

Приложение д
Примеры содержания переходов в соответствии с ГОСТ 3.1702 в таблицы Д.1.
Таблица Д.1 – Примеры записи содержания переходов обработки резанием
|
Эскиз |
Запись перехода |
Эскиз |
Запись перехода |
|
|
Точить (шлифовать, притереть, полировать и т.п) поверхность 1 |
|
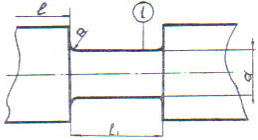
Точить (шлифовать, полировать и т.п) выточку 1 |
|
|
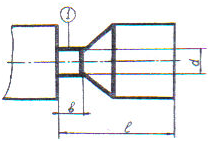
Точить (шлифовать, довести, полировать и т.п.) канавку 1
|
|
Точить (шлифовать, полировать и т.п) фаску 1
|
|
|
Точить (шлифовать, притереть и т.п.) конус 1 |
||
|
|
Точить (шлифовать, полировать и т.п.) сферу 1 |
|
Накатать рифление 1 |
|
|
Точить (шлифовать, полировать и т.п.) криволинейную поверхность
|
|
Центровать торец 1 |








Продолжение таблицы Д.1
|
Эскиз |
Запись перехода |
Эскиз |
Запись перехода |
||
|
|
Нарезать (фрезеровать, накатать и т.п.) резьбу 1 |
|
Сверлить (зенкеровать, развернуть и т.п.) отверстие |
||
|
|
Расточить (зенкеровать, шлифовать и т.п.) галтель 1 |
|
Отрезать две заготовки 1 |
||
|
|
Расточить (шлифовать, полировать и т.п.) сферу 1 |
|
Врезаться в поверхность 1 (надрезать деталь по поверхности 1) |
||
|
|
Нарезать (шлифовать, довести и т.п.) резьбу 1 |
|
Подрезать (шлифовать, полировать и т.п.) торец 1 |
||
|
|
Отрезать деталь (заготовку) 1 |
|
Подрезать (шлифовать, полировать и т.п.) торец буртика 1 |
||
|
|
Долбить (протянуть) шпоночный паз 1 |
|
Фрезеровать (строгать, шлифовать и т.п.) лыску 1 |
||












Продолжение таблицы Д.1
|
Эскиз |
Запись перехода |
Эскиз |
Запись перехода |
|
|
Фрезеровать (протянуть) паз |
|
Фрезеровать паз 1 по разметке |
|
|
Фрезеровать (протянуть) шлиц 1 |
|
Долбить (протянуть) шестигранник 1
|




Приложение е
Припуски на механическую обработку.
Таблица Е.1 – Припуски на механическую обработку наружных поверхностей вращения
|
Номинальный диаметр, мм |
Способ обработки поверхности |
Припуск на диаметр при длине вала, мм |
|||||
|
до 120 |
св.120 до 260 |
св.260 до 500 |
св.500 до 800 |
св.800 до1250 |
св.1250 до2000 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Точение проката обычной точности |
|||||||
|
До 30 |
черновое |
|
|
- |
- |
- |
- |
|
|
получистовое |
|
|
- |
- |
- |
- |
|
|
чистовое |
|
|
- |
- |
- |
- |
|
св.30 |
черновое |
|
|
|
- |
- |
- |
|
до 50 |
получистовое |
|
|
|
- |
- |
- |
|
|
чистовое |
|
|
|
- |
- |
- |
|
св.50 |
черновое |
|
|
|
|
- |
- |
|
до 80 |
получистовое |
|
|
|
|
- |
- |
|
|
чистовое |
|
|
|
|
- |
- |
|
св.80 |
черновое |
|
|
|
|
|
- |
|
до 120 |
получистовое |
|
|
|
|
|
- |
|
|
чистовое |
|
|
|
|
|
