

10.3 Определение угла поворота оси шпинделя в передней опоре
Суммарный угол поворота оси шпинделя в передней опоре определяется по формуле
 ,
,
где
 – углы поворота упругой линии шпинделя
в плоскостяхXOYиXOZ,
рад.
– углы поворота упругой линии шпинделя
в плоскостяхXOYиXOZ,
рад.
Углы поворота упругой линии шпинделя в плоскостях XOYиXOZопределяются по формулам





Суммарный угол поворота оси шпинделя в передней опоре

Допустимый угол поворота шпинделя в передней опоре
 рад.
рад.
11 Регулирование натяга в подшипниках шпиндельных опор
Для повышения жесткости опоры производится ее регулировка, с помощью которой устраняются зазоры в подшипниках и в них создается предварительный натяг, который может быть мягким или жестким. Регулировка с мягким натягом обеспечивает постоянную выборку зазора в процессе работы подшипника. Система с жестким натягом более простая и надежная, позволяет создавать натяг определенной величины, но в процессе работы жесткий натяг снижается.
Шпиндельный узел шпиндельной бабки многоцелевого станка (рисунок 11.1) включает радиальный цилиндрический двухрядный роликоподшипник типа 3182120 с коническим посадочным отверстием в передней опоре, в комплекте с шариковым упорно-радиальным подшипником с углом контакта 60°типа 178820 по ГОСТ 20821-75 в передней опоре. В задней опоре установлен радиально упорный шариковый подшипник типа дуплекс О-образный. Передняя опора воспринимает радиальные и с разным направлением осевые нагрузки и является фиксирующей, ограничивая осевое перемещение шпинделя в обоих направлениях. Задняя опора воспринимает только радиальные нагрузки и является плавающей, не ограничивая осевое перемещение шпинделя.
