

ПСЖД лабы
.pdfписать следующие параметры: длина развертки, начало зоны ВС1 временной селекции сигналов.
8.3Отключить дефектоскоп.
8.4Обратите внимание, что дефектоскоп определяет расстояние до объекта Y следующим образом:
Y = (V (t — t вр.пэп))/2 = V·T/2, |
(5.6) |
где t — время между излучением и приёмом импульса; tр.пэп — время распространения УЗК в пьезоэлементе; V — скорость ультразвука
в исследуемой среде; Т — полное время распространения ультразвука (туда и обратно в эхо-методе) в среде.
Проверьте справедливость формулы (5.6) подстановкой своих значений.
Таблица 5.1 — Результаты работы
Изделие |
Y1 |
Т1 |
N1 |
Y2 |
Т2 |
N2 |
Yд |
Тд |
Nд |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.5 Контрольные вопросы
1Назовите типы акустических волн.
2Известно, что скорость распространения продольной ультразвуковой волны в бандажной стали равна 5850 м/с. Определите длину продольной волны с частотой 2,5 МГц и длину поверхностной волны с частотой 0,4 МГц для этой стали.
3Что показывает интенсивность J ультразвуковой волны?
4Как связана сила звука N с его интенсивностью J?
5Чувствительность приемного тракта дефектоскопа УД2-102 можно изменять на 80 дБ. Во сколько раз отличается частота воспринимаемого ультразвука на нижнем и верхнем пределе усиления?
6Дайте определение угла падения, угла отражения и угла ввода (преломления).
7Объясните смысл первого критического угла αкр1 и второго критического угла αкр2.
8Дайте определение прямого пьезоэлектрического эффекта и обратного пьезоэлектрического эффекта.
51
9Как устроен пьезоэлектрический преобразователь?
10Назовите методы ультразвуковой дефектоскопии. В чем сущность каждого метода?
5.6 Рекомендуемая учебная литература
1Душина Ж. В. Физические основы ультразвуковой дефектоскопии, технология ультразвукового контроля подвижного состава. — М. : РГОТУПС, 2000. — 102 с.
2Ермолов И. Н. Теория и практика ультразвукового контроля. — М. : Машиностроение, 1981. — 233 с.
3Выборнов Б. И. Ультразвуковая дефектоскопия. — М. : Металлургия, 1985. — 257 с.
4Дефектоскоп ультразвуковой УД2-102. Руководство по эксплуатации ДШЕК.663532.001 РЭ для локомотивного хозяйства. СПб : ЗАО Алтек, 2002. — 136 с.
6 Лабораторная работа № 6. Магнитная дефектоскопия
6.1 Цель работы
Знакомство с физическими основами, классификацией магнитных методов контроля; получение практических навыков магнитной дефектоскопии.
6.2 Формируемые компетенции
ПК 4 — способен … определять меры по обеспечению безопасности разрабатываемой техники;
ПК 8 — способен … обоснованно выбирать известные устройства, системы и методы защиты человека и природной среды от опасностей.
52
6.3 Основные теоретические и методические положения
6.3.1 Физические основы магнитных методов контроля
Магнитное поле создается движущимися электрическими зарядами, а также изменяющимся электрическим полем и действует только на движущиеся заряды.
Характеристикой магнитного поля является вектор магнитной индукции B, Тл.
B зависит от токов в проводниках и микротоков в среде. Направление вектора B в данной точке пространства совпадает с направлением, которое указывает северный конец магнитной стрелки, помещенной в данное место.
Линией магнитной индукции называется такая линия, в каждой точке которой вектор B направлен касательно к ней.
Магнитный поток Ф, Вб через данную поверхность S есть скалярная физическая величина, определяемая выражением
Ф = B · S · cosα, |
(6.1) |
где α — угол между вектором B и нормалью n к поверхности.
Напряженностью H магнитного поля называется векторная физическая величина, характеризующая магнитное поле, созданное движущимися зарядами и токами, и не зависящая от среды.
