

Тема 14 листові й широкосмугові стани
Одним з економічних видів прокату є листовий або широкосмуговий, особливо холоднокатаний.
З листового прокату можна виготовляти досить легкі й найрізноманітніші штамповані й зварені конструкції. Застосуванням зварених конструкцій з листового прокату замість сталевих виливків досягається зменшення їхньої маси в середньому на 30-50%. Зварені труби й багато інших профілів, виготовлені зі смугового прокату, як правило, вдається виконувати більш тонкостінними в порівнянні з гарячекатаними, і їхнє застосування замість останніх знижує витрати металу на 10-15%.
У зв'язку із цими перевагами листового й смугового прокату його виробництво в багатьох країнах випереджає виробництво сталевих виливків, сортового прокату й безшовних труб. На початку століття у загальному обсязі виробництва прокатки частка листового покату в USA і Японії досягла 60-70%. У нашій країні ця частка протягом останнього років становила 36-40%, а в найближчі роки вона повинна зрости до 41-42%.
В останні роки особливо велика увага приділяється розвитку виробництва холоднокатаної смугової й листової сталей. Їхнє застосування замість гарячекатаної сталі вигідно завдяки значно більш високій міцності. Вартість зекономленого металу при цьому набагато вище додаткових витрат, викликаних появою четвертого переділу.
Світове виробництво холоднокатаного листа і його частка в загальному обсязі випуску всього прокату безупинно збільшуються. У нашій країні виробництво холоднокатаного листа ще відстає від потреб промисловості.
У наступні роки очікується подальший ріст споживання листового й смугового прокату й особливо холоднокатаного. Тому одним з найголовніших завдань станобудування в найближчому майбутньому варто вважати посилене будівництво смугових і листових станів для гарячої й, головним чином, холодної прокатки.
Економічні розрахунки свідчать, що найбільш ефективними для виробництва листів зі сталі є широкосмугові безперервні або напів-безперервні стани, які в порівнянні зі станами інших типів вигідніші як за експлуатаційними витратами, так і за первісними питомими витратами. Це пояснюється меншим видатковим коефіцієнтом, більшою продуктивністю стана, а отже, і праці, меншою масою устаткування, що доводиться на одиницю продукції, що випускається, та іншими факторами.
У зв'язку із цим рулонна сталь, тобто метал, отриманий на широкосмугових станах, звичайно на 7-10% дешевше в порівнянні з такою ж сталлю, але в окремих листах, отриманих на станах типу тандем.
До цього варто ще додати, що якість листів, прокатаних на широкосмугових станах, як за допусками, так і за чистотою поверхні вище, ніж на станах типу тандем.
На сучасних широкосмугових станах допуск по товщині смуги, що прокатується, забезпечується в межах ±0,05 мм, а по ширині не більше ±1,9 мм. Механічні властивості металу смуги відповідають вимогам, рівнозначним вимогам, пропонованим до металу, підданому термічній та термомеханічній обробці.
Маса устаткування широкосмугового безперервного стана становить 40 000 т при річній його продуктивності 5-6 Мт, а товстолистового (типу тандем) 50 000–60 000 т при річній продуктивності стану 1,5 Мт. Таким чином, випуск продукції з 1 т устаткування у широкосмугового стана становить 125-150 т/т у рік, а товстолистового стана типу тандем становить 25-30 т/т у рік, тобто в 5 разів менше.
У зв'язку із більшими перевагами широкосмугових станів за останні роки спостерігається прагнення до розширення сортаменту смуг, що прокатуються, збільшення їхньої товщини й ширини. На деяких нових станах товщина сталевих смуг, що прокатуються, що змотуються в рулони, досягає 16 мм; при цьому вона може бути збільшена до 20 мм і більше. Знову споруджувані стани характеризуються також подовженою бочкою валків. Приблизно до 1965 р. будували переважно широкосмугові стани з довжиною бочки 2 000-2 030 мм, а потім стали будувати стани з валками при довжині бочки 2 135-2 285 мм і більше.
На підставі викладеного можна вважати, що найбільш ефективним напрямком подальшого збільшення виробництва сталевих листів є будівництво широкосмугових безперервних і напівбезперервних станів з різною довжиною бочки валків, у тому числі, й більше 2 000-2 500 мм.
У зв'язку з очікуваним подальшим поширенням широкосмугових станів як головних агрегатів для виробництва листового прокату цікаво простежити хід їхнього розвитку.
Першим основним кроком в освоєнні потокової прокатки листів, тобто в усуненні зворотного їхнього руху й здійснення принципу «для кожного проходу – своя кліть», варто вважати створення стану, пущеного в 1923 р. в Ешленді (USA). Однак на цьому стані не вдалося освоїти прокатку досить довгих смуг і змотування їх у рулони. Це завдання було вирішено на наступному стані з довжиною бочки валків 1 070-1 220 мм, створеному з урахуванням досвіду експлуатації стана в Ешленді й пущеного в 1926 р. у Бетлері. На стані була здійснена безперервна прокатка смуг, отже, стан варто визнати дійсно першим у ряді широкосмугових станів.
Стани цього типу з невеликими змінами набули надалі широке поширення спочатку в USA, а потім і в інших країнах. За такою схемою було побудовано більше 40 широкосмугових станів. Деякі стани будували із чорновою групою, що включає в себе окалинозламувач і одну або дві реверсивні кліті. По цьому ж зразку в 1938 р. був пущений стан з довжиною бочки 1 680 мм на заводі «Запоріжсталь», виготовлений НКМЗ. На ньому прокатували сляби товщиною 70–120 мм, шириною до 1 200–1 500 мм і довжиною до 2,5–5 м; він складався із двох груп:
1) чорнової, що складалася з окалинозламувача, уширювальної кліті (коли ширина листів, що прокатуються, перевищувала ширину слябів) і декількох (звичайно трьох) клітей кварто або дуо з еджерами;
2) чистової, у яку входили окалинозламувач і шість клітей кварто; за чистовою групою були розташовані душируючий рольганг, моталки й конвеєр для передачі гарячекатаних рулонів на склад.
В 60-х роках у цю сталу схему широкосмугових станів були внесені істотні зміни, у результаті чого з'явилися стани «другого покоління», для яких характерні наступні вдосконалення.
1) введений новий режим роботи із прискоренням чистової групи після захоплення моталкою переднього кінця смуги, що є головною відмінною рисою цих станів. Завдяки розробленій системі швидкого спільного прискорення безперервної групи чистових клітей і моталок без порушення петлеутворення між клітями вдалося підвищити швидкості прокатки до 15–20 м/с і більше. У результаті стала можливою прокатка рулонів збільшеної маси. При цьому режимі смуга захоплюється моталкою зі швидкістю 10–12 м/с, а потім стану передається прискорення 0,25–1 м/с2 до припустимої швидкості;
2) збільшені розміри вихідних слябів і відповідно маса рулонів, що прокатуються, до 35–40 т і вище або більше 20 т на 1 м ширини смуги;
3) застосовані печі із крокуючим подом або балками, що виключило появу на слябах зон зі зниженою температурою й з дефектами поверхні, що виникають внаслідок зіткнення із глісажними трубами. Печі цієї конструкції можуть мати практично необмежену продуктивність. Так, у стана заводу «Син Ніхон сейтецу» в Оіта (Японія) споруджені печі із крокуючим подом продуктивністю по 420 т/год.;
4) товщина смуг, що прокатуються, збільшена до 12–16 мм;
5) значно підвищена річна продуктивність стану (більш ніж 3–4 млн. т);
6) введені системи автоматичного регулювання профілю смуги, що, прокатується, із противигином валків і керування всім станом за допомогою комп'ютерів.
До числа перших конструкцій описуваного типу широкосмугових станів можна віднести стан 2030 заводу «Бетлехем Стіл» в Уест-Честері (Англія), встановлений в 1966 р., і стани 2135 заводів «Юнайтед Стейтс Стіл» у Гері й «Янгстаун Шіт енд Тьюб» в Іст-Чикаго (USA), пущені в 1968 р. Пізніше були введені стани аналогічного типу в Японії, СРСР, USA, Голландії, Бельгії й інших країн. Для нових станів цього типу характерно неухильне зростання швидкості прокатки й збільшення маси одержуваних рулонів. Так, на стані 2280 фірми «Сін Ніхон сейтецу» у Кіміцу (Японія), пущеному в 1969 р., відносна маса рулону досягала 28,5 т на 1 м ширини смуги; у стана 2250, побудованого в 1971 р. на заводі корпорації «Ніхон стіл», найбільша швидкість прокатки доведена до 27,2 м/с, а маса – до 45 т; на стані заводу Клекнер Верке в Бремені (введеному в дію у 1972 р.) швидкість прокатки становить 23,6–30 м/с. Швидкість близько 30 м/с передбачається також у широкосмугового стана на заводі «Фос сюр Меєр» (Франція).
Таким чином, практика підтвердила раціональність проведених удосконалень широкосмугових станів і дозволяє намітити подальші шляхи їхнього розвитку.
Про швидкість прокатки. У процесі прокатки, коли смуга вже захоплена валками й моталкою, підвищення швидкості, безумовно, доцільно. Судячи з досвіду експлуатації станів холодної прокатки при більш високих швидкостях, працездатність привода валків, їхніх підшипників і шпинделів теж не може бути на перешкоді для підвищення швидкості.
Однак виникає основне питання – чи можна при широкому діапазоні зміни швидкості прокатки, наприклад у межах 10–30 м/с (а може бути, і в ще ширших), зберегти необхідний температурний режим прокатки?
Для відповіді на нього варто розглянути вплив основних факторів на температуру прокатки в безперервних станах.
На безперервному стані, коли прокатується плаский профіль, дотримується співвідношення:
![]() (14.1)
(14.1)
де h1, hn – висота перетину (товщина) профілю;
ν1, νn – швидкість прокатки на початку й наприкінці.