- |
|
св.120 |
черновое |
|
|
|
|
|
|
|
до 180 |
получистовое |
|
|
|
|
|
|
|
|
чистовое |
|
|
|
|
|
|
Продолжение таблицы Е.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||
|
св.180 |
черновое |
|
|
|
|
|
|
|||||
|
до 260 |
получистовое |
|
|
|
|
|
|
|||||
|
|
чистовое |
|
|
|
|
|
|
|||||
|
Точение штамповочных заготовок |
||||||||||||
|
До 18 |
черновое |
|
|
- |
- |
- |
- |
|||||
|
|
получистовое |
|
|
- |
- |
- |
- |
|||||
|
|
чистовое |
|
|
- |
- |
- |
- |
|||||
|
св. 18 |
черновое |
|
|
|
- |
- |
- |
|||||
|
до 30 |
получистовое |
|
|
|
- |
- |
- |
|||||
|
|
чистовое |
|
|
|
- |
- |
- |
|||||
|
св. 30 |
черновое |
|
|
|
|
- |
- |
|||||
|
до 50 |
получистовое |
|
|
|
|
- |
- |
|||||
|
|
чистовое |
|
|
|
|
- |
- |
|||||
|
св.50 |
черновое |
|
|
|
|
|
- |
|||||
|
до 80 |
получистовое |
|
|
|
|
|
- |
|||||
|
|
чистовое |
|
|
|
|
|
- |
|||||
|
св.80 |
черновое |
|
|
|
|
|
|
|||||
|
до 120 |
получистовое |
|
|
|
|
|
|
|||||
|
|
чистовое |
|
|
|
|
|
|
|||||
|
св.120 |
черновое |
|
|
|
|
|
- |
|||||
|
до 180 |
получистовое |
|
|
|
|
|
- |
|||||
Продолжение таблицы Е.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||||||
|
|
чистовое |
|
|
|
|
|
- |
||||||
|
св.180 |
черновое |
|
|
|
|
|
- |
||||||
|
до 260 |
получистовое |
|
|
|
|
|
- |
||||||
|
|
чистовое |
|
|
|
|
|
- |
||||||
|
Шлифование заготовок |
|||||||||||||
|
До 30
|
Предварительное шлифование после термообработки |
0,30 |
0.60 |
- |
- |
- |
- |
||||||
|
|
Предварительное шлифование после чистового точения |
0,10 |
0,10 |
- |
- |
- |
- |
||||||
|
До 30
|
Чистовое после предварительного шлифования |
0,06 |
0.06 |
- |
- |
- |
- |
||||||
|
св 30
до 50 |
Предварительное после термообработки |
0,25 |
0,50 |
0,85 |
- |
- |
- |
||||||
|
|
Предварительное после чистового точения |
0,10 |
0,10 |
0,10 |
- |
- |
- |
||||||
|
|
Чистовое после предварительного шлифования |
0,06 |
0,06 |
0,06 |
- |
- |
- |
||||||
|
св 50
до 80 |
Предварительное после термообработки |
0,25 |
0,40 |
0,75 |
1,20 |
- |
- |
||||||
|
|
Предварительное после чистового точения |
0,10 |
0,10 |
0,10 |
0,10 |
- |
- |
||||||
|
|
Чистовое после предварительного шлифования |
0,06 |
0,06 |
0,06 |
0,06 |
- |
- |
||||||
|
св 80
до 120 |
Предварительное после термообработки |
0,20 |
0,35 |
0,65 |
1,00 |
1,55 |
- |
||||||
|
|
|
|
|
|
|
|
|
||||||
Продолжение таблицы Е.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||||||||||
|
|
Предварительное после чистового точения |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
- |
|||||||||||||
|
|
Чистовое после предварительного шлифования |
0,06 |
