Kopia_kniga_nikiforov_tekhnologia
.pdfКомплексные работы включают выполнение производственных изделий: болт, гайка, ушко, молоток, петля, – слесарными методами в соответствии с технологическими картами по типу таблицы 4.12.
Общие правила техники безопасности при работе
Для исключения травматизма и несчастных случаев студент обязан строго соблюдать следующие основные правила техники безопасности при работе на слесарном участке:
1.Высота верстака и тисков должна соответствовать росту студента. Нормальным считается такое положение студента, при котором ему во время работы не приходится сгибаться или вытягиваться. При нормальном положении локоть согнутой и прижатой к груди правой руки должен находиться на уровне губок тисков, а выпрямленные пальцы этой руки должны касаться подбородка. Для регулирования роста рабочего следует использовать деревянные щитки, которые устанавливают под ноги работающего.
2.Рабочее место должно быть хорошо освещено дневным или электрическим светом. Лампу электрического освещения устанавливают подвижно в горизонтальной плоскости. Во время работы электрический свет не должен падать в глаза рабочего.
3.Слесарные тиски должны быть исправны, прочно закреплены на верстаке; ходовой винт должен вращаться в гайке легко, губки тисков должны иметь хорошую насечку.
4.На рабочем месте рекомендуется располагать инструменты, необходимые только для данной работы. Инструменты должны быть исправны, правильно заточены и заправлены.
5.Чертежи и технологическая (операционная) карта во время работы должны находиться перед глазами студента на стене или быть укреплены на специальной подставке.
6.Перед работой необходимо подвязать рукава халата и убрать длинные волосы под головной убор. Необходимо помнить, что свисающие части одежды или длинные волосы могут быть захвачены вращающимся инструментом (шпинделем станка) и привести к тяжелой травме.
7.Заготовка должна быть прочно закреплена в тисках, а во время ее установки и снятия следует соблюдать осторожность, так как при падении
заготовка может нанести травму.
291
8.Опилки и стружку с верстака и оборудования следует удалять только сметочной щеткой.
9.Рабочее место должно находиться в чистоте. После окончания работы необходимо: очистить от стружки и вытереть насухо ветошью все рабочие инструменты и приспособления, убрать металлическую стружку и обрезки металла с верстака, сблизить губки тисков с небольшим зазором, убрать подножный щиток и сдать инструмент в кладовую.
Последовательность выполнения работы
1.Изучите виды слесарных работ, режущий инструмент и приспособления для закрепления заготовки [6]. Ознакомьтесь с материалами демонстрационных стендов.
2.Прослушайте вводный инструктаж мастера. Проследите за выполнением учебным мастером приемов выполнения конкретных слесарных операций и последовательности операций при выполнении комплексных работ.
3.Выполните упражнения по слесарным операциям или комплексную работу под руководством учебного мастера в ходе текущего инструктажа по технологическим картам 4.10 – 4.12.
4.Сдайте выполненную работу учебному мастеру и преподавателю и получите индивидуальное домашнее задание.
5.Выполните отчет в соответствии с индивидуальным заданием преподавателя.
Содержание отчета
1. Содержание отчета по упражнению.
1.1.Наименование работы.
1.2.Формулировка и исходные данные индивидуального задания. Задание: «Описать технологию выполнения упражнения, характери-
стики используемого оборудования и оснастки и представить результаты измерения размеров изготовленной детали».
1.3.Технологический эскиз обработки по упражнению «……».
1.4.Технологический метод слесарной обработки, область примене-
ния.
292
1.5.Эскиз технологического перехода (по заданию преподавателя).
1.6.Используемое на технологическом переходе оборудование, режущий, вспомогательный и измерительный инструмент, технологическая оснастка.
1.7.Результаты измерения изготовленного образца по форме табли-
цы 4.4.
1.8.Выводы.
2. Содержание отчета по комплексной работе.
2.1.Наименование работы.
2.2.Формулировка и исходные данные индивидуального задания. Задание: «Описать технологию изготовления детали (изделия), пе-
речни и характеристики используемого оборудования и оснастки, представить результаты контроля размеров».