Спад температури за одиницю часу обернено пропорційний поточній товщині розкату hn і буде однаковим (при однаковій вихідній температурі) при проходженні металом рівної відстані в районі перших і останніх клітей. Фактично температура металу при вході в стан вище, ніж при виході; отже, на початку стана при проходженні такої ж відстані температура знижується інтенсивніше.
При рівномірному нагріванні сляба по довжині температура θ1 прокатки переднього кінця буде вище температури прокатки заднього кінця θ2; таким чином, по ходу прокатки з'являється температурний градієнт, рівний:
![]() , (14.2)
, (14.2)
де t – час проходження сляба.
Цей градієнт буде зростати зі зменшенням товщини h1 і знижуватися зі збільшенням швидкості v1; але так як їхній добуток h1v1, відповідно до формули (14.1), зберігається постійним на всій лінії стану, то градієнт спаду температури для всіх клітей стана буде приблизно однаковий.
На всіх широкосмугових станах є розрив між швидкістю прокатки в чорновій і чистовій групах клітей (рис. 14.1).
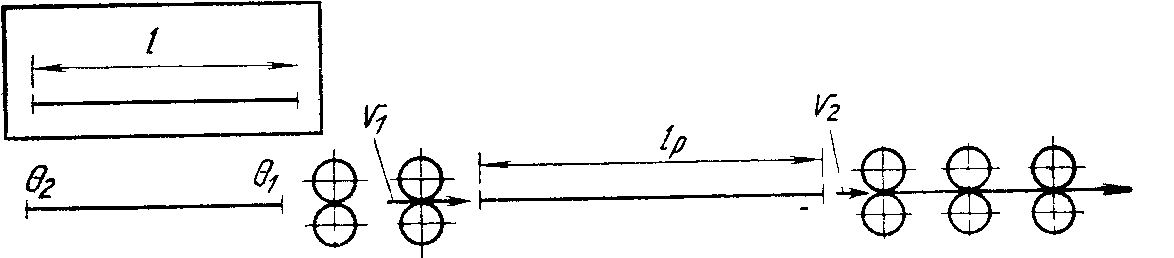
Рисунок 14.1 – Схема безперервного стану з розривом між чорновою й чистовою групами клітей:
l – довжина сляба; θ1, θ2 – температури входу переднього й заднього кінців сляба в першу кліть стана; lp – довжина розкату; v1, v2 – швидкості виходу із чорнової групи й входу в чистову групу.
Коли чистова група працює із прискоренням, швидкість входу v2 розката в чистову групу спочатку менше швидкості виходу v1 із чорнової групи, а потім між швидкостями приймається зворотне співвідношення (v2>v1), щоб середня пропускна швидкість обох груп була однаковою. Якщо ця умова дотримується (що в принципі обов'язково), то неважко переконатися, що величина розглянутого температурного градієнта істотно не зміниться. Час, протягом якого передній кінець пройде шлях, що дорівнює довжині розкату lp при його виході із чорнової групи, мабуть, повинен бути приблизно рівний часу входу в чистову групу, тобто

з умови рівного завантаження обох груп стану. При збільшенні довжини рольганга між обома групами стану це співвідношення не змінюється.
Якщо пропускні здатності обох груп зробити різними, то істотно зменшити різницю в температурах обох кінців розкату не вдається. При співвідношенні v1>v2 і тій же швидкості v2 різниця температури обох кінців сляба знизиться пропорційно зменшенню часу входу сляба в чорнову групу;
![]()
де h0, hp – товщина сляба й розкату, що входить у чистову групу стана;
l – довжина сляба.
У цьому випадку, однак, з'явиться додаткова різниця в температурі внаслідок того, що час виходу розкату із чорнової групи перевищить час входу в чистову групу. Очевидно, пропорційно цьому збільшенню часу виходу буде зростати різниця температури обох кінців:

Іншими словами, кінцева різниця температури переднього й заднього кінців розкату при вході в чистову групу в результаті підвищення v1 при тому ж значенні v2 буде зростати.
На основі того ж рівняння можна проаналізувати й випадок, коли v1<v2 (при незмінному значенні v2); однак цей випадок нереальний, тому що при такому співвідношенні швидкостей чорнова група буде стримувати продуктивність усього стану.
Таким чином, можна зробити висновок, що зазначений температурний градієнт (14.1), а також різниця температур переднього й заднього кінців зберігаються й при вході розкату в чистову групу.
Єдиним шляхом до усунення цієї температурної нерівномірності може бути встановлення відповідного режиму прокатки в самій чистовій групі.
Тепловий баланс металу, що прокатується, на ділянці від виходу з однієї кліті до виходу з наступної можна виразити рівнянням:
![]() (14.3)
(14.3)
де Q1 – втрати тепла внаслідок випромінювання, ккал/год.:
 , (14.4)
, (14.4)
Τ1 і Т2 – температура смуги й навколишнього середовища, ºК;
С – постійна випромінювання абсолютно чорного тіла,
С = (4,88÷5,2)·1004 кал/(м2·год.·ºК4);
ε – коефіцієнт, що залежить від характеру поверхні, для вуглецевої сталі ε ≈ 0,8;
L – відстань між клітями стану, м;
b – ширина смуги, що прокатується, м;
Q2 – віддача тепла між клітями стана конвекцією й при охолодженні водою (при відсутності водяного охолодження цей член незначний у порівнянні з першим);
Q3 – втрати тепла при зіткненні металу, що прокатується, з валками, ккал/год.;
![]() (14.5)
(14.5)
де k – коефіцієнт теплопередачі, ккал/(м2·год.·°С);
θм і θв – температури металу, що прокатується, і поверхні валків (середня по дузі захвату), °С;
r – радіус валка;
δh – лінійне обтиснення;
![]()
μ – коефіцієнт Пуассона матеріалу валків;
Ε – модуль пружності валків, H/мм2;
рср – середня нормальна контактна напруга по дузі захвата, кгс/мм2;
Q4 – нагрівання металу в результаті пластичної деформації і тертя металу, що прокатується, з поверхнею валків, ккал/год.:
![]()
h0, h1 – висота перетину, м;
v1 – швидкість виходу прокату з валків, м/год.
Стосовно до одиниці довжини смуги перші три члени лівої частини рівняння (14.3) з підвищенням швидкості прокатки повинні зменшуватися; четвертий член, навпаки, при заданій температурі буде трохи зростати у зв'язку з можливим перевищенням швидкості деформації над швидкістю рекристалізації й відповідним збільшенням опору деформації й контактної напруги рср.
При деякій критичній швидкості vкр, що залежить від товщини смуги, обтиснення, діаметру валків і багатьох інших факторів і, зокрема, від товщини шару окалини між смугою й валками, четвертий член повинен перевищити суму всіх втрат:
![]() (14.6)
(14.6)
У цьому випадку температура металу, що прокатується, θм буде підвищуватися.
При подальшому рості швидкості наступить процес, при якому підвищення температури θм стане рівним температурному градієнту (14.2) або перевищить його:
![]() (14.7)
(14.7)
Підвищення температури смуги зі збільшенням швидкості було досліджено на шестиклітьовій чистовій групі; результати цих досліджень свідчать, що температура істотно підвищується зі збільшенням швидкості прокатки й що при швидкості близько 20 м/с наступають ізотермічні умови прокатки (фактично, однак, ця швидкість сильно залежить від товщини смуги, що прокатується: чим товще смуга, тим нижче критична швидкість).
З урахуванням прискорення стану температура повинна змінюватися приблизно за графіком, показаним на рисунку 14.2. Спочатку смуга проходить через чистову групу із заправною швидкістю vзап порядку 10–12 м/с (ділянка 1–2); після захвату смуги моталкою в точці 2 (рис. 14.2) починається прискорення.
|
|
Рисунок 14.2 – Зміна швидкості v і температури смуги θ в останній кліті чистової групи при роботі стану із прискоренням: 1–2 – ділянка роботи на заправній швидкості vзап; 2–3 – прискорення до початку розігріву (до досягнення критичної швидкості vкр); 3–4 – ділянка розігріву до необхідної температури прокатки; 4–5 – ділянка стана із прискоренням від vmax1 до vmах2 c початком застосування водяного охолодження. |
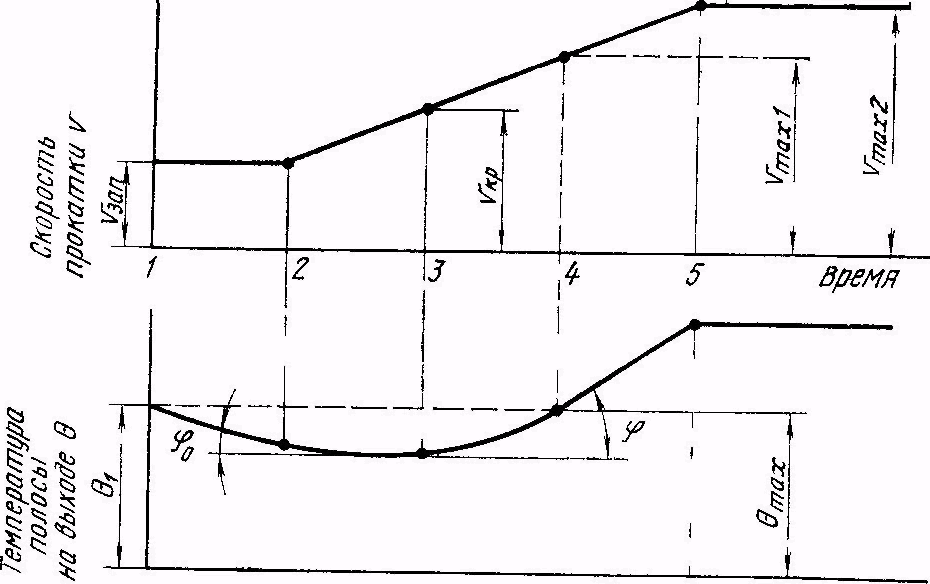
Коли швидкість перевищить vкр (у точці 3), температура починає рости відповідно до виразу (14.7). При досягненні максимально припустимої температури прокатки θmax (у точці 4) можна або на цьому обмежити подальше підвищення швидкості до vmax1, або продовжувати підвищення швидкості до vmax2 (до точки 5), але ввести додаткове водяне охолодження, інтенсивність якого у зв'язку з температурним градієнтом dθ/dt у міру просування смуги повинна трохи зменшуватися.
