

3.7.2. Прикатывание зубчатых колес
Прикатыванием (обкатывание, зубокалибрование) называется процесс тонкого пластического деформирования боковых поверхностей зубьев колеса, которое осуществляют при совместном вращении заготовки с одним или несколькими закаленными до высокой твердости эталонными полосами.
В процессе прикатывания (рис. 3.18.) эталонное колесо 1 приводится во вращение и вращает сцепленное с ним обрабатываемое колесо 2, которое поднимается двумя другими эталонными колесами 3, свободно сидящими на осях подвижной каретки 4.

Рис. 3.18. – Схема обкатывания зубьев
В результате относительно профильного скольжения зубьев инструмента и заготовки металл, находясь под давлением, течет вдоль профиля зуба, обработка осуществляется на специальных зубообкатных станках, отличающихся высокой жесткостью.
По сравнению с
шевингованием прикатывание позволяет
снизить расходы на инструмент, благодаря
повышению его стойкости в 10-20 раз,
увеличить в 3-5 раз производительность
обработки, значительно снизить
шероховатость обработанных поверхностей
(![]() мкм).
мкм).
За счет накопленного слоя боковых поверхностей зубьев и прикатных колес при эксплуатации отмечается повышенная прочность и долговечность. Однако, исправляющая способность прикатывания ниже, чем при шевинговании.
Поэтому для получения хороших результатов по точности необходимо при уменьшенных примерно в 2 раза по сравнению с шевингованием припусках обеспечить более высокую точность предварительного зубонарезания.
При внедрении процесса прикатывания в производство следует учитывать также и трудности, связанные с определением параметров профиля зубьев эталонного колеса и его изготовления.
3.7.3. Зубошлифование
Зубошлифование является практически единственным методом обработки закаленных зубчатых колес 7 и выше степеней точности. Наибольшее распространение в производстве получили 4 способа шлифования зубьев цилиндрических колес:
Шлифование зубьев дисковым кругом с фасонной рабочей поверхностью по методу копирования с единичным делением
Шлифование зубьев дисковым кругом с конической рабочей поверхностью по методу обката с единичным делением
Шлифование двумя тарельчатыми кругами по методу обката с единичным делением
Шлифование зубьев червячным абразивным кругом по методу обката с непрерывным делением
При обработке зубьев по методам копирования точность зубчатых колес определяется в основном точностью эвольвентного профиля круга и точностью делительного механизма (делительного диска) станка. Производительность станков сравнительно высокая, т.к. впадина формируется одновременно по всему её периметру, потери на деление невелики . Однако, переналадка станка весьма сложная, т.к. требуется смена копиров заправочного устройства, а иногда и делительного диска. Поэтому применение этого способа шлифования целесообразно лишь в условиях крупносерийного производства.
Точность зубчатых колес, изготовленных этим способом соответствует 6-7 степени точности по ГОСТ 1643-81.
При шлифовании зубьев дисковым кругом с конической рабочей поверхностью (рис. 3.19.) воспроизводится зацепление обрабатываемого колеса 1 с производящей рейкой 2. Боковые конические поверхности шлифовального круга 3 материализуют при этом зуб производящей рейки. Если форма образования впадины происходит при прямом и обратном движении обката заготовки, то для устранения влияния зазоров (люфтов) в механизме обката на точность обработки левая и правая стороны зубьев шлифуются раздельно, поэтому толщина круга должна быть несколько меньше номинальной толщины зуба производящей рейки.

