

13 Механизм зажима и разжима режущих инструментов
13.1 Принцип работы механизма зажима режущих инструментов
Механизм зажима режущих инструментов (рисунок 13.1) состоит из шарикового захвата 7 с роликами 8, штока 9 и тарельчатой пружины 6 , подвижного кольца 5 и регулировочной гайки 4. Для зажима инструмента, цанга 4, которая была предварительно зажата, перемещается влево под действием тарельчатой пружины 6 с помощью штока 9 через подвижное кольцо 5. При этом шарики 8 шарового захвата 7 сходятся в радиальном направлении захватывая хвостовик режущего инструмента. Инструмент удерживается в зажатом состоянии тарельчатой пружиной 6 усилие которой, а следовательно и усилие зажима инструмента можно регулировать регулировочной гайкой 5.
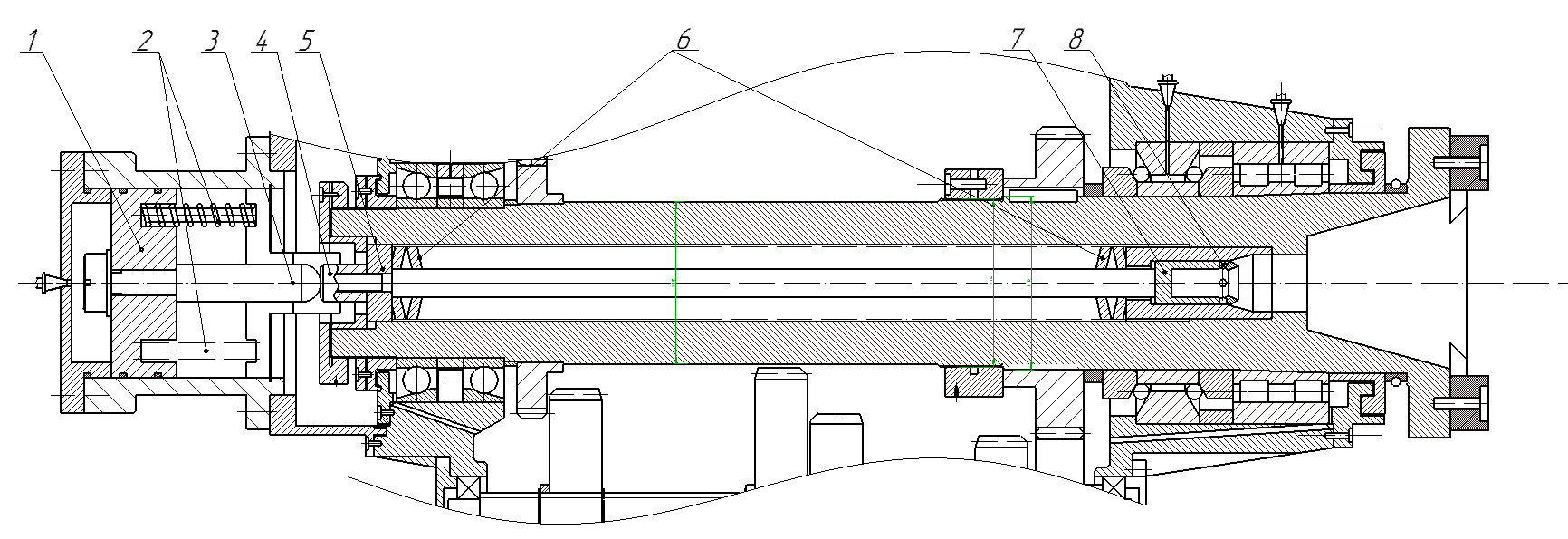
Рисунок 13.1 – Механизм зажима и разжима инструмента в сверлильно-фрезерно-расточном станке.
13.2 Принцип работы механизма разжима инструмента
Привод разжима инструмента (рисунок 13.1) состоит из гидравлического цилиндра одностороннего действия с подпружиненным поршнем 1. Для разжима инструмента рабочая жидкость пот давлением поступает в левую полость гидроцилиндра, поршень 1 под действием возникшего гидростатического давления перемещается вправо и через шток 9 перемещает шариковый захват 7 вправо. Шарикоподшипники 8 расходятся и освобождают хвостовик инструмента. Возвращение поршня 1 в исходное положение осуществляется пружинами 2. При этом рабочая жидкость не подается, а выдавливается поршнем.
14 Обоснование технических требований
Технические требования излагаются в следующей последовательности:
14.1. Требования, определяющие качество и точность изготовления
Нормы точности и жесткости шпиндельных узлов многоцелевых станков устанавливает ГОСТ 18097-93. Для сверлильно-фрезерно-расточных станков класса точности П и с наибольшим диаметром обрабатываемой заготовки BxL= 500x800 мм должны обеспечиваться:
а) допуск радиального биения конического отверстия шпинделя
0,008 мм;
б) допуск осевого биения шпинделя 0,006 мм;
в) допуск торцового биения опорного фланца шпинделя 0,007 мм;
г) поверхностная твердость конца шпинделя и конического отверстия шпинделя - не ниже 55 HRC(это требование обеспечивает требуемую износостойкость конуса базирования инструмента на протяжении всего срока службы станка).
14.2 Требования к точности монтажа изделия
1. Пятно контакта в зубчатых зацеплениях должно занимать по высоте зуба - не менее 45 %, а по длине зуба - не менее 60 %номинальной поверхности зуба.
2. Зубчатые передачи должны соответствовать 7-й степени точности.
3. Затяжку крепежных винтов направляющих начинать с середины, по очереди в стороны обеих концов.
4. Все часто отвинчиваемые при эксплуатации станка винты и 1жны быть термически обработаны до твёрдости не менее 35HRC.
14.3 Требования к настройке и регулированию изделия
1. Регулирование зазоров и предварительного осевого натяга в подшипниках обеспечивается затяжкой регулировочных гаек. Величина натяга регламентирована величиной предварительной подшлифовки компенсаторных полуколец и распорной втулки.
2. Дисбаланс устранять за счет вывинчивания винтов на переднем конце шпинделя.
3. При сборке гидроцилиндров резиновые уплотнения смазать маслом и предохранять от перекосов, попадания абразивных материалов и продуктов коррозии.
14.4 Прочие технические требования к качеству изделия
Средний уровень шума не должен превышать 75 дБ.
2. На обработанных поверхностях составных частей (рабочая поверхность штока гидроцилиндра, базовые поверхности направляющих и т. д.) шпиндельной бабки не допускаются задиры, царапины и другие механические повреждения, снижающие эксплуатационные качества или ухудшающие внешний вид.
3. На поверхностях резьбы не допускаются вмятины и заусенцы.
4. Предельная температура нагрева подшипника в передней опоре шпинделя при максимальной скорости не должна превышать 55° (требование регламентирует величину погрешности обработки из-за температурных расширений).
5. Все наружные и внутренние необработанные поверхности деталей шпиндельной бабки должны быть защищены лакокрасочными покрытиями.
6. Отливка корпуса шпиндельной бабки должна подвергаться естественному или искусственному старению в соответствии с требованиями стандарта и ТУ.
7. Для изготовления гибких трубопроводов гидравлической системы должны применяться армированные резиновые бесшовные трубы по ГОСТ 8734-75 и ГОСТ 9567-75.