Регулировка радиально упорных шариковых подшипников заключается в создании определенного радиального зазора и натяга между роликами и рабочими поверхностями наружного и внутреннего колец. Это достигается при перемещении внутреннего кольца подшипника по конической шейке шпинделя за счет закручивания регулировочных гаек 6 и 3.Кольцо подшипника деформируется в радиальном направлении, выбирается радиальный зазор и создается предварительный натяг определенной величины, для чего предварительно подшлифовываются установленные полукольцевые компенсаторы 13.
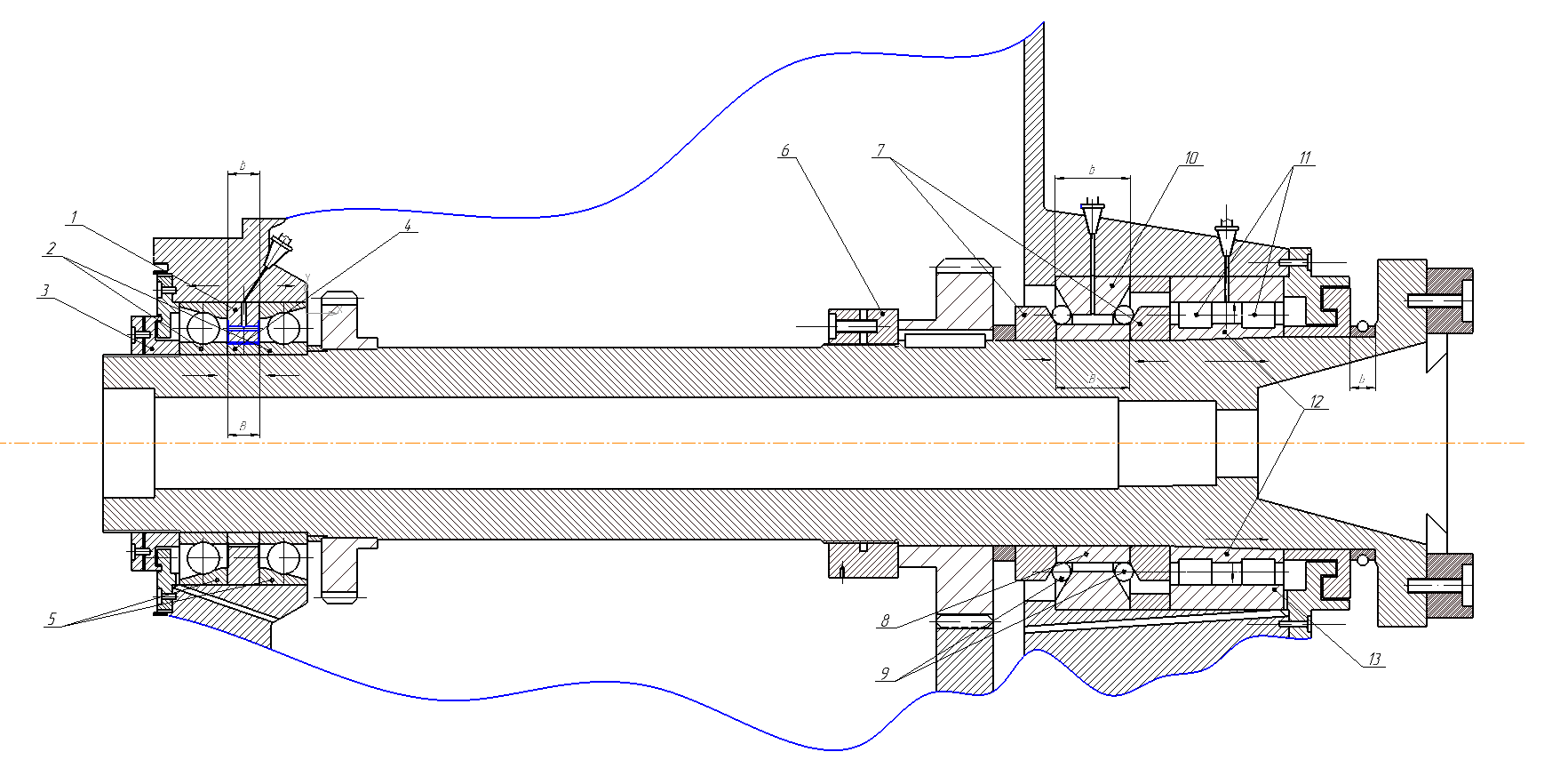
Рисунок 11.1 - Схема регулирования натяга шпиндельных опор центральной шпиндельной бабки сверлильно-фрезерно-расточного станка с ЧПУ
Кроме того, в передней опоре установлен упорно-радиальный шариковый подшипник с углом контакта 60° серии 178820 в комплекте с радиальным роликоподшипником типа 3182120. Величина предварительного натяга в этом подшипнике регулируется подшлифовкой распорной втулки 8. При вращении регулировочной гайки 6 внутренние кольца подшипника 7 смещаются навстречу друг к другу и создается определенный натяг между шариками и рабочими поверхностями наружного 10 и внутренних 7 колец.
12 Смазывание подшипников шпиндельных опор
Смазывание подшипников
шпиндельных опор осуществляется жидким
смазочным материалом (масло И-30А по ГОСТ
20977-84), который отводит тепло от шпиндельных
опор, уносит из подшипников продукты
изнашивания, делает ненужным периодический
надзор за подшипниками и обеспечивает
образование гидродинамической пленки
на их рабочих поверхностях в зоне
контакта. Такой выбор масла целесообразен
для среднескоростных станков с
коэффициентом быстроходности
 .
Для этих станков характерны умеренные
нагрузки в связи с меньшей осевой
жёсткостью.
.
Для этих станков характерны умеренные
нагрузки в связи с меньшей осевой
жёсткостью.
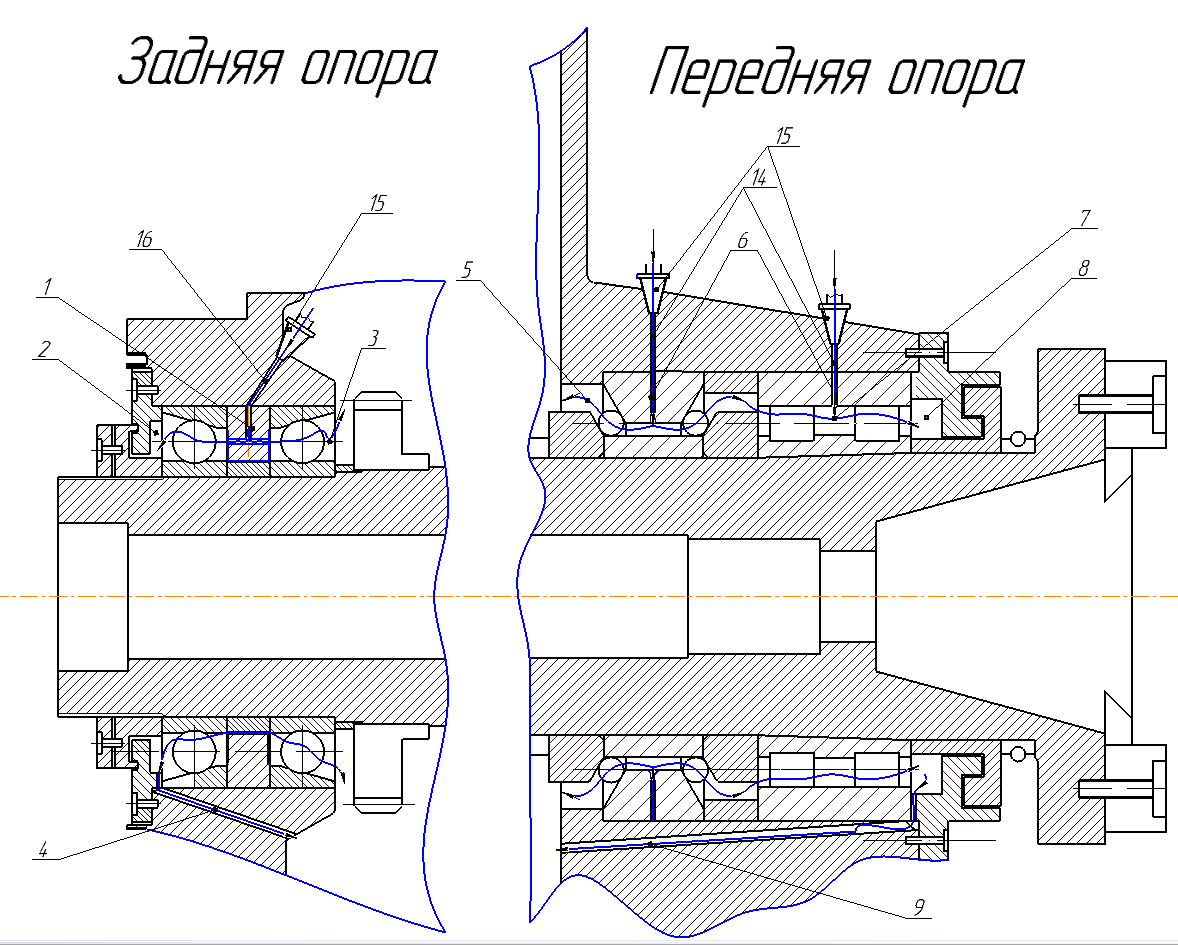
Рисунок 12.1 - Схема смазывания шпиндельных опор центральной шпиндельной бабки сверлильно-фрезерно-расточного станка с ЧПУ
