагреваемой заготовки – в момент перехода контрольной точки поверхности заготовки через точку магнитных превращений и по окончании процесса нагрева. Представленные на рис. 4.14 и 4.15 распределения тепловыделения показывают равномерность прогрева заготовки. На рис. 4.16 и 4.17 показаны картины распределения плотности энергии в случае нагрева ферромагнитной и немагнитной заготовок. Распределение магнитной проницаемости представлено на рис. 4.20 и 4.21.
По картинам распределения линий магнитного поля для ферромагнитной и немагнитной заготовок, представленных на рис. 4.22 и 4.23, видно, что сгущение линий магнитного поля наблюдается в области стыковок фаз с фазой, имеющей нулевой сдвиг.

Рисунок 4.8 — Картина распределения плотности полного тока (ферромагнитная загрузка)

Рисунок 4.9 — Картина распределения плотности полного тока (немагнитная загрузка)

Рисунок 4.10 — Картина распределения индукции
(ферромагнитная загрузка)

Рисунок 4.11 — Картина распределения индукции
(немагнитная загрузка)

Рисунок 4.12 — Картина распределения напряженности магнитного поля
(ферромагнитная загрузка)

Рисунок 4.13 — Картина распределения напряженности магнитного поля
(немагнитная загрузка)

Рисунок 4.14 — Картина распределения тепловыделения
(ферромагнитная загрузка)

Рисунок 4.15 — Картина распределения тепловыделения
(немагнитная загрузка)

Рисунок 4.16 — Картина распределения плотности энергии
(ферромагнитная загрузка)

Рисунок 4.17 — Картина распределения плотности энергии
(немагнитная загрузка)
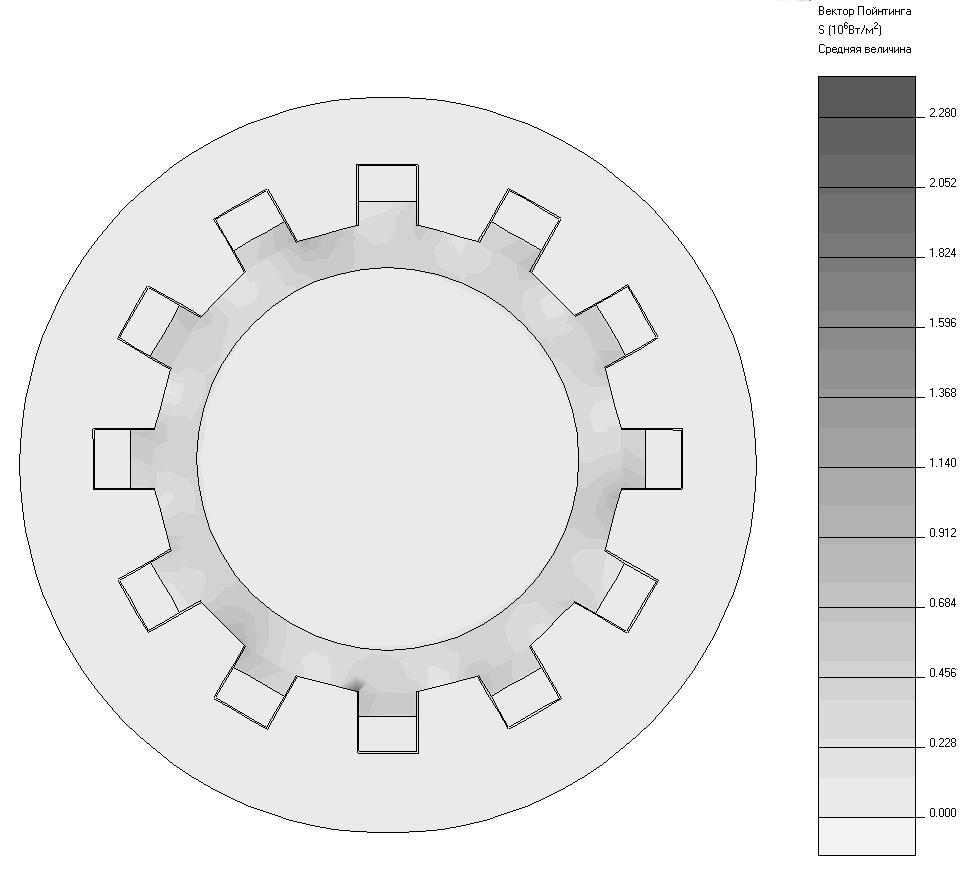
Рисунок 4.18 — Картина распределения вектора Пойтинга
(ферромагнитная загрузка)