Рис. 3.19. – Схема образования эвольвентного профиля зуба.
Структурная кинематическая схема зубошлифовального станка представлена на рис. 3.20. Движение обката обеспечивается настройкой цепи обката, конечными звеньями которой являются червячная 5 и винтовая 4 передачи. Деление осуществляется за счет поворота планшайбы стола 6 на требуемый угол при разомкнутой цепи обката в конце каждого двойного хода стола станка. Таким образом, точность зуюошлифования во многом определяется точностью червячной и винтовой передач, а также точностью механизма деления станка.
Для шлифования косозубых колес ползун, несущий шлифовальную бабку поворачивается на соответствующий угол (рис. 3.20., б).
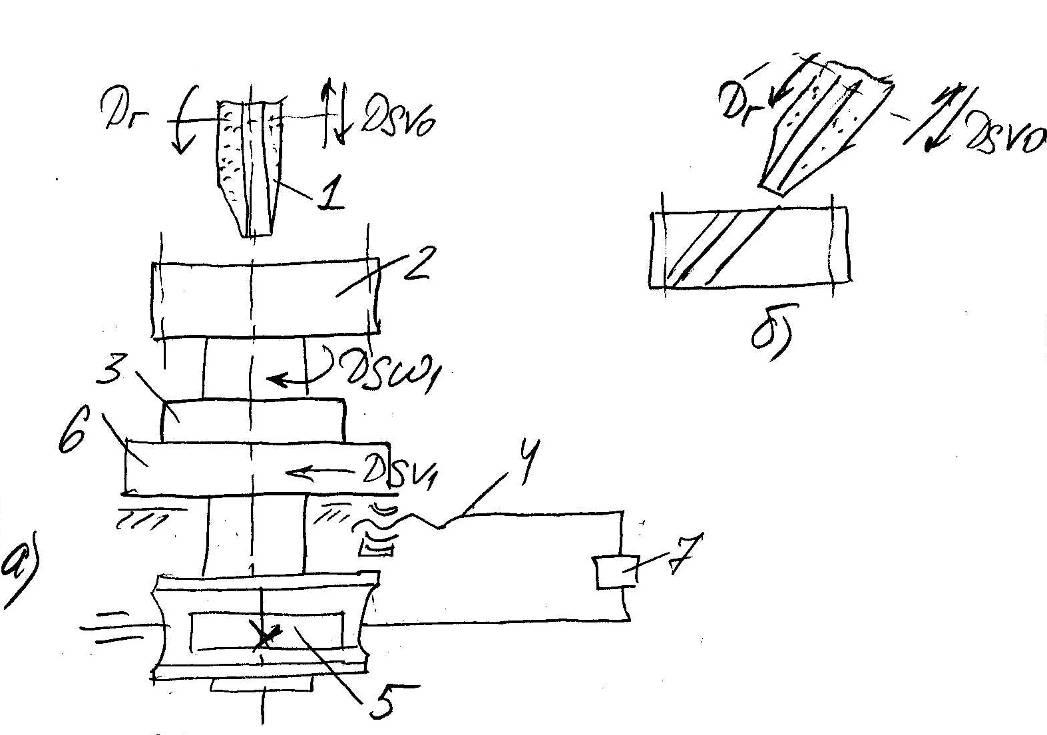
Рис. 3.20. – Структурная кинематическая схема зубошлифовального станка.
Станки, работающие дисковым кругом с конической рабочей поверхностью, наиболее универсальны, поэтому основная область их применения – единичное и мелкосерийное производства. Достижимая точность зубошлифования соответствует 6-7 степени точности по ГОСТ 1643-81.
Станки, работающие двумя тарельчатыми кругами, обеспечивают 5-6 степень точности зубчатых колес. Такая точность помимо общих требований к точности исполнения станков обуславливается минимальным числом звеньев в механизме обката станка и отсутствием в нем зазоров, а также точностью делительного диска, автоматической правкой круга и компенсацией его размерного износа.
Механизм обката
станка (рис. 3.21.) содержит точный ролик
1, установленный соосно с заготовкой 2
на подвижной каретке 3. Диаметр ролика
![]() ,
гдеS
– толщина стальной ленты 4, d
– делительный диаметр обрабатываемого
колеса.
,
гдеS
– толщина стальной ленты 4, d
– делительный диаметр обрабатываемого
колеса.
Две стальные ленты охватывают ролик по окружности и крепятся к станине станка. При натяжении ленты материализуют начальную плоскость станочного зацепления, по которой катится без скольжения ролик и делительный цилиндр заготовки. Таким образом, имитируется зацепление заготовки с производящей рейкой 5, зубья которой материализуют 2 тарельчатых круга 6.
В процессе обработки
каретка 3 получает быстрые
возвратно-поступательные перемещения
![]() ,
при этом ролик с заготовкой совершает
возвратно-вращательное движение
,
при этом ролик с заготовкой совершает
возвратно-вращательное движение![]() ,
таким образом, реализуется движение
обката. Для обработки зубьев по всей
длине каретке сообщают движение подачи
,
таким образом, реализуется движение
обката. Для обработки зубьев по всей
длине каретке сообщают движение подачи![]() вдоль оси заготовки. Поскольку движение
подачи
вдоль оси заготовки. Поскольку движение
подачи![]() осуществляется сравнительно медленно,
производительность станков, работающих
по этому способу, сравнительно невысока.
осуществляется сравнительно медленно,
производительность станков, работающих
по этому способу, сравнительно невысока.

Рис. 3.21. – Схема механизма обката станка.
Для автоматической правки шлифовального круга используют специальный механизм, который в процессе шлифования зубьев периодически правит круг.
Весьма точными и наиболее производительными являются станки, работающие червячным шлифовальным кругом (рис. 3.22.). Их кинематическая схема аналогична кинематической схеме зубофрезерных станков.

Рис. 3.22. – Структурная схема шлифовального станка, работающего абразивным червяком:
1 – Заготовка, 2 – Абразивный червяк, 3 – Делительное колесо, 4 – Делительный червяк, 5 – Устройство согласования вращательных движений круга и стола.
Однако, создание зубошлифовальных станков с механическими кинематическими связями оказалось весьма затруднительным, вследствие недопустимо высоких скоростей скольжения делительной червячной передачи. Поэтому в зубошлифовальных станках необходимая согласованность вращательных движений круга и стола с заготовкой обеспечивается за счет так называемого жесткого элек-кого вала.
Ориентировочная производительность станков, работающих абразивным червяком, примерно 10-15 сек/зуб для колес средних модулей. Достижимая точность соответствует 5-6 степени по ГОСТ 1643-81.
Предварительная правка червячных кругов производится накатным роликом, а окончательная (чистовая) – алмазным.
Данный способ зубошлифования рекомендуется для крупносерийного производства. При изготовлении колес малых модулей (до 2 мм) предварительное зубонарезание целесообразно не производить, а вышлифовывать зубья непосредственно из целой закаленной заготовки.
Рассмотренные способы зубошлифования имеют один общий недостаток – возможное появление прижогов на боковых поверхностях зубьев и, как следствие, снижение эксплуатационных характеристик зубчатых колес. Устранить опасность прижогов можно за счет назначения рациональных режимов резания, правильного выбора характеристики шлифовального круга и применения технологической СОЖ.