Современное развитие форм организации производства.
Блочно-модульная форма организации производства. Осуществляется путем концентрации на участке всего комплекса технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры изделий. Экономической основой таких форм производства являются коллективные формы организации труда.
Требования к организации блоно-модульной формы:
Создание автономной системы технического и инструментального обслуживания производства.
Достижения непрерывности процесса производства.
Обеспечение сопряженности по мощности, особенно механ-обрабатывающих и сборочных подразделений.
Подбор групп работающих с учетом полной взаимозаменяемости.
Сборка сложных агрегатов стендовым методом с отказом от конвейерной системы сборки путем организации мини потока. Весь процесс сборки разделен на несколько крупных этапов. На каждом этапе действуют рабочие группы от 15 до 25 человек сборщиков, рабочие располагаются вдоль внешних стен. Внутри расположены кассеты с необходимыми на данном этапе сборки деталями. Изделия собираются на движущихся платформах, передвигаясь по укрупненным операциям в пределах каждого этапа. Принцип потока сохраняется так как общее число одинаковых параллельно работающих стендов позволяет выдерживать средний такт потока.
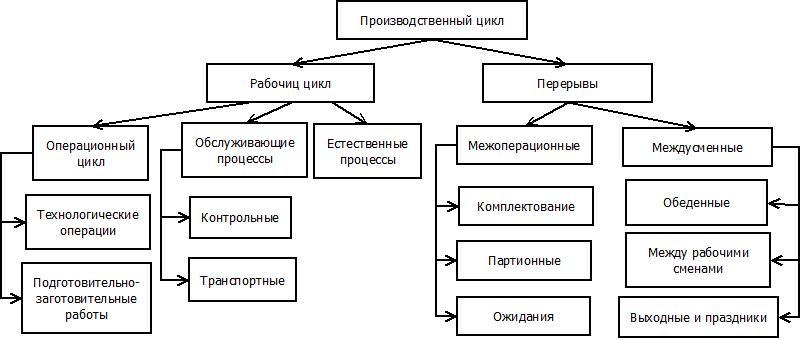
Производственный цикл.
Структура производственного цикла.
Производственный цикл – это промежуток времени от начала до завершения производственного процесса. простой производственный цикл – это цикл изготовления детали – период времени от поступления материала на обработку до окончания изготовления детали. Сложный цикл – цикл изготовления изделия. Включает циклы изготовления деталей, сборки узлов, готовых изделий и испытательных операций. Данные циклы являются основой для разработки производственных программ цехов, загрузки рабочих мест, оборудования, расчета потребности в оборотных средствах и тому подобное.
Длительность производственного цикла выражается обычно в днях или в любом другом календарном времени. При построении графиков длительности операционных циклов пренебрегают временем перерывов. Все многообразие построения опреационных циклов сводится к 3-м видам движения предметов труда: последовательному, параллельному и параллельно-последовательному.
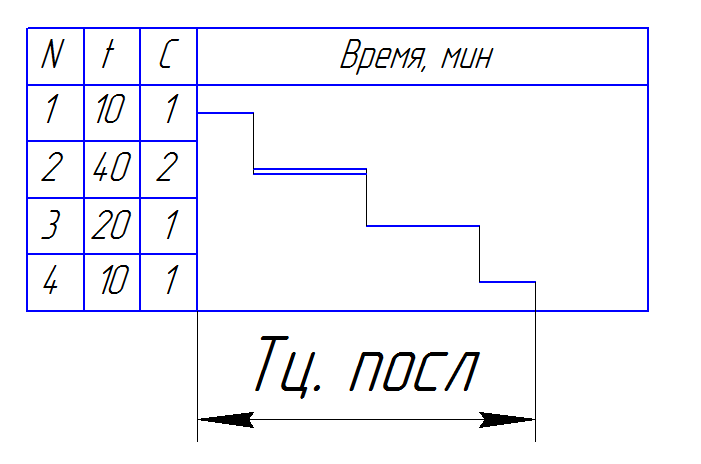
Последовательный вид движения. ti- время длительности одной операции, Ci- количество рабочих, выполняемых операцию, n –количество деталей, выполняемых на операции, m – размер транспортной партии, p – число операций.