H = |
B |
, |
(6.2) |
µ0 µ |
|
где µ — относительная магнитная проницаемость среды, Гн/м; µ0 — магнитная постоянная, µ0 = 4·π·10–7, Гн/м.
Магнитные методы контроля основаны на регистрации магнитных полей рассеяния, возникающих над дефектами, или на определении магнитных свойств контролируемых изделий.
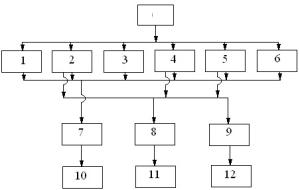
Магнитные методы контроля в соответствии с ГОСТ 18353–73 классифицируют по способам регистрации магнитных полей рассеяния или по способам определения магнитных свойств контролируемых изделий (рисунок 6.1).
53
0
|
|
|
|
|
|
|
|
|
|
|
|
4 |
5 |
6 |
|||||||||
1 |
|
2 |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
9 |
||||||
7 |
|
|||||||||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
11 |
|
12 |
||||||
10 |
|
|||||||||||
|
|
|
|
|
||||||||
Рисунок 6.1 — Классификация магнитных методов контроля (1–6) и области их применения (7–12)
0 — магнитные методы контроля; 1 — магнитографический; 2 — феррозондовый; 3 — индукционные; 4 — пондемоторный; 5 — преобразователя Холла; 6 — магнитопорошковый; 7 — дефектоскопия; 8 — измерение толщины; 9 — контроль структуры и механических свойств; 10 — определение поверхностных и подповерхностных дефектов типа нарушения сплошности ферромагнетика; 11 — определение толщины немагнитных и слабомагнитных покрытий на ферромагнитных изделиях, толщины слоя поверхностной закалки; 12 — определение качества термообработки, механиче-
ских характеристик сталей, количества магнитной фазы в немагнитных сплавах
6.3.2 Классификация магнитных методов контроля
6.3.2.1Магнитографический метод контроля заключается в записи магнитных полей рассеяния на магнитную ленту путем намагничивания контролируемого участка детали вместе с прижатой к ее поверхности магнитной лентой. После этого производится воспроизведение и расшифровка полученной записи. При воспроизведении ленту протягивают с постоянной скоростью относительно воспроизводящей магнитной головки, в обмотке которой возникает ЭДС индукции. По величине и форме кривой ЭДС, наблюдаемой на экране, судят о наличии дефектов. Магнитографический метод применяют для проверки сплошности сварных швов трубопроводов.
6.3.2.2Феррозондовый метод контроля позволяет измерить напряженность магнитного поля или его градиент (т. е. скорость изменения поля в данном направлении).
Феррозонд состоит из двух совершенно одинаковых пермаллоевых магнитопроводов, каждый из которых окружен первичной обмоткой,
54

по которой пропускается переменный ток, и вторичной (индикаторной) обмоткой (рисунок 6.2).
а) |
б) |
Рисунок 6.2 — Схема феррозонда-полемера (а) и феррозонда-градиентомера (б)
Величина ЭДС на выходе индикаторных обмоток W и W ′ про-
2 2
порциональна напряженности измеряемого постоянного магнитного поля (для феррозонда-полемера) либо прямо пропорциональна градиенту магнитного поля (для феррозонда-градиентомера), в котором находится феррозонд.
Для получения этого результата в феррозонде-полимере первич-
ные обмотки W и W ′ соединены встречно (поэтому при отсутствии
1 1
внешнего поля их поля компенсируются), а индикаторные W и W ′ —
согласно.
2 2
Вферрозонде-градиентомере первичные обмотки соединены согласно, а индикаторные — встречно.
Вмагнитной дефектоскопии применяют феррозонды длиной 1–2 мм, что связано с необходимостью выявления дефектов малых размеров. Метод широко применяют для контроля прутков, заготовок, сварных швов, в толщинометрии.