Наведений загальний аналіз теплового режиму прокатки свідчить про те, що застосування підвищених швидкостей прокатки (перевищуючих vкр) створює умови для усунення температурного градієнта, але при такому підвищенні буде потрібно застосування додаткового водяного охолодження смуги в чистовій групі. В остаточному підсумку це корисно, тому що дозволяє точніше встановити необхідний температурний режим прокатки.
Таким чином, на знову проектованих станах варто створювати умови для застосування швидкостей прокатки 30-35 м/с і більше.
Про сортамент продукції, що прокатується. На станах, пущених у Японії, передбачений широкий сортамент листів, що прокатуються. Наприклад, на стані 2280 заводу «Сін Ніхон сейтеду» у Кіміцу товщина смуг, що прокатуються, становить від 1 до 16 мм при їхній ширині від 500 до 2180 мм, а на споруджуваному стані 1780 фірми «Ніхон Кокан» у Фукуямі прокатуються смуги товщиною 0,8 мм. Тим часом на станах, побудованих за останні роки в USA, Голландії й Німеччині, мінімальна товщина листів, що прокатуються, прийнята рівна 1,2 мм, тому що гаряча прокатка більш тонких листів економічно не виправдується. Для нових станів, мабуть, найбільш правильним рішенням буде їхня спеціалізація. Навряд чи доцільно на всіх нових станах прокатувати листи товщиною 16 мм, як це здійснено на стані 2000 Новолипецького заводу (Росія).
На стані із занадто широким діапазоном товщини, при прокатці товстих листів 10-20 мм не використовують наявні потужності електродвигунів і швидкості прокатки в чистовій групі, а при прокатці тонких листів не потрібен довгий рольганг перед моталками, необхідний тільки для охолодження товстих листів. Застосування безперервно-литих слябів і підвищення швидкості прокатки уможливлюють подальше збільшення маси рулону, що прокатується. Це збільшення особливо ефективне, коли стан часто працює в режимі прискорення і гальмування, що чергуються, і, отже, підвищення маси рулону, що прокатується, істотно підвищує його продуктивність.
Таким чином, відносна маса рулону на новому стані повинна бути набагато більшою, ніж на діючих станах, тобто вона повинна скласти близько 35 т на 1 м ширини смуги. При цьому масу рулону рекомендується збільшувати не за рахунок товщини вихідних слябів більш, ніж 250–300 мм (що ускладнить конструкцію МБЛЗ), а за рахунок довжини сляба. При застосуванні сучасних печей із крокуючим подом цілком можливо довести довжину сляба до 18–22 м.
Про склад основних машин стану та їхнє розташування. У більшості широкосмугових станів другого «покоління» чорнова група складається із шести послідовно розташованих горизонтальних клітей і чотирьох еджерів з розрахунку на застосування слябів товщиною до 300 мм.
При сучасній масі рулону, а отже, і розкату, чорнова група в її класичному вигляді, коли відстань між її клітями більше довжини розкату, виявляється надмірно розтягнутою. Частково цей недолік усунуто у стана 2235, введеного в експлуатацію на заводі Оіта (Японія) в 1971 р.: розтягнутість чорнової групи зменшена завдяки скороченню числа клітей із шести до чотирьох, причому кліть № 2 зроблена реверсивною. При такій схемі кліті вдалося не тільки знизити капіталовкладення, але й без скорочення продуктивності стана застосувати сляби однієї товщини для всього сортаменту смуг, що прокатуються.
Введення реверсивної кліті замість трьох нереверсивних до складу чорнової групи варто визнати доцільним, тому що це підвищує маневреність стана (при ритмі прокатки в середньому близько 60-90 сек. реверсивна кліть устигає зробити навіть не три, а п'ять проходів) і скорочує капіталовкладення.
Техніко-економічні розрахунки свідчать, що на широкосмугових станах доцільне застосування безперервно-литих слябів не тільки постійної товщини, як це зроблено на стані 2235 заводу в Оіта, але й обмеженої ширини (одним або двома розмірами).
При виборі розміру безперервно-литих слябів необхідно завжди мати на увазі, що при переході з лиття слябів одного перетину на інший треба заміняти або перебудовувати декілька кристалізаторів і вторинних зон кристалізації. Цей перехід значно складніше, ніж при прокатці слябів на слябінгу з одного розміру на іншій. Крім того, при перестановці кристалізаторів на лиття більш вузьких слябів знижується продуктивність машини для безперервного лиття й порушується ритм подачі ковшів від конвертерів.
Тому в реверсивної кліті чорнової групи повинні бути передбачені потужні вертикальні валки з калібром, які за п'ять проходів могли б значно зменшити ширину сляба залежно від ширини смуг, що прокатуються. Для скорочення розтягнутості чорнової групи варто врахувати досвід пущених ще в 1969 р. станів: 1780 заводу в Касіма (Японія), 2135 заводу в Індіана Харбор і 2235 заводу в Еймейдені (Нідерланди). У цих станів дві останні кліті чорнової групи розташовані поруч, так що вони утворюють двохклітьовую безперервну групу й тому загальну довжину чорнової групи вдалося скоротити на 80–100 м.
При проектуванні стана 2000 для Новолипецького металургійного заводу було докладно вивчено питання про можливість об'єднання всієї чорнової групи, за винятком перших двох клітей, у безперервну групу. У результаті цього вдосконалення досягається скорочення довжини будинку й рольгангів, зниження втрат тепла й зменшення окалиноутворення.
У зв'язку із цією перевагою при проектуванні широко-смугового стану 2000 для Череповецького металургійного заводу, уведеного в дію в 1975 р., було прийнято сміливе рішення про установку трьох останніх клітей чорнової групи одна поблизу іншої (рис. 14.3). Завдяки цьому вперше у світовій практиці вдалося здійснити безперервну прокатку в чорновій групі.
Об'єднання чорнових клітей в одну загальну безперервну групу різко скоротило довжину стана, знизило капіталовкладення й відповідно зменшило втрати тепла сляба, що прокатується, що дозволило регулювати температуру кінця прокатки в більш широких межах.
Можна вважати, що спорудження й успішне освоєння цього стану відкрили нову сторінку в створенні широкосмугових станів третього покоління.
Отже, чорнова група нових широкосмугових безперервних станів повинна складатися з реверсивної кліті з потужними вертикальними валками й трьохклітьової безперервної групи з еджерами.
Для скорочення занадто великої відстані між чорновою й чистовою групами стана, що отримується у зв'язку зі збільшеною відносною масою рулону (до 30 т/м), можна рекомендувати переміщення останньої чорнової кліті із складу чорнової групи до складу чистової, передбачивши в чистовій групі вісім клітей, що дозволить не віддаляти чистову групу занадто далеко від чорнової.
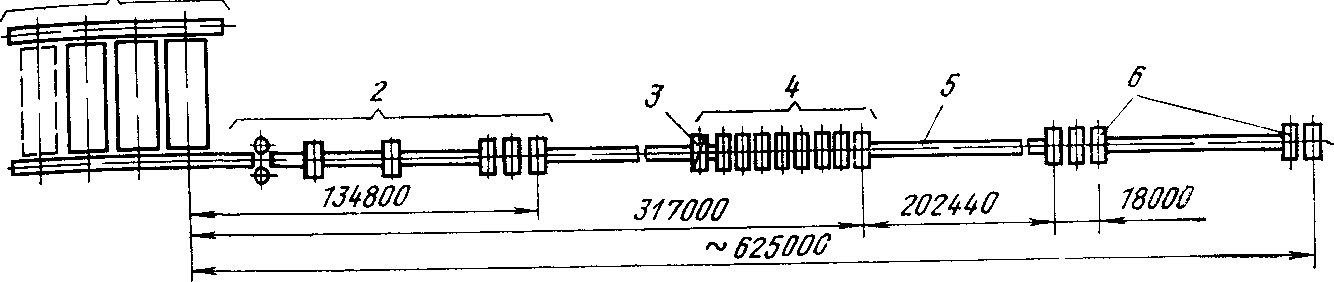
Рисунок 14.3 – Схема широкосмугового стана 2000 з безперервною чорновою групою:
1 – методичні печі; 2 – чорнова група клітей (три останні – безперервні);
3 – летючі ножиці; 4 – чистова група клітей;
5 – душируючий рольганг; 6 – перша й друга групи моталок.
Моталки для змотування тих смуг, які прокатують із прискоренням стана, повинні бути розташовані якнайближче до чистової групи клітей, щоб скоротити час роботи стана на заправній швидкості.
Ця відстань визначається залежно від часу, необхідного для охолодження смуги від температури кінця прокатки (830–950°С) до максимально припустимої температури змотування (500–600°С). При досить інтенсивній подачі води для охолодження згадана відстань може бути досить скорочена, однак для охолодження товстих смуг (8-16 мм) цієї скороченої відстані не вистачить.
Оскільки товсті смуги прокатують зазвичай на заправній швидкості без переведення стану на режим прискорення, моталки для них варто встановлювати можливо далі від чистової групи, тобто смугу необхідно остудити до досить низької температури змотування.
До початку змотування повинен бути повністю завершений розпад аустеніту в перлітній області.
Для високопродуктивних широкосмугових станів, що прокатують смуги, товщина яких обумовлена більшим діапазоном, рекомендується навіть три групи моталок.
Наявність проміжної групи моталок може бути виправдана при прокатці й змотуванні смуг середньої товщини, які вигідно прокатувати з режимом розгону й гальмування, але не вдається остудити до необхідної температури змотування на ділянці до першої групи моталок.
