

2.3 Обработка результатов измерений
Обработка ряда
измерений имеет целью получение наиболее
достоверного результата с оценкой
его точности. Используя формулы 2.I
... 2.6,определяем основные характеристики
рассеивания. При вычислении средней
квадратической погрешности результаты
следует округлять: при n
≤ 25 сохранять не более двух значащих
цифр, а при n
> 25 - не более трех. При обнаружении
отклонений от среднего (![]() ),
превышающих±
3σ, эти
результаты измерения хi
вычеркиваются как имеющие грубые
погрешности, и производится новый
расчет
),
превышающих±
3σ, эти
результаты измерения хi
вычеркиваются как имеющие грубые
погрешности, и производится новый
расчет
![]() иσ.
Результаты математической обработки
ряда измерений заносим в таблицу 1.
иσ.
Результаты математической обработки
ряда измерений заносим в таблицу 1.
Таблица 1
Результаты измерений и их математическая обработка
|
№ п/п |
Результаты отдельных измерений
|
Отклонения от среднего значения ( |
Квадрат отклонений ( |
Данные об объекте измерения |
|
| ||||
|
1. 2. 3. . . 25. |
|
|
|
Размер блока мер для настройки |
|
Средняя квадратическая погрешность
ряда измерения σ, мкм | ||||
|
|
Σ( |
Σ( |
Предельная
погрешность
| |
|
Результаты измерений: | ||||
1. По формулам 2.1 , 2.2 , 2.3 рассчитать статистические характеристики.
2. Сравнить полученную предельную погрешность прибора с допустимой по аттестату и сделать заключение о годности прибора к работе.
3 Расчет параметров шероховатости с использованием
профилограмм поверхностей.
3.1. Шероховатость поверхности и параметры ее оценки
по ГОСТ 2789-73
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, рассматриваемых в пределах базовой длины l. Базовая длина l - длина участка, выбираемого для измерения шероховатости без учета других видов неровностей, имеющих шаг более l.
Представление о реальном профиле поверхности дают профилограммы (рис. 3), получаемые на различного типа профилографах. Числовые значения параметров шероховатости определяют от единой базы, за которую принята средняя линии профиля m. Средняя линия профиля m - базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины сумма квадратов расстояний у1, y2, ..., уn от точек профиля до этой линии минимальна.
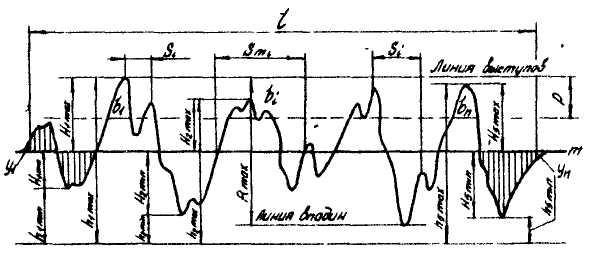
Рис. 3. Профилограмма и основные параметры шероховатости
Для количественной оценки шероховатости стандартом предусмотрено шесть параметров: три высотных (R), два шаговых (S) и один структурный (t).
Среднее арифметическое отклонение профиля Ra – среднее значение расстояний (у1, у2,..., уn) от точек действительного профиля до его средней линии в пределах базовой длины:
![]() ,
,
где n - число измерений.
