

Описание детали.
Масса детали 1.7кг, габаритные размеры:∅100 мм,L = 100 мм. Деталь относиться к общему машиностроительному применению – тело вращения. Наружная поверхность детали ступенчатая, деталь имеет внутреннее отверстие. Так же имеется 4 сквозных точных отверстий ∅9H9 и 1 отверстие ∅10H12 вне оси детали. Со стороны торцов в детали имеются пазы.
Таблица 1 Химический состав Стали 40Л ГОСТ
|
Кремний 0.20-0.52 |
Марганец 0.40-0.90 |
Медь 0.30 |
Никель 0.30 |
Сера 0.045 |
Углерод 0.37-0.45 |
Фосфор 0.04 |
Хром 0.30 |
железо 97 |
Таблица 2 – Физико-механические свойства
|
Сталь 40л |
Термическая обработка заготовок для деталей до 100мм |
Предел текучести |
Временное сопротивление разрыву |
Относительное удлинение |
Относительное сужение ψ, % |
Ударная вязкость 290 кДж/м2 |
Твердость по Бринеллю HB 10-1 146– 173 МПа |
|
300 МПа |
530 МПа |
14% |
25% |
3. Анализ технологичности детали.
Под технологичностью конструкции понимают соответствие конструкции минимальным: трудоемкости и материалоемкости.
Различают производственную и эксплуатационную технологичность.
3.1 Расчет коэффициентов технологичности
Технологичной будет такая деталь, изготовление которой требует минимальных затрат рабочего времени и подготовки производства, наименьшего количества материала и сложных операций. Данные для расчета коэффициентов технологичности приведены в таблице 3.
Таблица
3 Сводные данные по обрабатываемым
поверхностям детали 
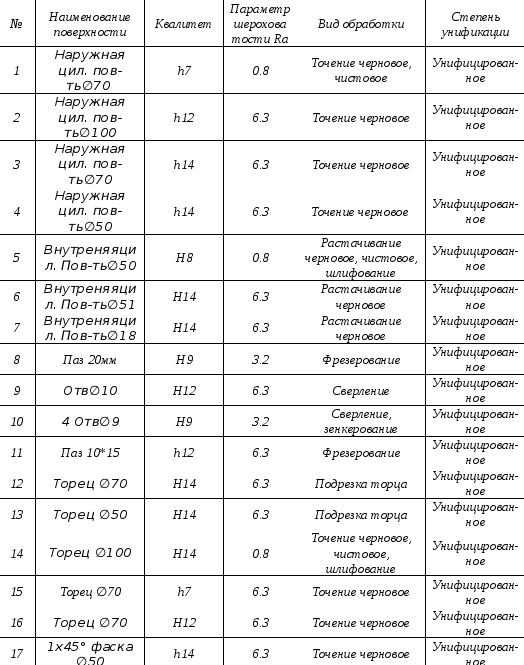
Коэффициент унификации
Кэу=Qуэ /Qэ
Кэу= 20/20 = 1 Деталь технологична
Коэффициент точности
Ктч= 1- 1/Аср
Аср=(1x7+12х14+2х9+1х8) / 20=213/20= 10.05
Ктч=1-1/10.05=0.91
Деталь не относится к весьма точным
Коэффициент шероховатости
Кш = 1 /Бср
Кш = 1 / 3.4=0,25
Бср=(12х4+7х3+5х4 ) / 20 = 79/20 = 3.45
Ктч=0,91>0.6 и Кш=0,2>0,16
Изделие не относиться к труднообрабатываемым
В этом же разделе устанавливается конструкторский и технологический код детали по классификатору ЕСКД (класс 71, 72, 73) и технологическому классификатору.{3], [9]
3.2 Классификация и кодирование детали
Обозначение изделий и конструкторских документов в машиностроении записывают согласно ГОСТ 2.201-80, который устанавливает следующую структуру обозначения изделий и основного конструкторского документа.
ХХХХ
ХХХХХХ ХХХ