Про вдосконалювання конструкції робочих клітей. Близько 50 років тому почали застосовувати робочі кліті більш жорсткої конструкції. Були значно збільшені діаметри опорних валків і їхніх підшипників, перетини стійок станин, діаметри натискних гвинтів та ін.
На станах 1780 і 2235–2285 почали ставити опорні валки діаметром 1570 і 1630 мм відповідно. Площа перетину стійки станини в цих станів прийнята близько 7 000 см2.
Подальше збільшення розмірів робочих клітей за останні 30-35 років припинилося.
Головну увагу в цей час приділено вдосконалюванню систем установлювання валків. При роботі із прискоренням, оскільки від зміни швидкості залежить температура смуги, що прокатується, і товщина масляної плівки в підшипниках опорних валків, будь-яка жорсткість робочих клітей без безперервної корекції положення валків не може забезпечити необхідну точність розмірів смуги, що прокатується.
По суті основна вимога, пропонована до систем установлювання валків, формулюється двома умовами:
1) відстань між валками повинна визначатися не тільки показаннями товщиноміра, встановленого на стані. При сучасних високих швидкостях цей метод автоматизації не може дати задовільних результатів як би швидко не реагувала система переміщення валків на показання товщиноміра. Основою регулювання повинен бути метод обліку збурювань, тобто безперервна корекція міжвалкової відстані залежно від факторів, які можуть вплинути на положення валків;
2) переміщення валків повинно здійснюватися в міру одержання відповідного імпульсу з максимальною швидкістю й точністю.
Перша умова може бути виконана із застосуванням відповідних датчиків, що вказують значення окремих факторів, що впливають на положення валків, і наступною передачею отриманої інформації через комп'ютер для керування механізмом переміщення валків. Наприклад, на положення валків сильно впливає пружна деформація кліті, яка у свою чергу залежить від температури прокатки, товщини вихідної смуги, швидкості прокатки, натягу й т.п.
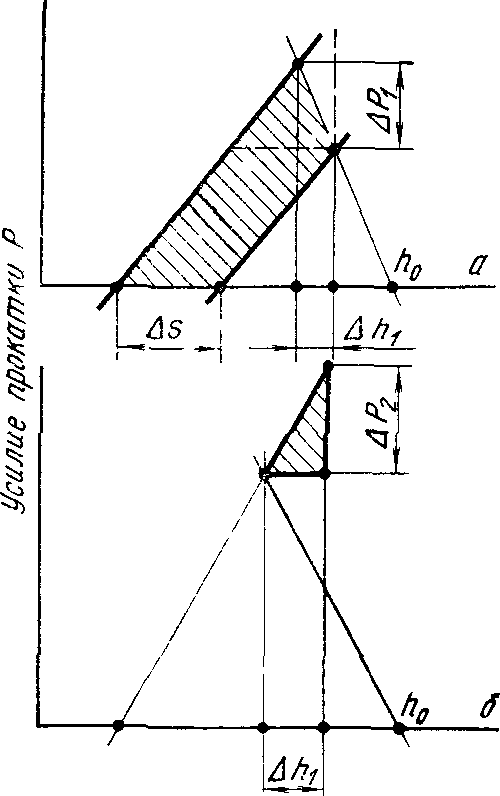
Найбільш надійним методом виключення впливу пружної деформації є установлення в станині надійної месдози (пресдуктора). Зміна показань месдози повинна відповідно змінювати положення валків. Це досягається тим, то заздалегідь з'ясовується залежність пружної деформації кліті від навантаження (рис. 14.4, а, крива 1). Отриманий графік дозволяє оцінити, наскільки варто перемістити валки при зміні навантаження на месдозу.
Якщо, наприклад, підвищилася вихідна товщина з h0 до h'0 і зусилля при прокатці стало виражатися не кривою 2, а кривою 3, відповідно варто зблизити валки, щоб компенсувати додаткову пружну деформацію Δs від збільшення зусилля на ΔΡ.
Очевидно, що закономірність зміни положення валків залежно від коливання вихідної товщини буде виражатися рівнянням
![]()
Одночасно сигнал повинен надходити й на систему противигину валків. Тому що стріла прогину валків при такій їхній перестановці повинна зберегтися колишньою, зусилля противигину у зв'язку зі збільшенням зусилля прокатки повинно відповідно зменшитися. Залежність зусилля противигину від зусилля прокатки при переході на прокатку смуг іншої ширини повинно коректуватися.
Якщо, зокрема, підвищилася температура прокатки й зусилля при прокатці смуги від товщини h0 до h1 стало виражатися кривою 2, а не кривою 1 (рис. 14.4, б) і навантаження зменшилося на величину ΔΡ, то валки повинні негайно автоматично переміститися у взаємно протилежних напрямках на величину Δs, що виражається рівнянням:
![]()
Якщо зміна положення валків повинна відбуватися в результаті деякого коректування товщини на виході h1 наприклад на величину Δh1 (рис. 14.4, в), то величину Δs можна визначити за формулою
![]()
|
|
Таким чином, на всіх листових станах повинні бути передбачені месдози, які можна встановлювати під натискними гвинтами, під нижньою подушкою або над гайкою натискного гвинта. Згідно даним європейської практики, доцільніше всього ставити месдози під нижньою подушкою. Аналогічно усувається й вплив, надаваний товщиною масляної плівки на положення валків. Зі збільшенням швидкості товщина масляної плівки в підшипниках зростає й відповідно зменшується міжвалкова відстань. Залежно від швидкості й зусилля на підшипник товщина плівки може змінюватися в середньому на 0,6 мм. Крім зусилля на валки, необхідно вимірювати також швидкість, щоб можна було безупинно компенсувати зміну товщини масляної плівки відповідним переміщенням валків. Отже, механізм установлювання валків сучасних робочих клітей повинен являти собою автоматичну систему, що складається із трьох елементів: 1) датчиків-товщиномірів на вході й виході, месдози, вимірника швидкості валків, покажчика ширини смуги; 2) ЕОМ, що обробляє покази цих датчиків; 3) гідравлічних циліндрів, що заміняють натискні гвинти, і золотників, керуючих положенням циліндрів. Ще одна важлива вимога, пропонована до систем установлювання валків, здійсненна лише при повній відмові від класичної схеми настановного механізму, що складається з натискних гвинтів і |
|
Рисунок 14.4 – Пружна деформація кліті й зміна зусиль прокатки ΔΡ залежно від обтиснення: а – при різній вихідній товщині смуги h0 і h'o; б – при різній температурі смуги товщиною h0 на вході; в – при коректуванні кінцевої товщини смуги h1 на величину Δh1; інші позначення й пояснення див. у тексті. |

електродвигунів, через занадто повільну його дію. За останні роки добре зарекомендували себе гідравлічні циліндри, установлювані або замість натискних гвинтів, або між подушками опорних валків. У першому випадку переміщення валків досягається прямим прикладенням тиску рідини проти повного зусилля прокатки, а в другому – прикладення додаткового зусилля, що деформує робочу кліть.
Якщо, наприклад, необхідно збільшити товщину смуги, що прокатується, на Δh1, то валок потрібно перемістити на Δs (рис. 14.5). Зусилля прокатки при цьому зменшиться на ΔР.
У другому випадку зусилля гідравлічних циліндрів, що розпирають подушки, підвищують із таким розрахунком, щоб викликати додаткову деформацію (кліті без валків) на величину Δh1.
Аналіз обох способів показує, що по міркуваннях швидкодії слід віддати перевагу другому способу. Обсяг переміщуваної рідини при зміні міжвалкового простору на однакову величину Δh1 у гідравлічній системі повинен бути пропорційний заштрихованій ділянці, показаній на рис. 14.5. У другому випадку він значно менше, отже, це більш маневрений спосіб.
|
|
Крім того, зміни міжвалкової відстані другим способом простіше узгоджуються із противигином, якщо зусилля на валки при цьому змінюється незначно. Використовуючи автоматизацію переміщення валків залежно від показання месдоз, варто мати на увазі, що при цій системі з'являється велика різниця в зусиллях на станинах і валках. На підставі сказаного можна зробити наступні висновки: 1) нові широкосмугові стани треба будувати, докорінно вдосконалюючи їхню конструкцію в порівнянні з діючими станами; 2) можливо й доцільно застосування швидкостей виходу металу з валків 30–35 м/с і вище з водяним охолодженням смуги в чистовій групі; 3) відносна маса смуги на 1 м ширини рулону повинна становити близько 30-35 т/м. Для прокатки смуг шириною 2 м сляби при товщині 250–300 мм повинні мати довжину близько 15–20 м і масу 60–70 т; 4) рекомендується включати в чорнову групу реверсивну кліть із потужними вертикальними валками й дві – три безупинно розташовані кліті з еджерами; 5) чистова група повинна складатися з 8 клітей; |
|
Рисунок 14.5 – Схема визначення роботи, що затрачується гідросистемою на зміну міжвалкової відстані, при сприйнятті повного зусилля прокатки (а) і тільки зусилля додаткової деформації кліті (б). |
6) робочі кліті повинні мати месдози й автоматичну гідравлічну установку валків із противигином, що працює за допомогою комп'ютера;
7) перша група моталок для тонкої смуги повинна бути розташована якомога ближче до чистової групи, що скоротить час роботи стана на заправній швидкості. Ця відстань залежить від часу, необхідного для охолодження смуги з 830–950°С (температура кінця прокатки) до 500–600°С, тобто максимально припустимої температури змотування. На думку ряду дослідників, зазначена відстань може бути дуже скорочена при досить великій кількості води, що подається для охолодження.
Прокатка смуг товщиною 8–16 мм відбувається в межах заправної швидкості без переходу на режим прискорення стану. Тому моталки для товстих смуг не обов'язково розташовувати поблизу чистової групи, навпаки; їх варто встановлювати можливо далі, наскільки цього вимагає режим охолодження смуги.