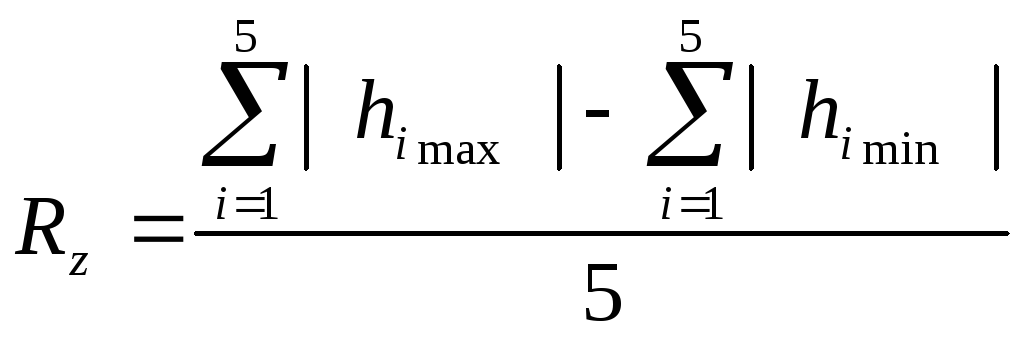
Высота
неровностей профиля по десяти точкам
Rz
- среднее
значение абсолютных высот пяти наивысших
выступов
![]() и
глубин пяти наибольших впадин
и
глубин пяти наибольших впадин
![]() профиля
в пределах базовой длины:
профиля
в пределах базовой длины:
 ,
,
При измерении от линии, параллельной средней линии,
 ,
,
Наибольшая высота неровностей профиля Rmax - расстояние между наивысшей точкой выступов и наинизшей точкой впадин профиля в пределах базовой длины.
Средний шаг неровностей Sm - среднее значение шага неровностей профиля по средней линии в пределах базовой длины:
![]() ,
,
где
![]() -
шаг неровностей, под которым понимается
длина отрезка средней линии, ограниченного
точками пересечения этой линией
одноименных сторон соседних неровностей;
-
шаг неровностей, под которым понимается
длина отрезка средней линии, ограниченного
точками пересечения этой линией
одноименных сторон соседних неровностей;
n - число шагов в пределах базовой длины.
Средний шаг неровностей по вершинам S - среднее значение расстояний между вершинами характерных неровностей в пределах базовой длины:
![]() ,
,
где n - число шагов неровностей по вершинам в пределах базовой длины.
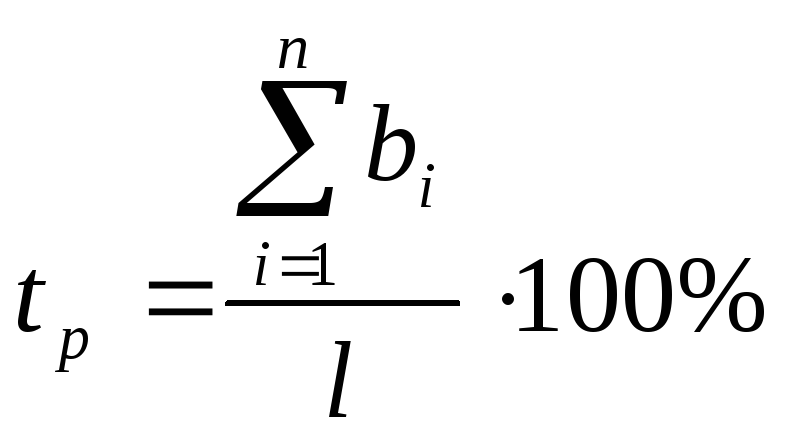
Относительная
опорная длина профиля tp
- отношение опорной длины профиля к
базовой длине:
 ,
,
где р - заданный уровень сечения;
bi - значения длин отрезков, отсекаемых в пределах базовой длины на выступах профиля линией, эквидистантной средней линии и расположенной на заданном уровне сечения от линии выступов.
Все указанные параметры могут быть определены при обработке профилограммы или на специальных приборах.
Числовые значения для рассмотренных параметров установлены в таблицах стандарта и для высотных параметров выделены предпочтительные значения (табл. 2), которыми следует в первую очередь пользоваться. Числовые значения базовой длины l соответствуют определенному интервалу значений высотных параметров.
Таблица 2
Значения высотных параметров
|
Параметр |
Предпочтительные значения | ||||
|
Rz, Rmax мкм |
400, 200, 100, 50 |
25; I2,5 |
6,3; 3,2; 1,6 |
0,8; 0,4; 0,2; 0,1 |
0,05; 0,025 |
|
Rа, мкм |
I00; 50; 25; I2,5 |
6,3; 3,2 |
1,6; 0,8; 0,4 |
0,2; 0,1; 0,05; 0,025 |
0,012 |
|
l, мм |
8 |
2,5 |
0,8 |
0,25 |
0,08 |