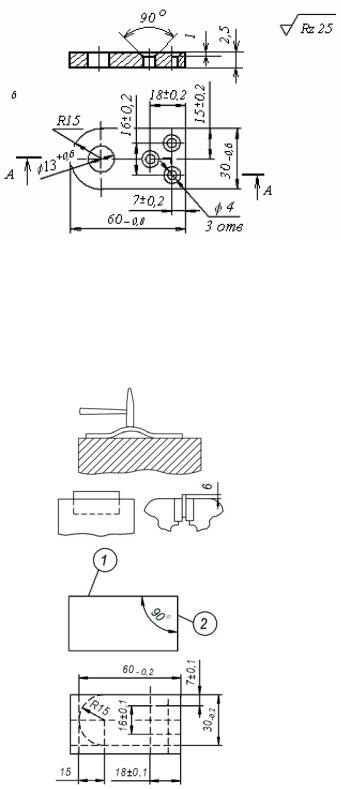
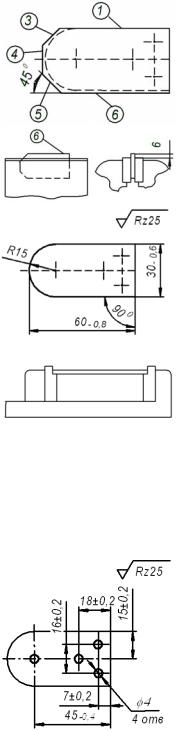
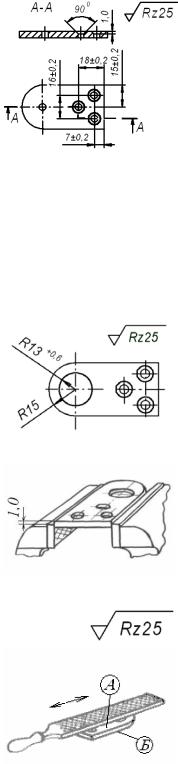
2.3.Чертеж детали «……».
2.4.Перечень технологических методов слесарной обработки, используемых при изготовлении детали.
2.5.Наименование и характеристика технологического оборудования: наименование, модель, технологические возможности, части и узлы станка.
2.6.Эскиз технологического перехода с указанием получаемого размера и шероховатости обработанной поверхности (дается по заданию преподавателя).
2.7.Перечень применяемых при выполнении технологического перехода приспособлений, режущих, вспомогательных и измерительных инструментов.
2.8.Результаты контроля размеров изготовленного изделия, представленные по форме табл. 4.4.
2.9.Выводы.
293
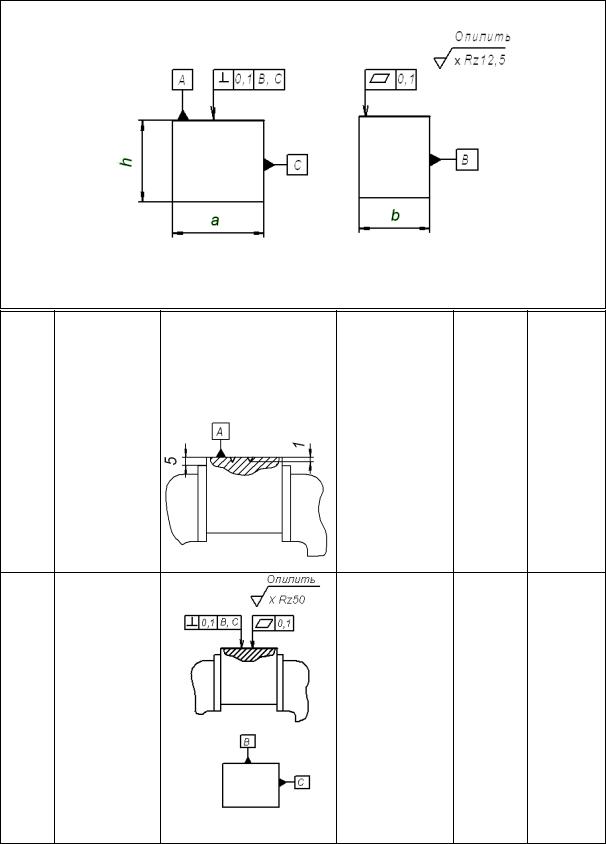
Таблица 4.10
Технологическая карта опиливания плоскости
Технологический эскиз опиливания плоскости бруска
Материал: сталь Ст. 3 Заготовка – брусок: a×b×h На поверхности А нанесены керны (3–4 углубления) глубиной до 1 мм.