Завдяки переходу на швидкості прокатки до 30–35 м/с і застосуванню питомої маси рулонів близько 30 т/м ширини смуги продуктивність широкосмугових станів третього покоління повинна бути значно вище, ніж у станів другого покоління. У станів з довжиною бочки 1700–2000 і 2200–2500 мм річна продуктивність повинна бути порядку 6,5–9 і 8–10 млн. т відповідно.
Ці дані визначені з урахуванням того, що швидкість прокатки варто вибирати, виходячи з умови оптимального температурного режиму прокатки, тобто температури кінця прокатки, рівній 830–950°С, залежно від марки сталі, а також температури змотування не вище 550–600°С для вуглецевих і 500°С для низьколегованих сталей.
Наступна відмінна риса широкосмугового стану третього покоління – більш раціональне сполучення їх з машинами безперервного лиття слябів.
Для цього стан розміщують у загальній будівлі з машинами для безперервного лиття, а отже, і з конвертерами, оскільки це буде єдиний технологічний комплекс, розрахований на продуктивність стану 6,5–10 млн. т/рік.
Сполучення стану із МБЛЗ повинно характеризуватися, по-перше, загальною транспортною системою для слябів, що складається з рольгангів і трансферкарів. Необхідно, щоб ця система забезпечувала безперервну й швидку доставку гарячих слябів до методичних печей стана й вогневе чищення слябів у потоці.
По-друге, товщина й ширина слябів, що відливаються, повинна бути по можливості обмеженою, щоб не містити занадто великий парк кристалізаторів і уникнути часті перебудови на лиття слябів іншого перетину.
Конструкція реверсивної кліті, установлюваної в головній частині чорнової групи, повинна забезпечувати редукування слябів по ширині й товщині в межах, необхідних для зручності експлуатації МБЛЗ.
На стані повинні прокатуватися листи як зі слябів, відлитих безперервним методом, так і з кованих.
Смугові стани для холодної прокатки сталі й кольорових металів повинні в першу чергу характеризуватися підвищеною точністю листів, що прокатуються, і меншою товщиною.
Рішення цього завдання зажадає здійснення ряду заходів, найголовнішими з яких є:
1) підвищення точності обробки валків, особливо опорних, у яких ексцентриситет, незважаючи на їхній великий діаметр (>1,5 м), повинен бути зведений до мінімуму (≤0,02 мм);
2) перехід на напружені конструкції робочих клітей, що виключають вплив пружної деформації, станин і натискних механізмів;
3) застосування швидкодіючих гідравлічних регуляторів міжвалкової відстані (товщини), оснащених індукційними вимірниками переміщення з точністю до 2 мкм.
Аналіз конструкції й роботи станів холодної прокатки сталевих смуг, побудованих за останні роки, свідчить, що відбувається зменшення товщини смуг, що прокатуються, і подальше збільшення маси рулонів, числа клітей безперервних станів і швидкості прокатки. Так, наприклад, у Японії був пущений стан 2185 з наступними параметрами: товщина смуги 0,25–3,2 мм, маса рулону до 60 т, швидкість прокатки до 30,5 м/с.
Аналогічне положення створилося з холоднопрокатними станами У Японії стани 1700 прокатують смуги товщиною 0,25–3,2 мм, маса рулону досягає 50 т, і працюють вони зі швидкістю до 30 м/с.
У 1972 р. на заводі «Рассельштейн» (Німеччина) був пущений жерсте прокатний шестиклітьовий стан 1450 із показниками – мінімальна товщина 0,15 мм, маса рулону до 46 т і швидкість прокатки до 40 м/с.
Якщо при цьому згадати, що 20–30 років тому безперервні холоднопрокатні стани будували для автолистів трьохклітьовими, а для жерсті – п’ятиклітьовими, маса рулону не перевищувала 20-30 т, а швидкість прокатки передбачали не більше 20–30 м/с, то можна припустити, що зазначені параметри холодної прокатки надалі ще більше підвищаться. Мінімальна товщина листів, що прокатуються, знизиться, зокрема, для жерсті до 0,08–0,12 мм і до стана відповідно буде додана ще одна кліть, а маса рулону й швидкість прокатки зростуть. У нових станів так само, як у станів гарячої прокатки, маса рулонів досягне 30–40 т на 1 м, а швидкість прокатки в станів 1700-2200 і жерстепрокатних підвищиться приблизно до 40 і 50–55 м/с відповідно.
Було б, однак, неправильно думати, що подальший розвиток безперервних станів холодної прокатки характеризується тільки ростом цих показників.
Широке застосування знайшли безперервні стани зі стиковим зварюванням кінців смуги перед прокаткою двох сусідніх рулонів. У цьому випадку забезпечується повна безперервність процесу прокатки, що скорочує втрати часу на заправлення переднього кінця смуги, знижує відходи металу на не докачані кінці й підвищує стабільність і ефективність виробництва.
Для цієї мети перед станом розташовують ножиці для обрізки кінців, стикозварювальну машину й акумулятор смуги, що забезпечує невпинну прокатку під час зварювання, а за станом передбачають летучі ножиці.
Стан такого типу, що складається з п'яти клітей кварто 1420 і призначений для прокатки смугової сталі товщиною 0,15–1,6 мм зі швидкістю до 30,5 м/с, працює на заводі у Фукуяма. Аналізуючи його роботу, можна переконатися, що його застосування для холодної прокатки всілякої, але однотипної смугової сталі дає гарні результати.
Переваги цього стану, крім підвищення продуктивності, складаються також у зниженні витрати валків, підвищенні точності смуг, що прокатуються, і економії праці при заправленні смуги.
З підвищенням швидкості й точності холодної прокатки смуг велика увага повинна бути звернена на стабілізацію температурного режиму роботи валків. Щоб уникнути коливання температури робочих і опорних валків (що може негативно позначитися на точності смуги, що прокатується) необхідно забезпечити відповідне відведення QB тепла від валків, обумовлене тепловим балансом.
![]()
де Qпр – кількість тепла, що виділяється в осередку деформації в результаті пластичної формозміни й тертя металу, що прокатується, об поверхню валків;
ΔQп – різниця між кількістю тепла в смузі під час її виходу з валків і кількістю тепла при її вході в валки.
Величина QB, від якої залежить нагрівання валків, зі збільшенням швидкості прокатки повинна трохи зменшитися, тому що при цьому поліпшуються умови змащення й небагато знижується тиск на валки. Але в безперервних станах скорочується час охолодження смуги між клітями стана, і тому смуга надходить у другу й наступні кліті стана менш охолодженою. Отже, валки цих клітей будуть нагріватися інтенсивніше.
У зв'язку із впливом цих двох факторів відзначено, що зі збільшенням швидкості прокатки температура нагрівання валків росте повільніше. Із проведених розрахунків можна зробити висновок, що за умовами теплового балансу можливе застосування підвищених швидкостей прокатки. Але при цьому потрібно більш інтенсифіковане охолодження валків і смуги між клітями стана.
БАЛКОВІ Й СОРТОВІ СТАНИ
Основним напрямком розвитку цих станів варто вважати освоєння виробництва нових, тонкостінних та інших профілів, що дозволяють споживачеві ощадливіше витрачати метал.
До таких профілів належить широкополична балка з паралельними поличками. Її застосування замість звичайних двотаврових балок дає можливість зменшити масу металоконструкцій у середньому на 7–10%. Цими балками завдяки великому моменту інерції можна замінити багато видів складених балок. Крім того, завдяки широким поличкам вони є зручним профілем для колон будинків, що істотно скорочує витрати на виготовлення й монтаж металоконструкцій.
Такі балка виробляє балковий універсальний стан на Нижньо-Тагільському металургійному комбінаті. Цей стан розрахований на прокатку широкополичних балок висотою від 200 до 1000 мм, із шириною полиць до 400 мм продуктивністю близько 1,5 млн. т/рік. У порівнянні з іншими станами він має ряд переваг головними з яких є:
1) послідовне, без проміжних розкатних полів розташування групи універсальних клітей, що прискорює процес транспортування балки, що прокатується, і скорочує втрати тепла;
2) застосування універсальних клітей попередньо напруженими, що підвищує точність прокатки.
Однак потреба промисловості в широкополичних балках настільки велика, що її не може задовольнити продукція тільки одного стану. Крім того, величезна потреба в балках малого й середнього розмірів висотою менш, ніж 400 мм і шириною полиці менш, ніж 200–250 мм, які вигідніше прокатувати на станах меншого розміру або на рейкобалкових станах, чим завантажувати ними великий спеціалізований стан.
Прокаткою не вдається одержати цілком тонкостінні балки, які необхідні для багатьох металоконструкцій. З 45–50 балкових станів, побудованих в останні 40–45 років за кордоном, тільки п'ять призначені для прокатки балок висотою понад 900 мм і три – для балок висотою до 750 мм. Біля восьми станів розраховані на прокатку балок середнього й малого розмірів (висотою до 500–600 мм) і біля дев'яти станів до 200–400 мм.
З огляду на сказане, можна припустити, що для рішення проблеми забезпечення потреби країни в широкополичних балках буде потрібно:
1) організувати виробництво широкополичних тонкостінних балок малого розміру висотою до 400 мм і полицею до 300 мм, для чого треба або побудувати спеціалізований стан, або реконструювати один з діючих рейкобалкових станів з установкою на ньому спеціальних універсальних клітей;
2) побудувати спеціалізований зварювальний стан для виробництва тонкостінних широкополичних балок великого розміру висотою більше 1000 мм і шириною полиці близько 400 мм, які не вдається одержувати прокаткою.
При організації виробництва широкополичних балок малого розміру гарним прикладом може служити крупносортний стан 650, введений в експлуатацію в 1973 р. на Ісфаганському заводі (Іран). Цей стан був спроектований Колпинскім відділенням ВНДІметмаша (під керівництвом Г. Н. Краузе) за технічним завданням Гіпромеза (Москва) і виготовлена ЭЗТМ, УЗТМ, Іжорським заводом і СКМЗ (рис. 14.6).