Рисунок 4.19 — Картина распределения вектора Пойтинга
(немагнитная загрузка)

Рисунок 4.20 — Картина распределения магнитной проницаемости
(ферромагнитная загрузка)

Рисунок 4.21 — Картина распределения магнитной проницаемости
(немагнитная загрузка)

Рисунок 4.22 — Картина распределения линий магнитного поля
(ферромагнитная заготовка, в масштабе 0,003 Вб/м)

Рисунок 4.23 — Картина распределения линий магнитного поля
(немагнитная заготовка, в масштабе 0,001 Вб/м)

Рисунок 4.24 — Распределения плотности полного тока для ферромагнитной заготовки

Рисунок 4.25 — Распределение плотности полного тока
по радиальной координате для немагнитной заготовки

Рисунок 4.26 — Магнитная проницаемость для ферромагнитной заготовки

Рисунок 4.27 — Температурное распределение в контролируемых точках в процессе нагрева (I, II, III, IV, V, VI –координаты контролируемых точек сечения заготовки с шагом 8-10 мм)

Рисунок 4.28 — Температурное поле заготовки

Рисунок 4.29 — Температурное поле
системы «магнитопровод - обмотка - футеровка»

Рисунок 4.30 —Распределение температуры по поверхности заготовки (на одну фазу)

Рисунок 4.31 — Распределения температуры по радиусу
при достижении температуры точки Кюри на поверхности заготовки

Рисунок 4.32 —Температурное поле по радиусу заготовки

Рисунок 4.33 —Градиент температуры по радиусу заготовки

Рисунок 4.34 —Температурное распределение
по толщине футеровки на конечной стадии нагрева
Выводы
Эффективность индукционного нагрева определяется при прочих равных условиях плотностью тока в катушке индуктора. В установках высокотемпературного индукционного нагрева максимальная плотность тока при принудительном охлаждении обмотки индуктора водой определяется интенсивностью охлаждения и составляет 15÷25A/мм2. В предлагаемой конструкции индуктора охлаждение осуществляется с помощью специальной трубки, уложенной в пазу магнитопровода вместе с индуктирующим проводом, и изолированной от него. Так как при таком способе охлаждения теплоотвод от индуктирующего провода ухудшается, максимальное значение плотности тока необходимо поддерживать на нижнем уровне.
При нагреве цилиндрической заготовки в поперечном магнитном поле трехфазного индуктора кроме неравномерности температурного распределения по радиусу заготовки появляется дополнительная неравномерность температурного распределения по окружности заготовки, величина которой определяется числом пазов и зубцов магнитопровода, т.е. угловыми размерами паза и зубца. Для минимизации этой неравномерности необходимо увеличивать их число. Однако, увеличение числа пазов может привести к существенному уменьшению сечения зубца магнитопровода, а, следовательно, к его насыщению. В связи с этим выбор количества пазов и зубцов должен производится с учетом дополнительного требования к размерам сечения зубца магнитопровода.
Для обеспечения заданной мощности индуктора при выполнении требования минимума плотности тока целесообразно иметь максимальную ширину паза. Однако, как и в предыдущем пункте, увеличение ширины паза приводит к уменьшению сечения зубца магнитопровода, которое определяет предельное значение магнитной индукции. Как следует из анализа результатов полученных исследований, наилучшим соотношением, удовлетворяющим предъявляемые выше требования, является равенство сечений паза и зубца.
Для снижения массогабаритных показателей индуктора при условии обеспечения максимальной мощности индукция в магнитопроводе должна иметь максимальное значение. Естественным ограничением для увеличения индукции является свойство электротехнических сталей насыщаться, после чего индукция почти не меняется. Однако, так как предлагаемый индуктор используется в установках высокотемпературного нагрева, на допустимую величину индукции должно быть наложено дополнительное ограничение, обусловленное более высокими температурными режимами магнитопровода по сравнению с другими электротехническими устройствами, используемыми в электромеханических устройствах и системах электроснабжения..