

Технические характеристики станка 2н135
|
Характеристика |
Значение |
|
Конус шпинделя |
Морзе № 4 |
|
Наибольшее осевое перемещение шпинделя, мм |
250 |
|
Вылет шпинделя, мм |
300 |
|
Расстояние от конца шпинделя до стола, мм |
30–750 |
|
Частота вращения шпинделя, мин–1 |
31,5–1400 |
|
Число частот вращения шпинделя |
12 |
|
Подача, мм/об |
0,1–1,2 |
|
Число подач |
9 |
|
Мощность электродвигателя главного движения, кВт |
4,5 |
|
Частота вращения вала электродвигателя, мин–1 |
1450 |
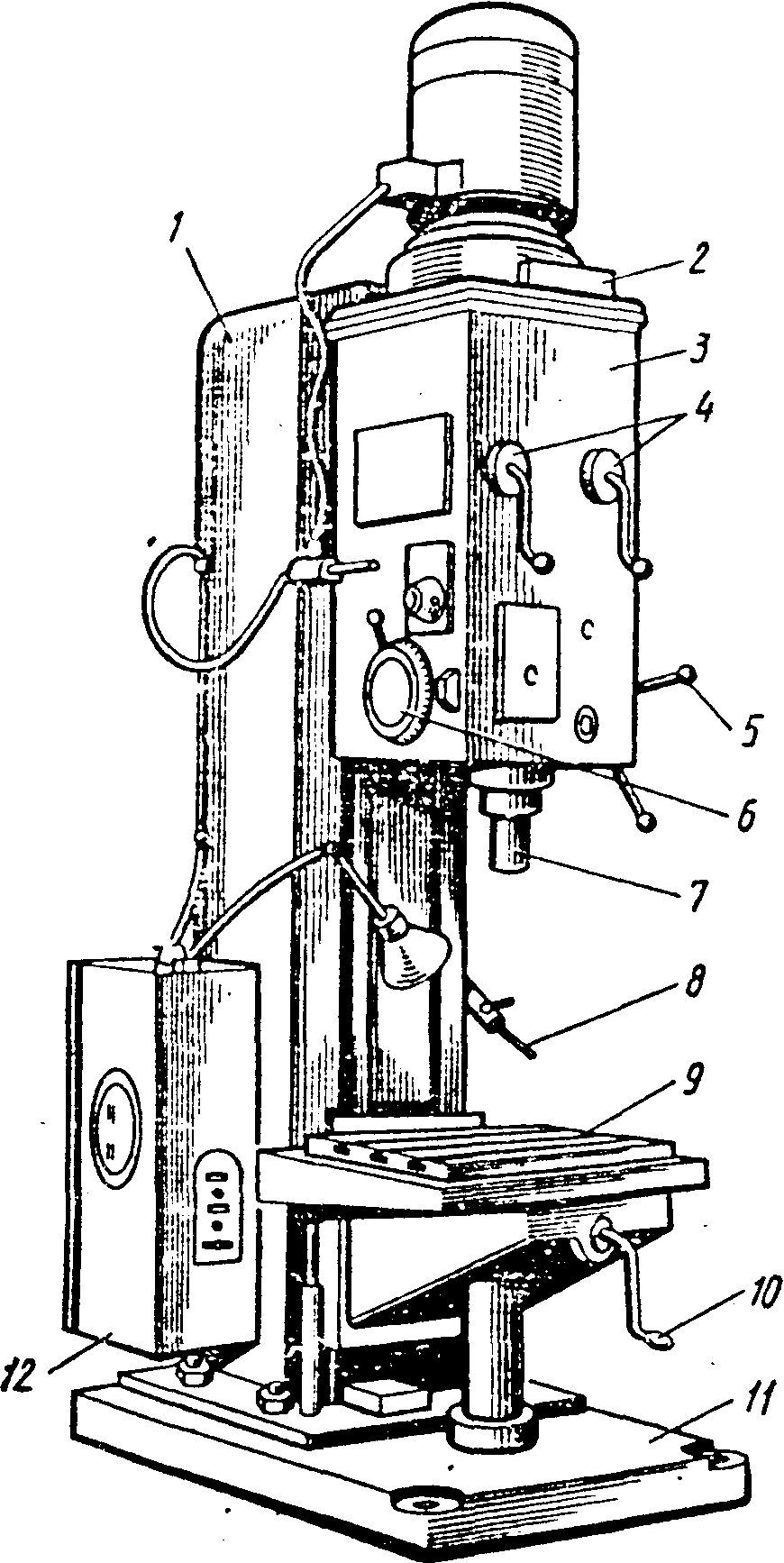
Рис. 3.7. Общий вид вертикально-сверлильного станка 2Н135
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35, 50.
Станки этой гаммы унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Движения в станке (рис.
3.8). Главное
движение (вращение шпинделя) осуществляется
от вертикально расположенного
электродвигателя (N
= 4,5 кВт; n
= 1450 мин–1)
через зубчатую передачу
![]() и коробку скоростей.
и коробку скоростей.
Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.

Рис. 3.8. Кинематическая схема станка 2Н135
Движение подачи передается от шпинделя через зубчатые колеса, зубчатую передачу, коробку подач, червячную пару и реечную передачу на гильзу шпинделя.
Коробка подач обеспечивает получение девяти различных подач.
Вспомогательные движения. Коробки скоростей и подач, шпиндель и механизмы подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную и реечную (z = 14; т = 3) пары. Вертикальное перемещение стола можно производить также вручную поворотом рукоятки через коническую и винтовую пары.
Радиально-сверлильный станок 2М55
Станок (рис. 3.9, 3.10, табл. 3.4) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
Таблица 3.4
Технические характеристики станка 2м55
|
Характеристика |
Значение |
|
Наибольший диаметр сверления, мм |
50 |
|
Конус шпинделя |
Морзе № 5 |
|
Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм |
375–1600 |
|
Частота вращения шпинделя, мин–1 |
20–2000 |
|
Подача, мм/об |
0,056– 2,5 |
|
Мощность электродвигателя главного движения, кВт |
4 |
|
Масса, кг |
4700 |

Рис. 3.9. Общий вид радиально-сверлильного станка 2М55


Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.