Для смазывания шпиндельных опор применяется циркуляционное смазывание. Масло в шпиндельные опоры подается принудительно через штуцера 15 и попадает по каналам в корпусе 14 и 16, шпиндельного узла, проходит через рабочую зону подшипников 6 и стекает в резервуар, где происходит его охлаждение (рисунок 9.1). Для улучшения циркуляции масла предусмотрены отверстия в наружных кольцах подшипников. Из опор шпинделя предусмотрен свободный слив масла по специальным каналам 9, благодаря чему не допускается его застой и снижается температура опоры. Шпиндельный узел имеет лабиринтные уплотнения, обеспечивающие надежную и стабильную работу в течение всего срока эксплуатации главного привода.
Циркуляционное смазывание осуществляется системой, общей для шпиндельного узла и коробки скоростей. Масло под давлением поступает в заднюю опору и через штуцеры 15 в переднюю опору, а затем распределяется по подшипникам.(см. рисисунок 9.1).
Для смазывания подшипников передней опоры шпинделя имеется отверстие 6 в наружном кольце упорно-радиального шарикового подшипника, через которое масло поступает в его рабочую зону и затем переходит в рабочую зону радиального цилиндрического двухрядного роликоподшипника. Смазка, попавшая в рабочую зону шарикового подшипника 7, проходит через зазор между внутренним и наружным кольцом 5 и самотёком сливается в корпус шпиндельной бабки. Смазка, которая проходит через роликоподшипник, попадает в полость 8 крышки, откуда по каналу отвода 9 в корпусе шпиндельного узла стекает в корпус шпиндельной бабки.
Для смазывания подшипника задней опоры шпинделя масло проходит по каналу 1, затем через отверстие в наружном кольце шарикоподшипника поступает в рабочую зону. Часть смазки из рабочей зоны попадает в корпус шпиндельной бабки через зазор 3 , а другая часть через зазор между регулировочной гайкой 2 и через канал отвода 4 сразу сливается в полость корпуса шпиндельной бабки.