Между механическими свойствами ферромагнитных сплавов, которые определяются их структурой и их магнитными свойствами, существует корреляционная зависимость. Это позволяет, измерив коэрцитивную силу Hc, определить твердость и структуру стали.
6.3.2.3 Индукционные методы контроля (т. е. методы вихревых токов) основаны на регистрации изменения поля вихревых токов, наводимых в поверхностном слое изделия.
На сопротивляемость поверхностного слоя проникновению вихревых токов влияют, с одной стороны, поля дефектов, на чем основана
55

дефектоскопия изделия, и, с другой стороны, электрическая проводимость и магнитная проницаемость материала изделия. Благодаря этому вихретоковые методы применяются для измерения электрической проводимости бесконтактным методом. Так как электрическая проводимость зависит от химического состава и физико-механиче- ских свойств материала, вихретоковые методы успешно применяют в структуроскопии магнитных и немагнитных материалов. Магнитная проницаемость значительно больше, чем электрическая проводимость, зависит от химического состава, структуры и состояния ферромагнетика. В связи с этим контроль изделий из ферромагнитных материалов в большей степени основывается на определении изменения свойств, связанных с магнитной проницаемостью.
Методика контроля (рисунок 6.3):
1)установка полезадающей катушки 1 на контролируемое изделие 2 и пропускание через нее переменного тока;
2)сканирование датчиком 3, содержащим измерительную катушку, вдоль поверхности контролируемого изделия и запись результатов измерений регистрирующим прибором;
3)расшифровка результатов контроля и оценка качества изделия.
1
~iген
3
uген
2
Рисунок 6.3 — Схема вихретоковых методов контроля
Допускаемый максимальный зазор между датчиком и контролируемым изделием — 2 мм. Этим методом удается выявить поверхностные и подповерхностные трещины глубиной не менее 0,1 мм и протяженностью более 1 мм, расположенные на глубине до 1 мм.
56

На предприятиях также применяют вихретоковые структуроскопы (для контроля термической обработки и сортировки материалов по маркам) и вихретоковые толщиномеры.
6.3.2.4Пондеромоторный (от лат. ponderis — вес, тяжесть и motor — приводящий в движение) метод основан на механическом взаимодействии измеряемого магнитного поля и рамки с током либо на взаимодействии магнитного поля с индикаторным магнитом. По величине момента сил, действующего на эти детали прибора, определяются характеристики магнитного поля. Этот метод нашел применение в дефектоскопах контроля железнодорожных рельсов и в коэрцитиметрах.
6.3.2.5Метод, основанный на эффекте Холла, используют для обнаружения дефектов в изделиях, для измерения толщины, контроля структуры и механических свойств.
Эффект Холла состоит в следующем. Если полупроводниковую пластину, изготовленную из некоторых полупроводниковых материалов (например, германия), поместить в магнитное поле перпендикулярно вектору напряженности H и пропускать по ней ток i в направлении граней a–b (рисунок 6.4), то на гранях c–d возникнет ЭДС Холла
EX = kX |
i H |
, |
(6.3) |
|
d |
|
|
где kX — постоянная Холла, Ом·см 2/А; d — толщина пластины, см; H — напряженность магнитного поля, А/см; i — ток в датчике (пластине), А.
Рисунок 6.4 — Схема работы датчика Холла
57
ИзмеривЭДСХолла,определяютнапряженностьмагнитногополяH . Размеры датчиков Холла (около 1 мм 3) позволяют проводить измерения в узких зазорах и отверстиях небольшого диаметра.
6.3.2.6 Понятие о магнитопорошковом методе
6.3.2.6.1 Магнитопорошковый метод основан на обнаружении магнитных полей рассеяния над дефектами с помощью ферромагнитных частиц.
