

4.3. Обработка конических прямозубых колес двумя дисковыми фрезами
Нарезание зубьев производят двумя спаренными дисковыми фрезами 1 (рис. 4.4., а), расположенными под углом друг к другу и формирующими одновременно впадину заготовки 2. При этом резцы одной фрезы входят в промежутки между резцами другой фрезы и обрабатывают «свою» сторону впадины зубчатого колеса. Обработка может вестись по методу врезания, обката или комбинированно – врезание, а затем обкат. Деление периодическое после профилирования каждой впадины.

Рис. 4.5. – Схема нарезания зубьев конических колес двумя дисковыми фрезами.
В процессе обработки
по методу обката фрезам сообщают главное
движение резания
![]() ,
круговое движение обката
,
круговое движение обката![]() в вертикальной плоскости, а заготовке
– согласованное вращение
в вертикальной плоскости, а заготовке
– согласованное вращение![]() вокруг её оси. Таким образом, имитируется
зацепление заготовки с производящим
колесом, зубья которого материализуют
дисковые фрезы. Фрезы вдоль зуба не
перемещают, поэтому дно впадины слегка
вогнутое (рис. 4.4., б).
вокруг её оси. Таким образом, имитируется
зацепление заготовки с производящим
колесом, зубья которого материализуют
дисковые фрезы. Фрезы вдоль зуба не
перемещают, поэтому дно впадины слегка
вогнутое (рис. 4.4., б).
С целью продольной модификации зубьев режущие кромки располагают под углом к оси вращения инструмента, поэтому, описывая при вращении коническую поверхность главного движения, режущие кромки формируют бочкообразные зубья.
Производительность станков при работе двумя дисковыми фрезами значительно выше, чем при зубострогании двумя резцами. Так, например, при исполнении комбинирования данного метода она выше в 4 раза. Точность зубчатых колес соответствует 7-8 степени точности по ГОСТ 1758-81.
4.4. Круговое протягивание прямых зубьев конических колес
Метод кругового протягивания (Revacycle) был разработан фирмой Gleason для массового производства конических колес в автомобильной промышленности. Станки для кругового протягивания имеют 2 расположения: с горизонтальным и вертикальным расположением оси заготовки. Отечественная промышленность выпускает станки первого типа.
В процессе
формообразования впадины (рис. 4.6., а)
заготовка 1 неподвижна, а режущий
инструмент 2 вращается и совершает
согласованное с вращением
возвратно-поступательное движение
![]() вдоль зуба заготовки. За 1 оборот
инструмента, который происходит за 2-5
сек, полностью формируется впадина. В
момент, когда напротив заготовки
оказывается сектор протяжки, свободный
от резцов, происходит деление на зуб.
вдоль зуба заготовки. За 1 оборот
инструмента, который происходит за 2-5
сек, полностью формируется впадина. В
момент, когда напротив заготовки
оказывается сектор протяжки, свободный
от резцов, происходит деление на зуб.
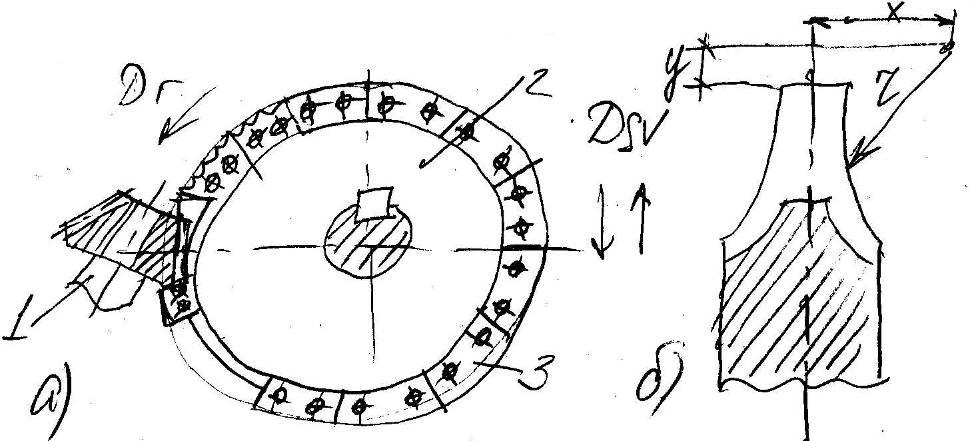
Рис. 4.6. – Схема протягивания зубьев конических колес.
В качестве режущего инструмента применяют резцовую головку-протяжку большого диаметра с резцами, объединенными в блоки 3. Первые 10 блоков являются черновыми, 11-й блок – получистовой, а остальные 4 блока – чистовые. Каждый резец протяжки имеет профиль, очерченный по окружности с радиусом r, одинаковым для всех резцов. Меняются лишь координаты X, Y центра окружности для каждого резца (рис. 4.6., б).
Это облегчает процесс изготовления протяжки – не требуется изменять профиль шлифовального круга при его заправке.
На этапе чистовой обработки за счет сочетания вращательного и поступательного движений протяжки каждый из следующих друг за другом резцов осуществляет обработку «своего» участка боковой поверхности зуба заготовки. В результате боковые поверхности зубьев колеса получают профиль, очерченный по дуге окружности, а задача, возникающая при расчете инструмента и согласовании его движений, заключается в максимальном приближении это профиля к теоретическому.
Колеса, изготовленные методом протягивания имеют 8-9 степень точности. В отличие от конических прямозубых колес, полученных другими способами, они имеют другую геометрию и существенно отличаются размерами заготовок, поэтому он не взаимозаменяемы с колесами, полученными зубостроганием и зубофрезерованием.