0,06 |
0,06 |
0,06 |
0,06 |
- |
|||||||||||||
|
св 120
до 180 |
Предварительное после термообработки |
0,17 |
0,30 |
0,55 |
0,85 |
1,30 |
2,10 |
|||||||||||||
|
|
Предварительное после чистового точения |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
|||||||||||||
|
|
Чистовое после предварительного шлифования |
0,06 |
0,06 |
0,06 |
0,06 |
0,06 |
0,06 |
|||||||||||||
|
Примечание – Припуски при точении: в числителе при установке заготовки в центрах, в знаменателе – в патроне. |
||||||||||||||||||||
Таблица Е.2 – Припуски на обработку торцов
В миллиметрах
|
Длина детали |
Черновая подрезка |
Чистовая подрезка |
Шлифование торцов |
|||||
|
припуски при наибольшем размере торца |
||||||||
|
до 30 |
св. 30 до 120 |
св. 120 до 260 |
до 30 |
св. 30 до 120 |
св. 120 до 260 |
до 120 |
св. 120 до 260 |
|
|
до 10 |
2 |
3 |
3,5 |
0,5 |
0,6 |
1,0 |
0,2 |
0,3 |
|
св.10 до 18 |
2 |
3 |
3,5 |
0,5 |
0,7 |
1,0 |
0,2 |
0,3 |
|
св.18 до 50 |
2 |
3 |
3,5 |
0,6 |
1,0 |
1,2 |
0,2 |
0,3 |
|
св.50 до 80 |
2 |
3 |
3,5 |
0,7 |
1,0 |
1,3 |
0,3 |
0,4 |
|
св.80 до 120 |
2 |
3 |
3,5 |
1,0 |
1,0 |
1,3 |
0,3 |
0,5 |
|
св.120 до 260 |
2 |
3 |
3,5 |
1,0 |
1,3 |
1,5 |
0,3 |
0,5 |
|
св.260 до 500 |
2 |
3 |
3,5 |
1,0 |
1,3 |
1,5 |
0,4 |
0,6 |
Таблица Е.3 – Припуски на обработку отверстий протягиванием
В миллиметрах
|
Номинальный диаметр отверстия |
Припуск на диаметр отверстия, подготовлено с точностью |
|
|
до 11 квалитета |
грубее 11 квалитета |
|
|
до 18 |
0,5 |
0,7 |
|
св. 18 до 30 |
0,6 |
0,8 |
|
св. 30 до 50 |
0,8 |
1,0 |
|
св. 50 до 80 |
1,0 |
1,2 |
|
св. 80 до 120 |
1,2 |
1,5 |
|
св. 120 до 180 |
1.5 |
1.8 |
Таблица Е.4 – Припуски на обработку отверстий шлифованием
В миллиметрах
|
Метод обработки |
Припуск на диаметр при размере отверстия |
|||
|
до 10 |
св.10 до 50 |
св.50 до 80 |
св.80 до 120 |
|
|
Шлифование до термообработки |
0,2 |
0,3 |
0,4-0,5 |
0,5 |
|
Шлифование после термообработки: |
|
|
|
|
|
Предварительное |
- |
0,2 |
0,3 |
0,4 |
|
чистовое |
- |
0,1 |
0,2 |
0,3 |
Таблица Е.5 – Припуски на механическую обработку отверстий
В миллиметрах
|
Номинальный размер |
Припуск на диаметр при способе обработки |
|||
|
черновое растачивание |
чистовое растачивание или зенкеров. |
нормальное развертывание |
чистовое развертывание |
|
|
до 30 |
2,0 |
0,7 |
0,10…0,14 |
0,04…0,05 |
|
св. 30 до 50 |
2,5 |
1,0 |
0,16…0,18 |
0,05…0,06 |
|
св. 50 до 80 |
3,0 |
1,2 |
0,20…0,22 |
0,07…0,10 |
|
св. 80 до 120 |
3,0 |
1,5 |
0,30…0,35 |
0,10…0,15 |
|
св. 120 до 180 |
3,5 |
2,0 |
0,45…0,50 |
0,20…0,22 |
|
св. 180 до 260 |
4,0 |
2,2 |
0,55…0,60 |
0,20…0,22 |