У стана п'ять робочих клітей, швидкість виходу з останньої кліті 10 м/с. Він призначений для прокатки різних великих профілів – двотаврових балок і швелерів №10–30, кутових профілів №9–20, рейок вузької колії 8–24 кг/м, круглих профілів діаметром 50–150 мм, смугових профілів 8–20×130–200 мм та ін. Але головною продукцією, що прокатується на стані, є широкополичні балки з паралельними полками середньої ширини 1РЕ140, 1РЕ160 і 1РЕ180.
На відміну від існуючих лінійних рейко-балкових і крупносортних станів (НТМК, «Азовсталь») на крупносортному стані 650 металургійного заводу в Ірані зовсім по-новому вирішене питання про складі розташування устаткування на ділянці робочих ліній. Замість чотирьох клітей, три з яких розміщені в одну лінію, на іранському стані встановлено п'ять робочих клітей, кожна з яких улаштована незалежним приводом. Всі кліті стану розташовані на двох паралельних лініях – основній й заготовочній. Обидві лінії стану зв'язані між собою чотирма ланцюговими передатними шлепперами, у тому числі шлеппером перед кліттю № 1, які в сполученні з роздільними приводами всіх клітей і наявністю на заготовочній лінії ножиців гарячого різання, таврувача й окремого холодильника для заготовок роблять цей стан винятково маневреним. Стан може працювати по шести різних потоках, у тому числі по двох одночасно (наприклад, прокатка профільного й сортового прокату по основній лінії й заготовок по заготовочній).
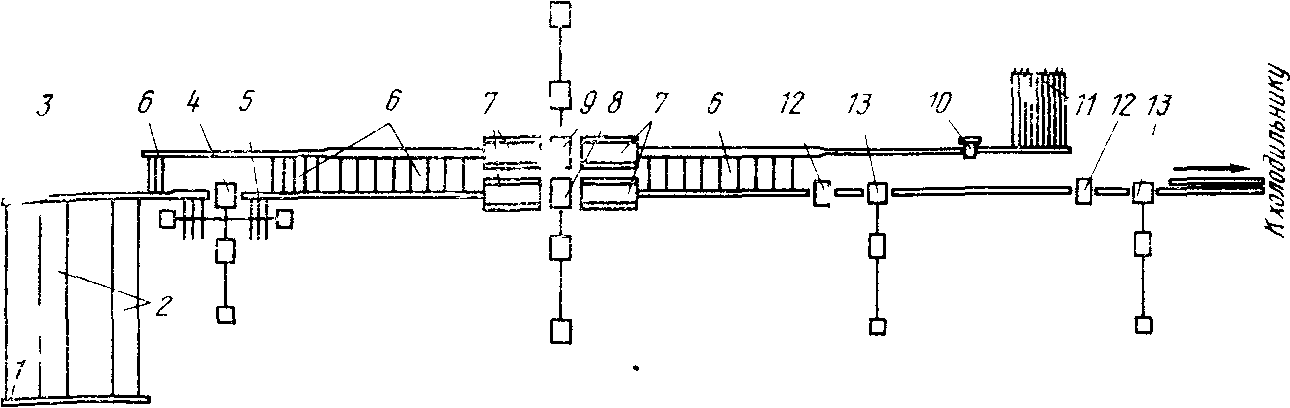
Рисунок 14.6 – Схема крупносортного стану 650:
1 – завантажувальний рольганг; 8 – робоча лінія трьохвалкової кліті 800;
2 – нагрівальні печі; 9 – заготовочна трьохвалкова кліть 800;
3 – прийомний рольганг; 10 – ножиці гарячого різання;
4 – робоча лінія двохвалкової кліті 900; 11 – холодильники заготовок;
5 – маніпулятор з кантувачем; 12 – кантувачі;
6 – передатні шлепери; 13 – робочі лінії двохвалкових клітей 730.
7 – підйомно-хитні столи;
Із сортових станів найбільший інтерес представляє середньосортний безперервний стан 450 (рис. 14.7), уведений у лад в 1976 р. на Західно-Сибірському металургійному заводі. Цей стан був побудований Ждярским заводом (ЖДЯС ЧССР) і заводом важкого машинобудування ім. Тельмана в Магдебурзі (СКЕТ, Німеччина) по технічному проекту, розробленому ВНДІметмашем під керівництвом А.Я. Сапожнікова. Стан призначений для прокатки тонкостінних балок з паралельними полками, швелерів №16–30, кутових профілів 75–125 мм, смугових профілів 9–22×125–300 мм, круглих профілів діаметром 32–60 мм та ін. Вихідна заготовка квадратного або прямокутного перетинів мала розміри відповідно 150×150 і 160×270 мм довжиною від 4 до 12 м. Стан повністю безперервний, складається з 16 робочих клітей, обладнаний індивідуальними приводами загальною потужністю 32 000 кВт (рис. 14.7), швидкість виходу досягає 12 м/с.
Продуктивність стана близько 1,5 млн. т/рік. Вона є найвищою в порівнянні із продуктивністю інших сортових станів.
Робочі кліті стана розташовані послідовно чотирма групами, з яких перші три – чорнові 4 (по три кліті в кожній групі), а четверта 6 – чистова (сім клітей).
Перша й третя кліті в кожній чорновій групі горизонтальні а середня кліть – комбінована, тобто з урахуванням установки валків у горизонтальному й вертикальному положеннях при використанні того самого привода. Перед кожною чорновою групою знаходиться кантувач.
У чистовій групі передбачені більш широкі можливості застосування різних комбінацій розташування прокатних валків залежно від вимог процесу прокатки того або іншого профілю. Перша, четверта й шоста кліті зроблені комбінованими, а інші чотири кліті – з горизонтально розташованими валками; для них також передбачена можливість додавання вертикальних валків, тобто застосування універсальних клітей.
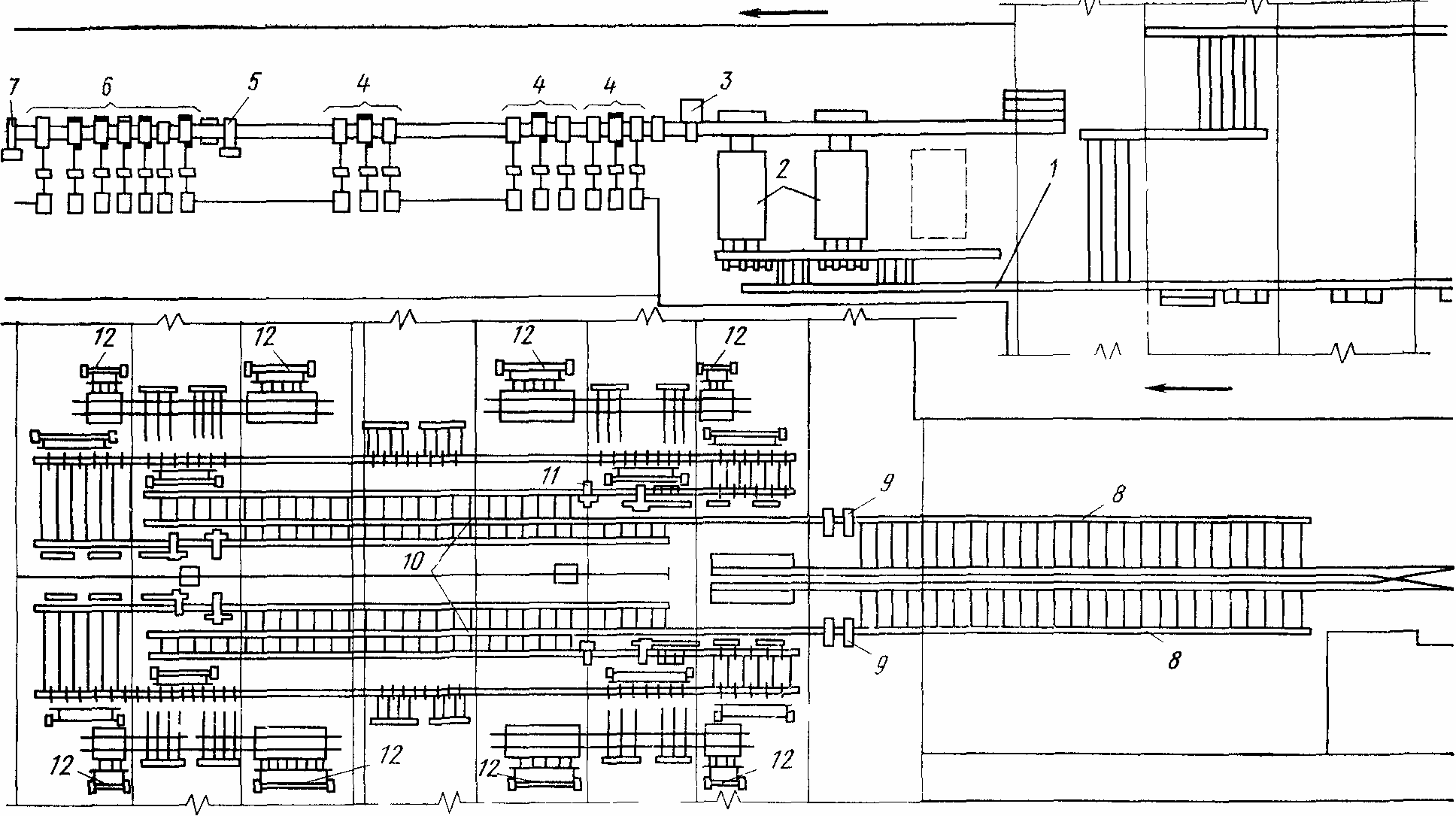
Рисунок 14.7 – Схема середньосортного безперервного стана 450, установленого на Західносибірському металургійному заводі:
1 – завантажувальний рольганг; 7 – летючі ножиці;
2 – нагрівальні печі із крокуючим подом; 8 – холодильники;
3 – машина для вогневого зачищення; 9 – правильні машини;
4 – чорнові групи робочих клітей; 10 – кишені;
5 – летучі ножиці зусиллям 130 тс; 11 – ножиці для холодного різання;
6 – чистові робочі кліті; 12 – в'язальні машини.