Но- |
|
|
Режущий ин- |
Режим |
Измери- |
мер |
Содержание |
Эскиз перехода |
струмент и |
обра- |
тельный |
пере- |
перехода |
|
оснастка |
ботки |
инстру- |
хода |
|
|
|
|
мент |
1 |
Установить |
|
Верстак, сле- |
|
|
|
и закрепить |
|
сарные плос- |
|
|
|
заготовку |
|
копараллель- |
|
|
|
|
|
ные тиски |
|
|
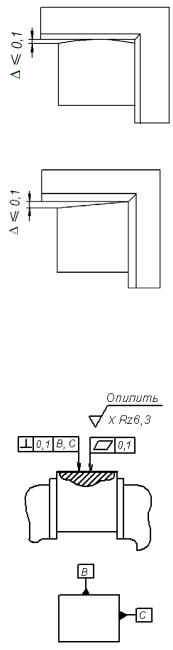
2 Опилить поверхность А перекрестными штрихами до удаления накерненных углублений
294
Но- |
|
|
Режущий ин- |
Режим |
Измери- |
мер |
Содержание |
Эскиз перехода |
струмент и |
обра- |
тельный |
пере- |
перехода |
|
оснастка |
ботки |
инстру- |
хода |
|
|
|
|
мент |
3 |
Контроли- |
|
|
|
штан- |
|
ровать: |
|
|
|
генцир- |
|
размер h, |
|
|
|
куль |
|
отклонение |
|
|
|
0–125 |
|
от перпен- |
|
|
|
мм; |
|
дикулярно- |
|
|
|
угольник |
|
сти плоско- |
|
|
|
90о; |
|
сти А к сто- |
|
|
|
щуп |
|
ронам B и C |
|
|
|
0,1 мм |
|
не более 0,1 |
|
|
|
|
|
мм; |
|
|
|
|
|
неплоскост- |
|
|
|
|
|
ность по- |
|
|
|
|
|
верхности А |
|
|
|
|
|
не более 0,1 |
|
|
|
|
|
мм |
|
|
|
|
|
|
|
|
|
|
4 |
Опилить |
|
Напильник |
пере- |
Эталоны |
|
плоскость А |
|
плоский |
крест- |
шерохо- |
|
до шерохо- |
|
№ 2 |
ными |
ватости |
|
ватости |
|
|
штри- |
|
|
Rz6,3 мкм |
|
|
хами |
|
|
|
|
|
|
|
5 |
Притупить |
|
Напильник |
|
|
|
острые |
|
плоский № 3 |
|
|
|
кромки |
|
|
|
|
|
|
|
|
|
|
295
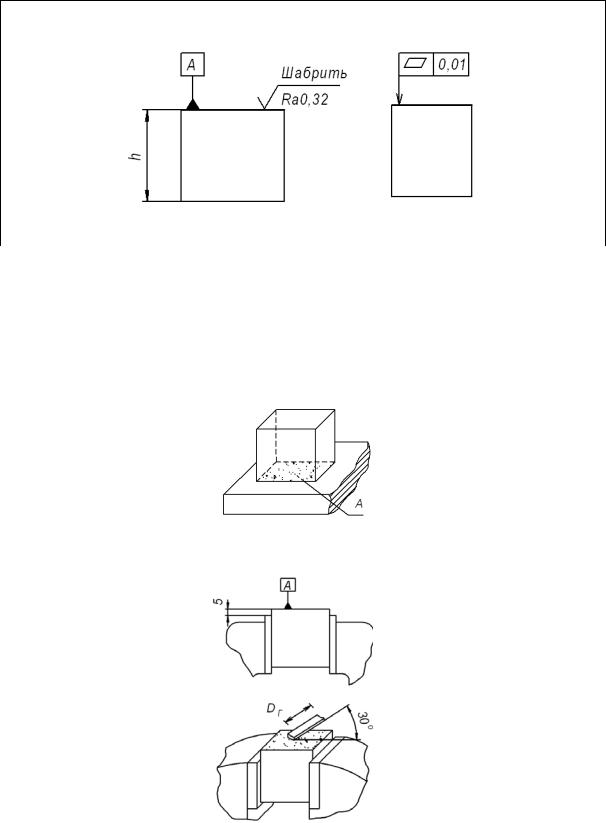
Таблица 4.11
Технологическая карта шабрения плоскости
Технологический эскиз шабрения плоскости А бруска
Материал: сталь Ст. 3 |
|
Заготовка – брусок: a×b×h |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Но- |
|
|
|
Режу- |
|
Измери- |
|
|
|
щий ин- |
Режим |
||
мер |
Содержание |
|
|
тельный |
||
пере- |
перехода |
Эскиз перехода |
|
стру- |
обра- |
инстру- |
хода |
|
|
|