|
код организации разработчика |
код классификационной характеристики |
порядковый регистрационный номер |
Структура кода классификационной характеристики:
ХХ Х
Х
Х Х 




|
класс |
подкласс |
группа |
подгруппа |
вид |
Технологический классификатор деталей машиностроения и приборостроения построен как логическое продолжение конструкторского классификатора ЕСКД. Структура конструкторско-технологического кода обеспечивает обработку информации в различных кодовых комбинациях для решения производственных задач и допускает использование частей кода и их сочетаний, в завиимости от характера решаемых задач.
Технологическое кодовое обозначение имеет длину четырнадцать знаков. Это кодовое обозначение состоит из двух частей: кодовое обозначение классификационных группировок основных признаков (постоянная часть) - шесть знаков и кодового обозначение классификационных группировок признаков, характеризующих вид детали по методу её изготовления (переменная часть) – восемь признаков.
ХХХХХ
ХХХХХХХХ
Х



|
код классификационных группировок основных признаков |
вид детали по технологическому процессу |
код классификационных группировок признаков, характеризующих вид детали |
Структура и длина кодового обозначения, составленного из кодов классификационных группировок основных технологических признаков, имеет вид:
ХХХ
ХХ
Х


|
размерная характеристика |
группа материала |
вид детали по технологическому процессу |
Структура кодового обозначения классификационных группировок признаков, характеризующих вид детали приведена ниже
ХХ
ХХ
Х
Х
Х
Х





|
вид исходной заготовки |
квалитет |
параметр шероховатости |
допуск формы и расположения поверхности/ степень сложности |
вид дополнительной обработки |
характеристика массы |
Пояснения и результаты анализа представлены в таблице 4.
Таблица 4 Конструкторский и технологический код детали
|
Конструкторский код ТКУК.71345209 | ||
|
ТКУК |
Код организации-разработчика, указывает организацию, выпускающую конструкторскую документацию | |
|
71 |
Класс деталей– тело вращения | |
|
3 L | D = 1 |
подкласс | |
|
4 |
Группа деталей – без закрытых уступов, ступенчатой двухсторонней, без наружной резьбы | |
|
5 |
Подгруппа деталей с центральным сквозным отверстием круглым в поперечном сечении, цилиндрическое ступенчатое без резьбы | |
|
2 |
Вид детали – без кольцевых пазов на торцах, без пазов и шлицов на наружной поверхности с отверстиями вне оси детали | |
|
09 |
Регистрационный номер детали | |
|
Технологический кодБГ801117144в0Б | ||
|
Код |
Пояснение и результат анализа | |
|
|
Код основных признаков (постоянная часть) | |
|
БГ8 |
Размерная характеристика: Длина=100 мм. ∅100мм Внутренний диаметр отверстия ∅50 | |
|
01 |
Группа материала: Материал детали: Сталь 40л ГОСТ 977-75 | |
|
1 |
Вид детали по технологическому методу изготовления: литье | |
|
|
Код признаков, определяющих вид детали – переменная часть 17144В0Б | |
|
17 |
Вид исходной заготовки: литьё по выплавляемым моделям | |
|
1 |
Код наивысшего квалитета точности размеров наружных поверхностей h8 | |
|
4 |
Код наивысшего квалитета точности размеров внутренних поверхностей H8 | |
|
4 |
Код шероховатости наружных поверхностей с наименьшим параметром Ra=0.8 | |
|
B |
Степень точности на допуски формы и расположения поверхностей соостность, перпендикулярность, | |
|
0 |
Вид дополнительной обработки: без дополнительной обработки | |
|
Б |
Весовая характеристика детали: масса детали 1.7 кг. | |
Деталь «Крышка», заданная для проектирования технологического процесса изготовления, имеет полный конструкторско-технологический код ТКУК.71345209 БГ801117144в0Б