Завдяки широкому застосуванню в конструкції стана вертикально розташованих валків усувається необхідність скручування металу, що прокатується, (що вкрай небажано при прокатці профілів складної форми) і відкриваються більш широкі можливості в прокатці тонкостінних фланцевих профілів на безперервних станах.
Друга істотна особливість стана складається в забезпеченні повної потоковості обробки профілів, тобто у виконанні операцій після холодильника: виправлення, контроль якості, остаточне різання, штабелювання й обв'язка.
Розвиток виробництва тонкостінних профілів – один з ефективних напрямків зниження металоємності прокату й, отже, найбільш перспективний напрямок станобудування. Але багато тонкостінних профілів, необхідних народному господарству, не вдається одержувати тільки прокаткою. Щодо цього, досить цікавий комбінований метод виробництва, що полягає в прокатці окремих елементів профілю й у наступному їх поздовжньому радіочастотному зварюванні, аналогічно процесу виробництва зварених труб.
При виробництві великих і складних тонкостінних профілів цей метод вимагає більш простих станів. При цьому відкриваються можливості робити прокаткою профілі більше складної форми й з меншою товщиною стінки.
|
|
Великий інтерес щодо цього представляють експериментальні дослідження, проведені ВНДІметмашем і Інститутом електрозварювання ім. Е. О. Патона на спеціально для цієї мети створеному дослідному стані. Ці дослідження складалися у вишукуванні нової технології виготовлення тонкостінних широкополичних балок шляхом їхнього одержання із трьох елементів: двох низькотаврових профілів для полиць балки й смугового профілю для стінки (рис. 14.8). З’єднання цих профілів у загальну балку здійснювалося |
|
Рисунок 14.8 – Профіль широкополичної балки, отриманий радіочастотним зварюванням із трьох елементів – двох низькотаврових профілів і смуги. |

радіочастотним зварюванням. Завдяки винесенню звареного з'єднання із зони максимальних робочих напруг цим способом можна виготовляти більш міцні й економічні профілі. Ці балки, по-перше, не мають залишкових напруг, що зазвичай з'являються в прокатуваних балках, а, по-друге, стінка балки, що має напруги менші, ніж полки, може бути зроблена більш тонкою, ніж при прокатці на балковому стані.
Крім того, на зазначеному стані можна з успіхом виготовляти бістальні, а також асиметричні балки.
Виготовлені балки випробовували на міцність. З’ясувалося, що вони повністю задовольняють вимогам стандартів.
Завдяки зниженню товщини стінок, застосуванню зварених балок замість суцільнокатаних економія металу в середньому становить 20–35%. При річній продуктивності стана для зварювання балок висотою 260–1100 мм і шириною полиці 120-400 мм близько 350 000 т річна економія металу складе 70 000-120 000 т (при масі устаткування стана 3 700 т) (рис. 14.9).
Застосування цього процесу також ефективно при виробництві шпунтових і багатьох інших великих і складних тонкостінних профілів, прокатка яких вимагає громіздких і дорогих прокатних станів або взагалі неможлива.
ТРУБНІ СТАНИ
Виробництво металевих труб характеризується великим різноманіттям різних способів їхнього виготовлення.
У ході науково-технічного прогресу деякі із цих способів відмирають, їх заміняють нові, більш удосконалені технологічні процеси, число яких з кожним роком росте. Відповідно до зростаючих запитів народного господарства, з одного боку, збільшується сортамент труб і підвищуються вимоги, пропоновані до їхньої якості; з іншого боку, ріст загального споживання труб висуває завдання по створенню більше продуктивних технологічних процесів і нових трубних станів.
Металеві труби необхідні майже у всіх галузях народного господарства, але розміри і якість їх різні. Наприклад, у машинобудуванні вони потрібні як елементи самої конструкції, а також для гідравлічних, мастильних, пневматичних і інших систем. Труби певного сортаменту і якості особливо потрібні в нафтовій і газовій промисловості. Комунальне й житлове будівництво теж потребує труби для водопроводів, опалювальних систем і газопроводів.
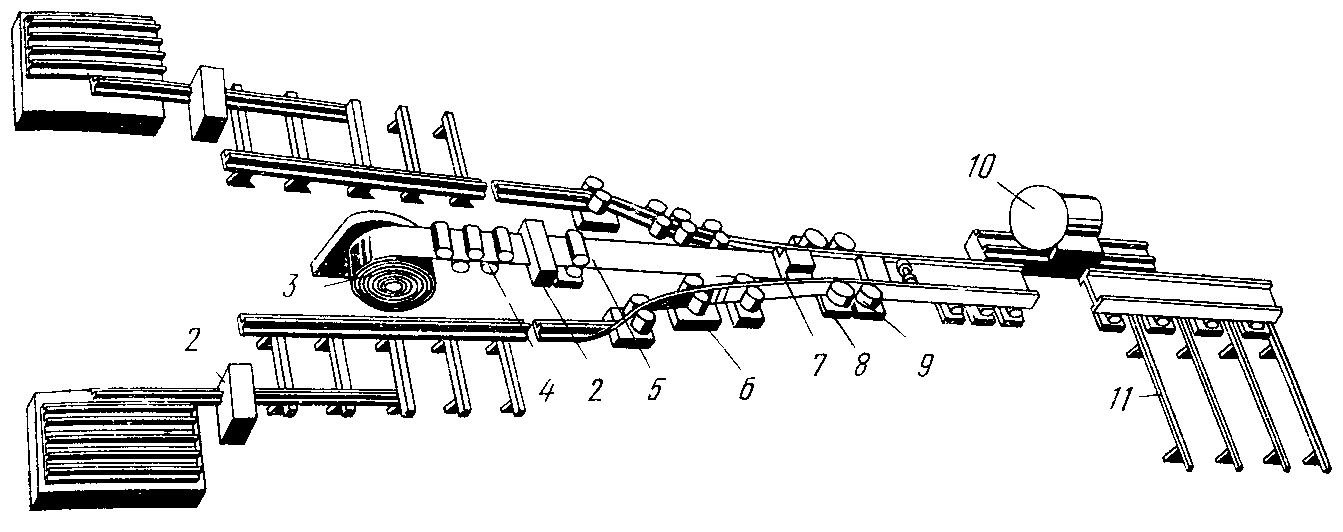
Рисунок 14.9 – Схема стана для виробництва двотаврових балок радіочастотним зварюванням:
1 – накопичувач низькотаврових профілів; 2 – стикозварювальна машина;
3 – розмотувач рулонні смуги для стінки балок; 4 – правильна машина;
5 – машина, що подає; 6 – вигинальні ролики;
7 – зварювальна машина; 10 – пила;
8 – машина для осаджування крайок, що зварюються; 11 – стелаж для балок.
9 – машина для зміцнення зварених швів і для зняття ґрата;
Ріст випуску труб випереджає виробництво інших видів металевих виробів і, зокрема, прокату.
Сполучення різноманіття вимог, пропонованих до металевих труб, і технологічних процесів з інтенсивним розвитком обсягів виробництва труб висуває цю галузь технології металів і обслуговуючу її галузь металургійного машинобудування в ряд найцікавіших галузей інженерної творчості.
Існує кілька класифікацій технологічних процесів виробництва металевих труб, головною з яких варто вважати класифікацію по основних виробничих операціях, якими є:
1) зварювання зі смуги або листа;
2) прокатка із прошиванням;
3) пресування видавлюванням;
4) волочіння;
5) пайка зі смуги.
Ця класифікація, однак, має недолік: в ряді випадків ті самі труби обробляються декількома із цих способів. Так, наприклад, зварені труби можуть піддаватися волочінню з метою зменшення діаметра й товщини стінки й підвищення якості труб. Тому з'явилася інша класифікація по виробничій ознаці або комплексу технологічних вимог, пропонованих до трубних станів і їхніх машин:
1) трубозварювальні стани з наступним редукуванням або без нього;
2) трубопрокатні (для гарячої прокатки);
3) трубопресові для гарячого пресування;
4) стани для пайки труб;
5) стани для обробки труб або другого їхнього переділу (холоднопрокатні, волочильні й холодні пресування).
У області створення трубних станів досягнуті значні успіхи.
Трубо-продольно-електро-зварювальні безперервні стани. Перші радянські стани для безперервного зварювання труб з рулонної смуги були створені ще на початку 50 -х років ВНДІметмашем (тоді ЦКБММ) під керівництвом П. И. Соловйова. Ці стани призначені для виробництва труб малого діаметру (10–60 мм) методом контактного зварювання з обертовим трансформатором. Перші два стани були виготовлені на Дослідному заводі ЦНДІВмаша й установлені на Нижньодніпровському трубному заводі ім. К. Либкнехта.
Стани виявилися досить ефективними, тому що на них було освоєно виробництво сталевих труб з меншою товщиною стінки й з більш низьким коефіцієнтом витрати металу в порівнянні з безшовними. Після випробування станів було налагоджено їхнє серійне виробництво на Ленінградському металевому заводі (близько 20 шт.).
Наприкінці 50-х років ці стани були переведені на зварювання з нагріванням крайок, що зварюються, струмами високої частоти (~450 тис. Гц), що дозволило підвищити швидкість зварювання і якість звареного з'єднання.
Введення цього способу зварювання, названого радіочастотним, зіграло велику роль у подальшому розвитку виробництва поздовжньо-шовних труб діаметром до 500 мм із рулонної сталі. Для цієї мети на ЕЗТМ створено кілька станів і, зокрема два стани 530, що працювали на Новомосковському й Виксунському трубних заводах.
Наступним великим кроком у розвитку трубоелектрозварювальних безперервних станів стало їхнє об'єднання з редукційними станами в одному потоці, без проміжного розрізування труб.
