5.2 Расчет размеров заготовки
5.2.1 Минимальная толщина стенок отливки 5 мм [т. 5.38, с. 456],
следовательно все стенки отливки могут быть изготовлены литьем по выплавляемым моделям
5.2.2. Минимальный диаметр отверстий в отливке можно определить по формуле:
dmin = do + 0.1* S ( 5 )
где do - исходный диаметр, мм;
Для отливок из стали исходный диаметр рекомендуют 10 мм [с. 431]
S - длина стержня, мм.
В нашем случае минимальный диаметр отверстия:
dmin = 10 + 0.1* 100 = 20 мм
В отливке можно изготовить центральное отверстие∅40Н7, а на 4 отверстия ø 9 следует назначить напуски.
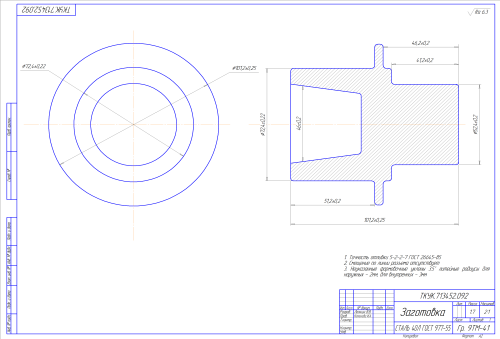
5.2.3 Формовочные уклоны отливки зависят от высоты формообразующей поверхности. В нашем случае высота формообразующей поверхности 56 мм., тогда величина формовочных уклонов = 3.5” для наружных , 30” для внутренних [т.5.39, с. 457]
5.2..4 Минимальный радиус закруглений углов пересекающих поверхностей:
наружных Rн = 2 мм, внутренних Rв = 3мм
В нашем случае минимальный радиус закруглений 2 мм на наружную поверхность, что возможно обеспечить при литье.
5.2.5 Точность отливки
Класс размерной точности 4 - 6 [т. 5.14, с. 427]
Принимаем 5Т класс размерной точности.
Класс массы отливки 5- 7 [т. 5.14, с. 427]
Принимаем 7 класс массы отливки.
Ряд припусков 1- 2 [т. 5.14, с. 427]
Принимаем 2 ряд припусков.
Степень точности поверхности 1- 2 для ряда припусков 1- 2[т. 5.11, с. 420]
Принимаем 2 степень точности поверхности
Степень коробления определяем по элементу отливки с наибольшей степенью коробления( это толщина стенки основания); наибольший размер основания 101 мм, наименьший размер основания 70 мм
70/101 = 0.6 что соответствует степени коробления 2. [т. 5.7,Примечание с. 418]
Принимаем 2 степень коробления.
Так как при литье по выплавляемым моделям форма не имеет разъёмов и знаковых частей, то и величина смещения отливки по плоскости разъёма отливки отсутствует.
Точность отливки 5-2-2-7 ГОСТ 26645 – 85
5.2.6 Шероховатость поверхности отливки в общем случае Rа 6,3 мкм [с. 455]
5.2.7 Выбор припусков на элементы отливки
Отверстие ∅50Н8 длиной L = 50мм
Допуск на размер отливки 0,40 (± 0,20 ) мм [т. 5.5, с. 416]
Основной припуск 1 … 2 мм на сторону [т. 5.12, с. 422]
Принимаем основной припуск 2 мм на сторону
Дополнительный припуск, компенсирующий коробление и отклонение расположения отливки:
предельные отклонения коробления отливки ± 0.1 мм [т. 5.7, с. 418]
допуск неровностей поверхностей отливки 0,06 мм [т. 5.8, с. 419]
Так как ни одно из дополнительных отклонений не превышает половины допуска на размер отливки (± 0,20 мм), то дополнительный припуск не требуется.
Окончательный размер отверстия отливки, мм:
∅50– 2 * 2 = ∅46 (±0.20)
Поверхность∅70h7 длиной L = 50мм
Допуск на размер отливки 0,44 (± 0,22 ) мм [т. 5.5, с. 416]
Основной припуск 1.1 … 1.4 мм на сторону [т. 5.12, с. 422]
Принимаем основной припуск 1.2 мм на сторону
Дополнительный припуск, компенсирующий коробление и отклонение расположения отливки:
предельные отклонения коробления отливки ± 0.1 мм [т. 5.7, с. 418]
допуск неровностей поверхностей отливки 0,06 мм [т. 5.8, с. 419]
Так как ни одно из дополнительных отклонений не превышает половины допуска на размер отливки (± 0,22 мм), то дополнительный припуск не требуется.
