

Федеральное агентство по образованию
Тверской государственный технический университет Кафедра «Технология и автоматизация машиностроения»
МЕТРОЛОГИЯ,
СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
Методические указания к практическим работам
для студентов специальности 120100
Тверь 2007
Методические указания содержат материалы по использованию концевых мер для настройки приборов, обработке результатов измерений, с целью определения погрешности прибора, определение параметров шероховатости по профилограмме поверхности.
Методическое указание утверждено и рекомендовано к опубликованию на заседании кафедры «Технология и автоматизация машиностроения» (протокол № 2 от 13.09. 2006г.)
Составители: Горлов И.В.,
Испирян Н.В.,
Нестерова И.Н.
© Тверской государственный технический университет
Целью практических работ по метрологии, стандартизации и сертификации является:
Закрепление, систематизирование, расширение знаний, полученных при изучении курса, и применение их при решении поставленных задач.
Приобретение навыков по выбору методов и средств контроля назначенных поверхностей деталей.
Получение навыков использование стандартов, справочной литературы и правильного оформления технической документации.
1. Плоскопараллельные концевые меры длины
1.1. Применение и свойства мер
Плоскопараллельные концевые меры длины представляют собой стальные закаленные бруски, имеющие форму прямоугольных параллелепипедов, у которых две противоположные рабочие поверхности расположены на исключительно точном расстоянии и обработаны тщательно с высокими требованиями к плоскостности, параллельности и шероховатости поверхности (рис.1).
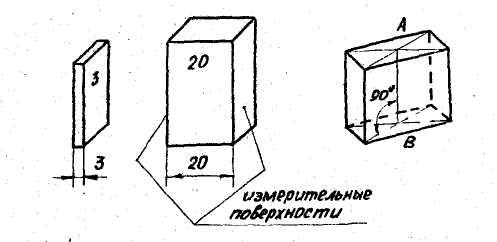
Рис.1. Плоскопараллельные концевые меры длины
За основной размер концевой меры принимают её срединную длину, т.е. длину перпендикуляра АВ, опущенного из центра верхней измерительной поверхности на противоположную измерительную поверхность.
Концевые меры длины служат для воспроизведения и хранения единицы длины, средством передачи размера от эталона до изделия включительно. Концевые меры применяют для непосредственных измерений точных изделий, для установки измерительных инструментов и приборов на нуль при относительных измерениях, для проверки точности и градуировки инструментов и приборов, а также для особо точных разметочных работ, наладки станков и т.д.
Точность мер определяется точностью изготовления и аттестации их размеров. По точности изготовления концевые меры длины подразделяют на семь классов точности, обозначаемых в порядке понижения точности: 00; 0; 1; 2; 3; 4 и 5. Классы точности 4 и 5 установлены для концевых мер длины, находящихся в эксплуатации, и используются при их ремонте с целью удлинения срока применения для работ с невысокой точностью. В зависимости от аттестации концевых мер, с целью повышения точности их при использовании в качестве образцовых они делятся на пять разрядов, обозначаемых в порядке понижения точности аттестации размеров: 1, 2, 3, 4 и 5. Если концевые меры применяются по классам, то за размер меры принимается её номинальный размер, указанный на самой мере. При пользовании аттестованными мерами за размер принимается действительный размер, указанный в аттестате. В этом случае отклонения срединного размера мер не будут влиять на точность измерения независимо от их принадлежности к тому или иному классу точности. Применение мер по разрядам позволяет повысить точность измерений, но усложняет подсчеты в связи с необходимостью учитывать действительные размеры всех мер.
Измерительные (рабочие) поверхности концевых мер тщательно доведены и обладают способностью притираться, т.е. прочно сцепляться друг с другом своими измерительными поверхностями при надвигании с небольшим усилием одной меры на другую. Благодаря этой способности их можно собирать в блоки разных размеров;
Инструментальная промышленность выпускает ряд наборов концевых мер, например, №1, №2, №3, содержащие соответственно 87, 42 и 116 мер и др. В наборы входят две пары защитных мер (по 1 и 2 мм), которые притираются к блоку только одной стороной (маркировкой наружу) и служат для предохранения основных мер набора от износа и повреждения. Защитные меры для отличия от основных мер набора имеют срезанный угол и дополнительную буквенную маркировку.
Возможности основных наборов могут быть расширены за счет совместного с ними использования дополнительных микронных наборов. Один из таких наборов имеет 19 мер следующих размеров: 1, 991; 1, 992; 1, 993 и т.д. до 2, 009 для (через 0,001 мм). При помощи основного и микронного наборов можно составить большое количество блоков различных размеров с интервалом 0,001 мм.