мент и |
ботки |
мент |
|
|
|
|
оснастка |
|
|
1 |
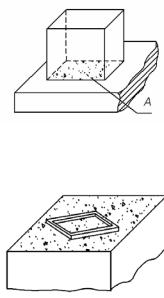
Нанести краску |
|
|
Верстак, |
|
|
|
тонким слоем на |
|
|
пове- |
|
|
|
поверхность по- |
|
|
рочная |
|
|
|
верочной плиты. |
|
|
плита |
|
|
|
Наложить заго- |
|
|
|
|
|
|
товку плоско- |
|
|
|
|
|
|
стью А на плиту |
|
|
|
|
|
|
и круговыми |
|
|
|
|
|
|
движениями ее |
|
|
|
|
|
|
окрасить. |
|
|
|
|
|
2 |
Установить и |
|
|
Верстак, |
|
|
|
закрепить |
|
|
слесар- |
|
|
|
заготовку |
|
|
ные |
|
|
|
|
|
|
тиски |
|
|
|
|
|
|
|
|
|
3 |
Шабрить плос- |
|
|
Шабер |
Пере- |
|
|
кость А, удаляя |
|
|
плоский, |
крест- |
|
|
окрашенные |
|
|
L = |
ный |
|
|
места |
|
|
200 мм |
штрих, |
|
|
|
|
|
|
длина |
|
|
|
|
|
|
хода |
|
|
|
|
|
|
2–3 мм |
|
296
Но- |
|
|
Режу- |
|
Измери- |
Содержание |
|
щий ин- |
Режим |
||
мер |
Эскиз перехода |
стру- |
обра- |
тельный |
|
пере- |
перехода |
инстру- |
|||
хода |
|
|
мент и |
ботки |
мент |
|
|
|
оснастка |
|
|
4 |
Раскрепить, |
|
|
|
|
|
снять заготовку, |
|
|
|
|
|
протереть по- |
|
|
|
|
|
верхность А, |
|
|
|
|
|
удалив остатки |
|
|
|
|
|
краски и струж- |
|
|
|
|
|
ку |
|
|
|
|
5 |
Повторить |
|
Верстак, |
|
|
|
переход 1 |
|
пове- |
|
|
|
|
|
рочная |
|
|
|
|
|
плита |
|
|
|
|
|
|
|
|
6 |
Наложить рам- |
|
|
|
Пове- |
|
ку на поверх- |
|
|
|
рочная |
|
ность А, сосчи- |
|
|
|
рамка |
|
тать число пятен |
|
|
|
25×25 |
|
на площади кон- |
|
|
|
мм, эта- |
|
трольной рамки |
|
|
|
лоны |
|
|
|
|
|
шеро- |
|
|
|
|
|
ховато- |
|
|
|
|
|
сти |
7 |
Продолжить |
|
Вер- |
|
Пове- |
|
переходы 2–6 до |
|
стак, |
|
рочная |
|
обеспечения 10– |
|
тиски, |
|
рамка, |
|
13 пятен в пре- |
|
шабер |
|
эталоны |
|
делах площади |
|
пло- |
|
шеро- |
|
рамки |
|
ский, |
|
ховато- |
|
|
|
L = |
|
сти |
|
|
|
200 мм |
|
|
297