Окончательный
размер отливки, мм:
∅70+1.2
* 2 = ∅72.4
(±0.22)
Поверхность∅50
длиной L = 40мм 
Допуск на размер отливки 0,40 (± 0,20 ) мм [т. 5.5, с. 416]
Основной припуск 1.1 … 1.4 мм на сторону [т. 5.12, с. 422]
Принимаем основной припуск 1.2 мм на сторону
Дополнительный припуск, компенсирующий коробление и отклонение расположения отливки:
предельные отклонения коробления отливки ± 0.1 мм [т. 5.7, с. 418]
допуск неровностей поверхностей отливки 0,06 мм [т. 5.8, с. 419]
Так как ни одно из дополнительных отклонений не превышает половины допуска на размер отливки (± 0,20 мм), то дополнительный припуск не требуется.
Окончательный размер отливки, мм:
∅50 +1.2 * 2 = ∅52.4 (±0.20)
Поверхность L = 50мм
Допуск на размер отливки 0,40 (± 0,20 ) мм [т. 5.5, с. 416]
Основной припуск 1.1 … 1.4 мм на сторону [т. 5.12, с. 422]
Принимаем основной припуск 1.2 мм на сторону
Дополнительный припуск, компенсирующий коробление и отклонение расположения отливки:
предельные отклонения коробления отливки ± 0.1 мм [т. 5.7, с. 418]
допуск неровностей поверхностей отливки 0,06 мм [т. 5.8, с. 419]
Так как ни одно из дополнительных отклонений не превышает половины допуска на размер отливки (± 0,20 мм), то дополнительный припуск не требуется.
Окончательный размер отливки, мм:
50 +1.2 = 51.2 (±0.20)
Поверхность∅100 длиной L = 5мм
Допуск на размер отливки 0,50 (± 0,25 ) мм [т. 5.5, с. 416]
Основной припуск 1.2 … 1.6 мм на сторону [т. 5.12, с. 422]
Принимаем основной припуск 1.2 мм на сторону
Дополнительный припуск, компенсирующий коробление и отклонение расположения отливки:
предельные отклонения коробления отливки ± 0.1 мм [т. 5.7, с. 418]
допуск неровностей поверхностей отливки 0,06 мм [т. 5.8, с. 419]
Так как ни одно из дополнительных отклонений не превышает половины допуска на размер отливки (± 0,25 мм), то дополнительный припуск не требуется.
Окончательный размер отливки, мм:
∅100 +1.2 * 2 =∅102.4 (±0.25)
Поверхность
длиной L = 55мм 
Допуск на размер отливки 0,40 (± 0,20 ) мм [т. 5.5, с. 416]
Основной припуск 1.1 … 1.4 мм на сторону [т. 5.12, с. 422]
Принимаем основной припуск 1.2 мм на сторону
Дополнительный припуск, компенсирующий коробление и отклонение расположения отливки:
предельные отклонения коробления отливки ± 0.1 мм [т. 5.7, с. 418]
допуск неровностей поверхностей отливки 0,06 мм [т. 5.8, с. 419]
Так как ни одно из дополнительных отклонений не превышает половины допуска на размер отливки (± 0,20 мм), то дополнительный припуск не требуется.
Окончательный размер отливки, мм:
55+1.2 = 56.2 (±0.20)
Поверхность длиной L = 100мм
Допуск на размер отливки 0,50 (± 0,25 ) мм [т. 5.5, с. 416]
Основной припуск 1.2 … 1.6 мм на сторону [т. 5.12, с. 422]
Принимаем основной припуск 1.2 мм на сторону
Дополнительный припуск, компенсирующий коробление и отклонение расположения отливки:
предельные отклонения коробления отливки ± 0.1 мм [т. 5.7, с. 418]
допуск неровностей поверхностей отливки 0,06 мм [т. 5.8, с. 419]
Так как ни одно из дополнительных отклонений не превышает половины допуска на размер отливки (± 0,25 мм), то дополнительный припуск не требуется.
Окончательный размер отливки, мм:
100 +1.2 = 101.2 (±0.20)
Поверхность длиной L = 45мм
Допуск на размер отливки 0,40 (± 0,20 ) мм [т. 5.5, с. 416]
Основной припуск 1 … 1.3 мм на сторону [т. 5.12, с. 422]
Принимаем основной припуск 1.2 мм на сторону
Дополнительный припуск, компенсирующий коробление и отклонение расположения отливки:
предельные отклонения коробления отливки ± 0.1 мм [т. 5.7, с. 418]
допуск неровностей поверхностей отливки 0,06 мм [т. 5.8, с. 419]
Так как ни одно из дополнительных отклонений не превышает половины допуска на размер отливки (± 0,20 мм), то дополнительный припуск не требуется.
Окончательный размер отливки, мм:
45+1.2 = 46.2 (±0.20)
Чертеж
заготовки