

§ 78. Оборудование для отделки столярно-строительных изделий
Для
отделки поверхности щитовых деталей
(щитов, дверей) применяют лаконаливную
машину ЛМ-3 (рис. 196). На этой машине
на щиты наносят нитроцеллюлозные и
полиэфирные лаки и эмали на основе этих
лаков. Лаконаливная машина представляет
собой станину, на которой расположены
конвейер для подачи щитов, лакоподающие
установки и головки, регулируемые по
вертикали, пульт управления машиной.
Щиты укладываются на конвейер, которым они равномерно перемещаются под головки, образующие лаковую завесу. Проходя через эту завесу, щиты покрываются лаком.
Для крашения поверхности щитов используют линию, показанную на рис. 197. Партия щитов, уложенная в стопу, подается на конвейер /, с которого она поступает на стол питателя 2, а с него пневмоустановкой (вакуум-присосками) — на промежуточный конвейер 3. Роторным кантователем4 щит в случае необходимо-
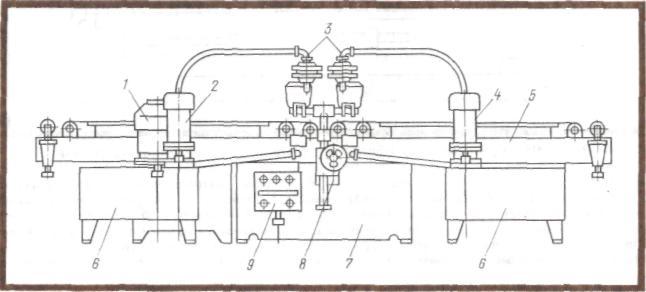
Рис. 196. Лаконаливная машина ЛМ-3:
/ — гидростанция, 2,4 — лакоподающая установка, 3 — головки, 5 — конвейер подачи щитов, 6 — баки, 7 — станина, 8 — механизм подъема головок, 9 — пульт
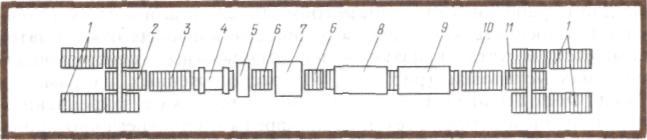
Рис. 197. Линия крашения пластей щитовых деталей:
/ — напольный конвейер, 2 — питатель, 3 — промежуточный конвейер, 4 — кантователь,
5 — станок для очистки от пыли, 6 — откидной конвейер, 7 — вальцовый грунтонаносящии
станок МЛН1.03, 8 — сушильная терморадиационная камера, 9 — камера охлаждения,
10 — выравнивающий конвейер, // — вакуумный укладчик
302
сти может переворачиваться на 180° для покрытия красителем другой стороны. После кантователя щит подается в станок 5, где с его поверхности щеткой удаляется пыль. Очищенный от пыли щит поступает в вальцовый грунтонаносящий станок 7, затем окрашенные щиты поступают в терморадиационную сушильную камеру, где нанесенный грунт сохнет под действием инфракрасных лучей в течение 35...45 с. Окрашенные и высушенные щиты поступают на выравнивающий конвейер 10, откуда они с вакуумного укладчика // передаются на платформу подъемного стола. Линия работает со скоростью подачи 6...24 м/мин. Регулирование скорости подачи бесступенчатое.
Контрольные вопросы. /. Расскажите о назначении линий, входящих в комплект ОК-250с. 2. Для чего предназначены и как работают установки по обработке бревен для стен рубленых домов? 3. Как устроена лаконалив-ная машина ЛМ-3?
Глава XIV
СТАНДАРТИЗАЦИЯ И КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ
§ 79. Основы государственной системы стандартизации
Основными целями стандартизации являются: ускорение технического прогресса, повышение эффективности общественного производства и производительности труда, повышение качества продукции до уровня мировых стандартов, рациональное использование сырьевых ресурсов, обеспечение безопасности труда и др.
Основными задачами стандартизации являются: установление требований к качеству сырья, материалов, полуфабрикатов, комплектующих изделий и готовой продукции, определение единой системы показателей качества продукции, методов, средств контроля и испытаний; установление норм, требований и методов в области проектирования и производства продукции, единых систем документации, единых терминов и обозначений в отраслях народного хозяйства и в областях науки и техники; установление системы безопасности труда и др.
Все стандарты на промышленную продукцию разрабатываются с учетом достижения науки и техники. В строительстве имеются стандарты на параметры зданий, сооружений и их элементы, на строительные конструкции, материалы и изделия, санитарно-тех-ническое и инженерное оборудование, строительную оснастку, инструмент и др. При разработке стандартов проводится унификация, с целью сокращения типов, видов, размеров, марок изделий.
Для сокращения типоразмеров строительных изделий принят единый модуль: 100 мм — 1 М (модуль), а также укрупненные модули 3 М, 6 М, 12 М, 15 М, 30 М, 60 М, СЗОО, 600, 1200, 1500, 3000, 6000 мм). Для деревянного домостроения приняты модули 6 М, 12 М для ширины мелких панелей стен исходя из наиболее рационального раскроя материалов, применяемых для изготовления панелей (твердых ДВП, минераловатных плит и др.).
В строительстве помимо стандартов действует система нормативных общесоюзных документов — Строительные нормы и правила (СНиП). Требования и правила, приведенные в СНиПе, разработаны на основе передового опыта, практики и науки и соответствуют современному уровню строительства.
В настоящее время разработаны общегосударственные системы стандартов — Единая система конструкторской документации (ЕСКД), Единая система технологической документации (ЕСТД), Система стандартов безопасности труда (ССБТ), Единая система программной документации (ЕСПД) и др. Эти системы применяют во всех отраслях народного хозяйства. Они предназначены для совершенствования и развития производства, повышения
производительности
труда, ускорения научно-технического
прогресса.