

1.2. Правило составления блока
При составлении блоков мер заданного размера сначала следует определить необходимые размеры составляющих блок мер. Количество мер в блоке должно быть минимальным, так как погрешность блока складывается из погрешностей отдельных мер. Определение необходимых размеров мер следует начинать с последней цифры заданного размера. Подобрав первую меру, необходимо вычесть её размер из заданного и, следуя тому же правилу, определить размер следующей меры.
ПРИМЕР. Составить блок размером 38,625 мм из наборов №1 и №2
Набор №1 ( 87 мер)
1-я мера - 1,005 мм, остаток размера - 37,620 мм
2-я -||- -1.12 -||- -||- - 36.5
3-я -||- -6.5 -||- -||- -30
4-я -||- -30 -||- -||- -0
Таким образом, для получения размера необходимо взять концевые меры в следующей последовательности: 1,005 + 1,12 +6,5 + 30 = 38,625 мм.
Примечание. Вторую меру рекомендуется подбирать так, чтобы остаток оканчивался на 0 или 0,5.
Набор № 2 (42 меры)
1-я мера - 1,005 мм, остаток размера - 37,620 мм
2-я мера - 1,02 -||- -||- - 36,6
3-я мера - 1,6 -||- -||- - 35
4-я мера - 5 -||- -||- - 30
5-я мера - 30 -||- -||- - 0
1,005 + 1,02 + 1,6 + 5 + 30 = 38,625 мм.
Выбранные меры следует очистить от смазки, тщательно промыть бензином, насухо вытереть чистой салфеткой. Притирку мер в блок проводят в определенной последовательности: к мерам больших размеров последовательно притирают меры меньших размеров, причем меньшую меру накладывают на край большей, затем верхнюю меру надвигают вдоль длинного ребра меры до совпадения плоскостей обеих мер (рис.2,а). Притирку малых мер можно осуществить и другим способом. Притираемые поверхности накладываются одна на другую крест-накрест и с легким нажимом разворачиваются одна относительно другой до совмещения (рис.2 б).
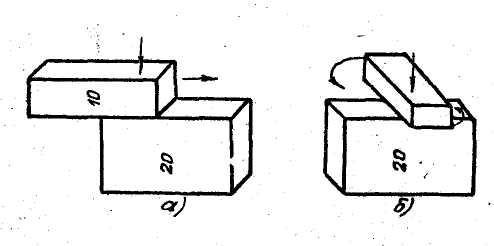
Рис.2. Притирка концевых мер
После окончания работы с блоком, его следует разобрать, меры промыть бензином, протереть сухой чистой салфеткой и уложить в соответствующие гнезда ящика набора. Концевые меры требуют исключительно осторожного и бережного обращения с ними. Малейшие повреждения, царапины, забоины, следы коррозии и прочие дефекты лишают плитки свойства притираться.
1.3 Последовательность работ при использовании блоков концевых мер
для настройки регулируемых скоб
1.З.1 По ГОСТ25347-82 найти предельные отклонения в соответствии с заданным размером и условным обозначением поля допуска контролируемой детали.
1.3.2 По ГОСТ24853-81 найти значения Z , Н, Нр, подсчитать предельные размеры контрольных калибров.
1.З.З Построить схему расположения полей допусков контролируемой детали, рабочих и контрольных калибров с простановкой отклонений от соответствующих номинальных размеров.
1.3.4 Подсчитать размеры блоков концевых мер для настройки соответствующих приборов, округляя полученные значения до третьего десятичного знака
1.3.5 По подсчитанным размерам, руководствуясь правилами, изложенными в пункте 1.2 собрать соответствующие блоки концевых мер.