

3.3.3 Ремонт вала
Дефектом вала является износ шлицев на 10%.
Метод хромирования позволяет увеличить срок службы детали и её износостойкость во много раз больше, чем осталивания.
Хромирования – процесс электромагнитного наращивания металла на ремонтированные детали. Он осуществляет в обогреваемой ванне наполненной электролитом. Электролит представляет собой раствор, состоящий из хромового ангидрида, серной кислоты и дистиллированной воды. Восстанавливаемую деталь подвешивают в ванне на специальную подвеску, подсоединяют к отрицательному полюсу источника постоянного тока. В ванне вместе с деталью подвешивается определённое количество пластин из сплава свинца и сурьмы, присоединенных к положительному полюсу источника тока. Таким образом, пластина, общая площадь которых должна быть в 2-5 раз больше, чем покрываемая хромом площадка детали, пластины служат анодам. Не подлижащие хромированию места изолируют, покрывая смолой или лаком. Толщина хромированного слоя 0,25.

Рис.9 Эскиз базовой детали – вал.
Перед ремонтом шлицевого вала его необходимо промыть, очистить от пыли, грязи в моечной ванне. Затем производим шлифование на станке 3М151 кругом ГОСТ 4785-84 до выведения следов износа. Подготовить шлицевый вал к хромированию, все поверхности, не подлежащие
хромированию, покрытию, покрывают бумагой. Хромирование поверхность шлицев в гальванической ванне с электролитом. После хромирования убирают бумагу и проверить толщину покрытия микрометром МК-I. Шлифовать шлицы на станке 3М151 шлифовальным кругом Гост 4785-84, выдерживая размеры согласно чертежу, и производим проверку шлицев шлицевым кольцом.
3.3.4 Ремонт втулки
Дефектом втулки является износ отверстия корпуса под подшипник 0,25мм.
При
ремонте втулки его необходимо промыть,
очистить от пыли, грязи в моечной ванне.
Затем произвести наплавку электродуговую
УОНИ 13/15. На токарно-винторезном станке
16К20 сверлим отверстие сверлом ![]()
![]() ГОСТ 2092-77, производим закалку ТВЧ и
проверяем все размеры штангенциркулем
ШЦ-II-125 ГОСТ 166-89.
ГОСТ 2092-77, производим закалку ТВЧ и
проверяем все размеры штангенциркулем
ШЦ-II-125 ГОСТ 166-89.

4. Конструкторская часть
4.1 Расчет и проектирование приспособления
Универсальный съёмник предназначен для снятия шкивов, шестерен и подшипников диаметром от 70 до 200 мм
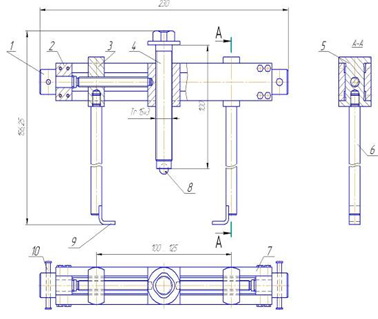
1)Винт
2)Упор
3)Направляющая
4)Болт
5)Гайка
6)Стержень
7)Планка
8)Шарик
9)Лапки
10) Стержень
4.2 Разработка схемы строповки
Величина натяжения каждой ветви каната определяется в зависимости от числа ветвей, на которых подвешен груз и угла наклона к вертикали.
![]()
где,
G-вес груза; m=3005 кг; g=10![]()
![]() .
.
G=3005·10=30050 Н
![]()
где, к- число ветвей каната=20; cos- угол наклона ветвей каната=20
![]()
Определяем
коэффициент запаса прочности ![]()
![]()
Определяем разрывное усилие
![]()
![]()
По разрывному усилию подбираем канат ГОСТ 2688-80
Канат тип ТК 19+1 ОС
Предел
временной прочности материальной
поверхности ![]()
![]()
Диаметр
каната ![]()
![]() А=260 мм
А=260 мм
Напряжение материальной поверхности
![]()
![]()
![]()
![]()
27=27
Принимаем
канат типа ТК 19+1 Ос, он удовлетворяет
условиям прочности, так как ![]()
![]() ,
следовательно в стропах в течение
заданного срока службы не будет возникать
разрушительных нагрузок
,
следовательно в стропах в течение
заданного срока службы не будет возникать
разрушительных нагрузок
