

1.6 Функциональная схема асу тп
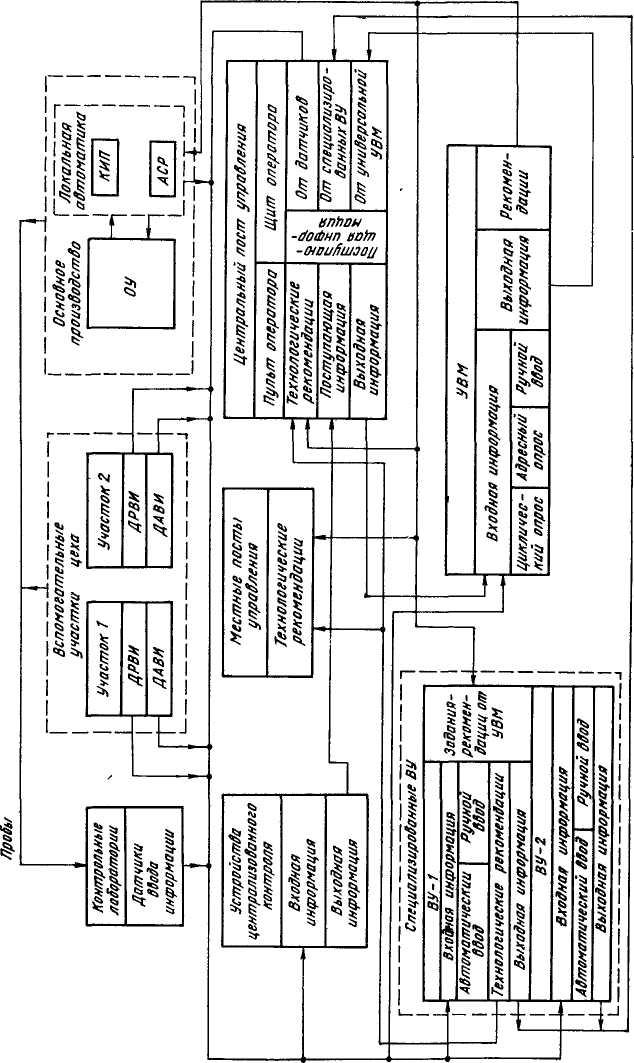
На рис. 3 изображена функциональная схема АСУ ТП металлургического производства. Так как одним из основных назначений АСУ ТП является сбор и переработка информации, в схеме существенное место занимают функциональные блоки, предназначенные для этой цели: устройства централизованного контроля, специализированные вычислительные устройства, управляющие вычислительные машины. Источниками информации служат:
1) датчики-преобразователи контрольно-измерительных приборов (КИП), установленных на основном объекте управления и на вспомогательных участках производства; здесь информация поступает автоматически от датчиков автоматического ввода информации (ДАВИ);
2) датчики ручного ввода такой информации (ДРВИ), которая не может вводиться автоматически на современном уровне развития контрольно-измерительной аппаратуры.
Важное место в системе ввода информации занимают контрольные лаборатории, где осуществляются химический, гранулометрический, физико-механический и другие виды контроля сырья, полуфабрикатов и готовой продукции. Пробы в контрольные лаборатории подаются главным образом пневмопочтой. Информация от ДРВИ и ДАВИ поступает в устройства переработки информации.
Выходная информация и технологические рекомендации от машин централизованного контроля и вычислительных устройств поступают к местам их использования: в местные и центральные посты управления, к автоматическим системам регулирования локальной автоматики.
Локальные системы контроля и регулирования в максимальной степени автономны и могут функционировать самостоятельно вне общей АСУ ТП. Показания КИП могут быть использованы обслуживающим персоналом непосредственно у технологических агрегатов. Здесь же устанавливаются органы управления (ключи, кнопки, задатчики) систем автоматической стабилизации отдельных технологических параметров. На первых этапах внедрения АСУ ТП информация от УВМ может использоваться в локальных системах только в виде рекомендаций («советы мастеру») и лишь в дальнейшем после уточнения математических моделей процесса, существенного повышения надежности системы, преодоления определенных психологических барьеров появляется возможность перейти к автоматическому управлению системами локальной автоматики сигналами УВМ, т. е. перейти к комплексным, взаимосвязанным системам управления, ориентируемым на получение конечных целевых технологических критериев.
Функции каждого блока АСУ ТП на схеме рис. 3 распределяются по иерархическому принципу.
Первый уровень системы осуществляет автоматический контроль и стабилизацию основных параметров процесса. На этом уровне функционируют локальные КИП и АСР температуры, расхода, давления, уровня, концентрации и др.
Второй уровень – контроль комплексных параметров, которые получаются в результате несложных математических операций над поступающей информацией (усреднения, алгебраических преобразований, суммирования и т. п.). На этом уровне функционируют устройства централизованного контроля и специализированные аналоговые и цифровые вычислительные устройства.
Третий уровень – текущее управление технологическим процессом; разработка технологических рекомендаций, оптимизирующих процесс; коррекция заданий локальным АСР и математических выражений, используемых на втором уровне. На третьем уровне используются универсальные ЭВМ, реализующие функции управления.
Четвертый уровень – диспетчеризация и оперативный анализ работы производственного участка, в том числе расчет технико-экономических показателей.
При создании второго и высших уровней иерархии решающее значение приобретают математические модели технологических ОУ. В настоящее время математические описания металлургических объектов уже достигли такой глубины и сложности, что их использование возможно только в рамках АСУ ТП с вычислительной техникой. В то же время создание математических моделей
|
|
Рисунок 3 – Функциональная схема АСУ ТП металлургического производства |
оптимизации металлургических процессов требует проведения теоретических и экспериментальных исследований как для разработки основ построения алгоритмов оптимального управления, так и для проверки их достоверности.
Такие исследования в производственных условиях также практически невозможны без применения ЭВМ. Следовательно, необходимость использования вычислительной техники в АСУ ТП диктуется как сложностью уже имеющихся математических моделей процесса, так и требованиями разработки еще более сложных алгоритмов управления. Поэтому в структурных и функциональных схемах АСУ ТП центральное место занимают управляющие вычислительные комплексы УВК.