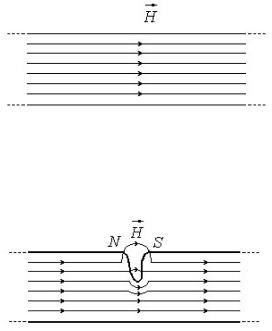
Если намагнитить деталь, то в ее бездефектной части образуется достаточно однородное магнитное поле (рисунок 6.5).
Рисунок 6.5 — Однородное магнитное поле
В тех местах, где встречаются участки с пониженной магнитной проницаемостью (например, трещины, неметаллические включения) однородность магнитного поля нарушается (рисунок 6.6).
Рисунок 6.6 — Нарушение однородности магнитного поля под влиянием дефекта
Магнитное поле перераспределяется таким образом, что напряженность H поля над дефектом оказывается намного больше, чем над бездефектными участками. Там, где линии магнитной индукции выходят из детали и входят в нее обратно, возникают местные маг-
58
нитные полюсы N и S (рисунок 6.6). (Полюсами называются области пространства, в которых линии магнитной индукции интенсивно сходятся либо расходятся.) В районе полюсов напряженность магнитного поля максимальна по сравнению с другими участками, расположенными на одинаковом расстоянии от поверхности.
Если на такую деталь нанести порошок из ферромагнетика, то в зонах однородного магнитного поля на частицы будет действовать механический момент сил, располагающий бо́льшие оси частиц вдоль линий индукции.
В зоне трещин частицы не только поворачиваются, но и двигаются вдоль линий магнитной индукции в сторону большей напряженности, т. е. скапливаются по контуру трещины. Скопление частиц видно невооруженным глазом. Наиболее контрастное изображение получается, если трещина выходит на поверхность детали. Внутренние дефекты обнаружить труднее, а если они расположены достаточно глубоко, то и невозможно.
Магнитная дефектоскопия применима только для деталей, изготовленных из ферромагнетиков (способных намагничиваться).
Большое значение в достоверности магнитопорошкового контроля имеет качество обработки поверхности. Этот метод позволяет выявлять трещины с шириной раскрытия 0,001 мм и глубиной 0,01 мм.
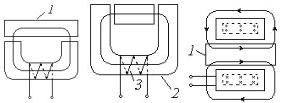
6.3.2.6.2 Способы намагничивания деталей Полюсным (рисунок 6.7) называется способ намагничивания, при
котором линии магнитной индукции поля, созданного электромагнитом, часть своего пути проходят через его сердечник, а другую часть — через воздух и деталь. В местах пересечения линий индукции с изделием образуются полюса, где поле является очень неоднородным, поэтому дефекты можно обнаружить только между полюсами на достаточном от них удалении.
Рисунок 6.7 — Полюсное намагничивание
1– деталь; 2 — сердечник; 3 — катушка
59

При циркулярном намагничивании нет явно выраженных полюсов, а магнитный поток направлен по окружности поперёк детали. Внутри проверяемой детали располагают проводник с током (рисунок 6.8, а), или проверяемая деталь непосредственно включается в электрическую цепь (рисунок 6.8, б).
а) |
б) |
Рисунок 6.8 — Циркулярное намагничивание
Для обнаружения поперечных трещин применяют полюсное намагничивание, для обнаружения продольных трещин — циркулярное намагничивание. Для обнаружения «косых» трещин поворачивают деталь относительно магнитного потока.
6.4 Экспериментальная часть
6.4.1 Задание 1
6.4.1.1 Цель работы Исследовать магнитное поле предоставленных образцов и опре-
делить направление вектора индукции магнитного поля вблизи различных участков их поверхности.
6.4.1.2 Приборы и материалы Индикатор индукции магнитного поля И554. Генератор низкой частоты.
Мультиметр.
Пояснение. Индикатор И554 — это феррозонд-полимер. Питание его обмотки возбуждения осуществляется переменным током частотой около 2000 Гц и напряжением до 10 В. Измерительная обмотка индикатора подключается к миллиамперметру.
60