Параллельный вид движения.
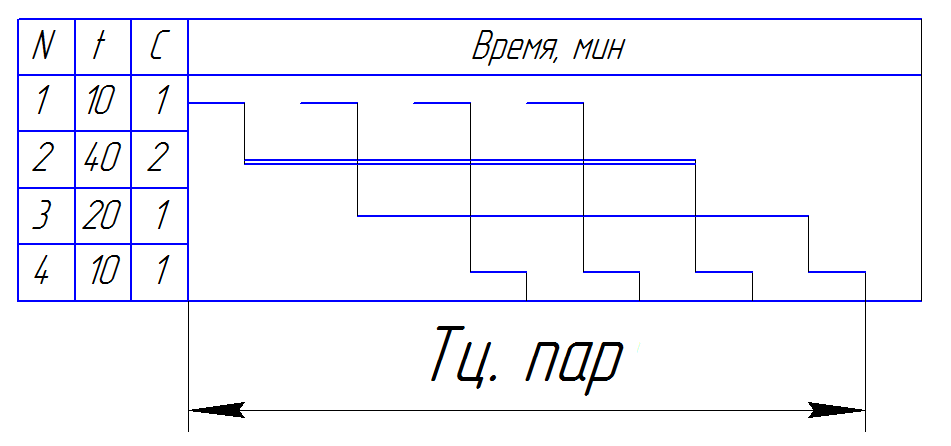
При параллельном движении длительность производственного цикла сокращается, по сравнению с длительностью при последовательном движении, однако, в случае, если операции по своей длительности не равны и не кратны друг другу, на всех операциях, кроме наиболее длительной, будут простои рабочих мест. В связи с этим параллельный вид движения оправдан лишь в том случае, когда время операции равно или кратно друг другу.
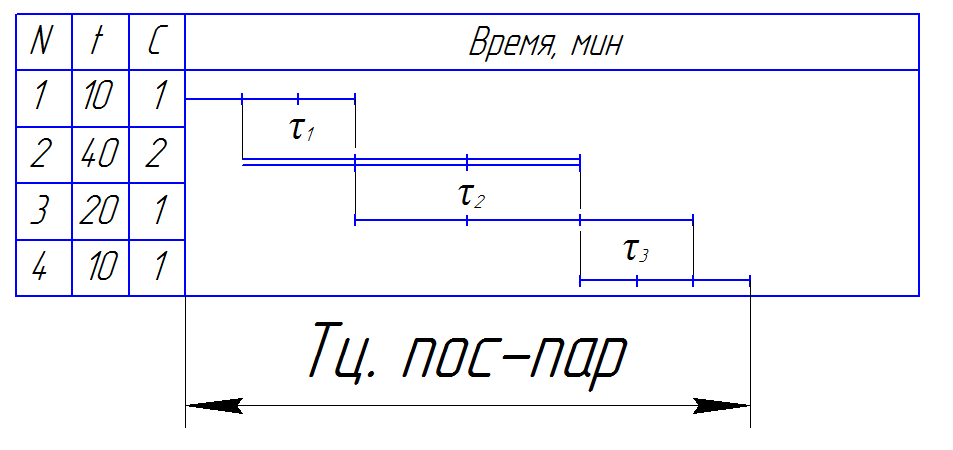
Параллельно
– последовательное движение.
При таком виде движения предметы труда
могут передаваться как поштучно, так и
транспортными партиями. Появляется
время перекрытия
 ,
которое представляет собой экономию
времени за счет продолжительности менее
длительной операции из рассматриваемой
пары смежных операций.
,
которое представляет собой экономию
времени за счет продолжительности менее
длительной операции из рассматриваемой
пары смежных операций.