Перший у світовій практиці стан такого типу був створений ВНДІметмашем і встановлений наприкінці 50-х років на заводі «Лентрубосталь». Труба при виході із трубоелектрозварювального стану нагрівається індуктором і потім без розрізування надходить у редукційний трьохвалковий стан, де редукується з розтяганням. Завдяки тому, що відбувається редукування нескінченної труби, потовщені кінці повністю відсутні, а процес самого редукування характеризується стабільністю. Після редукування труби ріжуться на мірні довжини.
За цією технологією відбувається зварювання труб найбільшого діаметру; отже, при виготовленні труб малого діаметру продуктивність стану в метрах підвищується. Нагрівання труби перед редукуванням заміняє її нормалізацію, а завдяки редукуванню підвищується якість труб.
Подальший розвиток трубозварювальних станів для поздовжнього зварювання передбачається з метою виробництва труб, що характеризуються більш високим відношенням діаметра до товщини стінки – порядку 80–120 і вище.
Необхідно при цьому розширити діапазон виробництва виготовлених труб без наступних операцій холодної прокатки або волочіння, для чого, крім застосування необхідного матеріалу для холоднокатаної стрічки, буде потрібно підвищення якості звареного з’єднання й наступне редукування в холодному стані.
Трубні стани для грубного зварювання. Першими у світовій практиці з’явились стани Фрец-Муна для грубного зварювання труб з рулонної смуги. Вони складалися із двох розташованих поруч груп; одна для згортання смуги в трубу і її зварювання, а друга – для редукування й калібрування. У цю другу групу труба надходила після розрізування.
В 50-х роках при розробці стану для грубного зварювання у ВНДІметмаші було ухвалене рішення розмістити обидва стани послідовно й редукування труб здійснювати відразу після формування до їх розрізування. При цьому процесі краще зберігається тепло труб, у зв'язку із чим досягається редукування з більш високими витяжками, а саме головне – процес редукування в цьому випадку стає повністю безперервним (нескінченним), що дозволяє застосувати більш високі натяги й знизити товщину стінки. Крім того, при нескінченному процесі усуваються відходи на потовщені кінці.
Застосування такого прогресивного процесу повністю себе виправдало. Вперше у світовій практиці тоді швидкість виходу труб досягла 8 м/с.

Рисунок 14.10 – Схема безперервного трубозварювального стана:
1 – стикозварювальна машина; 13 – транспортер;
2 – нагрівальна піч; 14, 15 – трубонарізний верстат;
3 – формовочно зварювальний стан; 16 – муфтонаверточний верстат;
4 – редукційно розтяжний стан; 17 – бунтоприймач;
5 – летючі ножиці; 18 – правильно розмотувальна машина;
6 – диференціальна стрілка; 19 – летючий відрізний верстат;
7 – кліть, що подає; 20, 22 – трубоправильні машини;
8 – летюча пилка; 21 – ділильний пристрій;
9 – моталка; 23 – дефектоскоп;
10 – бунтов’язальна машина; 24 – трубопідрізний верстат;
11 – зіштовхувач бунтів; 25 – машина, що промаслює;
12 – конвеєр для охолодження бунтів; 26 – машина для пакетування труб.
У наступні роки ВНДІметмашем разом з ЕЗТМ розроблений новий тип стану для грубного зварювання (рис. 14.10), що відрізняється від раніше створених можливістю прокатки труб менших діаметрів до 3/8" (10 мм), більш глибоким редукуванням з витяжкою до 14, змотуванням дрібних труб у бунти, що дало можливість підвищити швидкість виходу труб до 20 м/с.
Стани для зварювання газопровідних труб діаметром 1420 – 1620 мм. Вихідним матеріалом при виробництві цих труб служить листовий або смуговий прокат з малолегованої сталі приблизно наступного складу (не більше): 0,12% С, 0, 55% Si; 1,9% Μn; 0,03% Ρ; 0,025% S; 0,1% V; 0,1% Ni. Межа текучості ≥ 480 Н/мм2; межа міцності 600/750 Н/мм2, подовження δ5 ≥ 18, ударна в’язкість при 0°С и біля ≥ 31.
З різних способів виробництва газопровідних й іншого призначення труб найбільшої уваги заслуговують ті способи, при яких як вихідний матеріал використовують рулонну смугу, прокатану на смугових безперервних станах. По-перше, ці смуги на 7–10% дешевше, ніж окремі листи, отримані на товстолистових станах типу тандем, а по-друге, їх можна прокатувати з меншим полем допусків, завдяки чому труби будуть мати меншу різностінність.
Коли діаметр труби перевищує b:π, де b – ширина смуги, тобто практично він перевищує 600 – 700 мм, ефективні результати дає згортання смуги по гвинтовій лінії й зварювання спірального шва, що при цьому утворюється. Переваги такого способу в порівнянні з поздовжньо-шовним зварюванням полягають у наступному. Шов у цьому випадку менш навантажений; для процесу формування потрібна більш проста машина, ніж для поздовжньо-шовного зварювання, і процес цей може бути безперервним, навіть для труб діаметром до 2,5 м.
Перший радянський спірально-шовний стан був спроектований ВНДІметмашем під керівництвом А.А.Саричева, виготовлений ЕЗТМ і пущений наприкінці 1951 р. на Ждановському металургійному заводі. На цьому стані за допомогою дугового зварювання було налагоджене виробництво труб зі спіральним швом діаметром 426-630 мм із товщиною стінки 6–7 мм. Паралельно ВНДІметмашем був побудований експериментальний стан для дугового спірального зварювання труб діаметром 150–180 мм, що після закінчення дослідних робіт був переданий в один з радгоспів Курської області, де на цьому стані було налагоджене виробництво тонкостінних поливних труб.
Надалі з метою підвищення надійності звареного з’єднання було розроблено разом з Інститутом електрозварювання ім. Е.О.Патона двостороннє дугове зварювання труб зі спіральним швом.
Крім двостороннього, спірального зварювання рулонних смуг виробництво труб діаметром 1420-1620 для магістральних газопроводів розвивається також і іншими способами:
1) формуванням елементів труб з окремих листів довжиною 12 м і шириною, рівною ½ периметра перетину труби, з наступним їхнім з'єднанням дуговим двостороннім зварюванням і експандируванням. Формування може здійснюватися не тільки на пресах, але й на профілегибочних станах;
2) спіральним дуговим двостороннім зварюванням з окремих листів, що стикуються, у нескінченну смугу. З погляду рівного навантаження обох швів як стикового по вихідній смузі, так і поздовжнього, доцільно, щоб ці шви мали однаковий нахил до осі труби (приблизно на 45°). Тоді оптимальна ширина смуги повинна бути в 2,23 рази більше діаметра труби. При цьому, чим ширше смуга, тим вище продуктивність стана.
Вихідними матеріалами для обох зазначених способів є не рулонна смуга, а листи, які, як відзначалося вище, на 7–10% дорожче. У зв'язку із цим обидва ці способи навряд чи можна визнати перспективними.
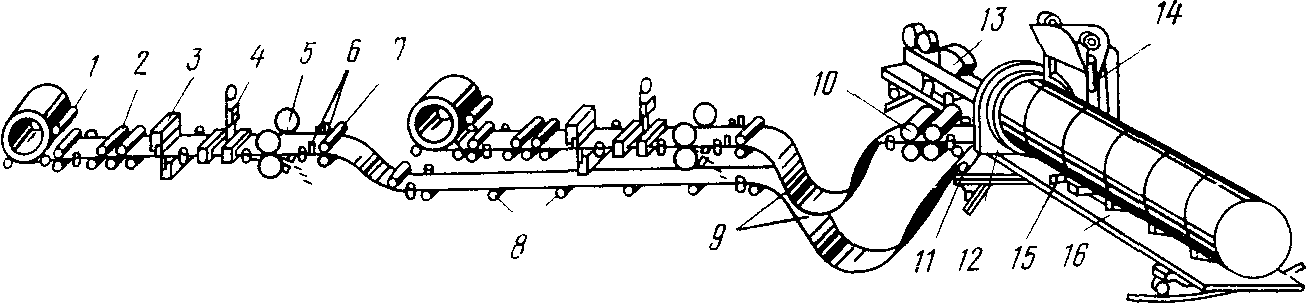
Рисунок 14.11 – Схема стану для виробництва двошарових спірально-шовних труб для магістральних газопроводів:
1 – розмотувач; 7 – ролики, що подають;
2 – правильна машина; 8 – рольганг;
3 – ножиці для відрізки кінців; 9, 10, 11– машини, що подають;
4 – стикозварювальна машина; 12 – формувальна машина;
5 – дискові ножиці для відрізки бічних крайок; 15 – відрізна машина;
6 – механізм для підготовки крайок для зварювання; 16 – рольганг, що повертається.
13, 14 – зварювальні апарати (внутрішній й зовнішній);
Великий інтерес представляє спосіб виготовлення труб діаметром до 2520 мм з рулонної смуги, двошаровими, за допомогою дугового спірального зварювання. У цьому випадку у формувальну машину одночасно подаються дві смуги, накладені одна на іншу (рис. 14.11).
Із всіх освоєних способів виробництва газопровідних труб найбільшої уваги заслуговує спіральне зварювання двошарових труб. У цьому випадку як вихідний матеріал може бути використана більш тонка рулонна смуга, що не тільки дешевше в порівнянні з окремими листами, але й відрізняється більш високою міцністю, тому що за інших рівних умов міцність тонких листів завжди вища, ніж товстих. Тому двошарова труба повинна бути міцніше одношарової при однаковій товщині стінок. Ця перевага двошарових труб була доведена спеціальними дослідженнями міцності двошарових спірально-шовних труб діаметром 2520 і 1420 мм.
Дослідження показали, що руйнування двошарових труб не є крихким; можна зробити висновок, що цей метод виробництва труб для газопроводів найбільш прогресивний, тому що завдяки наявності двох шарів забезпечується значно більша міцність цих труб у порівнянні з одношаровими.
При дослідженні міцності труб різної конструкції був зроблений висновок, що високу міцність, особливо в умовах північних районів, має багатошарова труба. Тому Інститутом електрозварювання ім. Е.О.Патона разом із ВНДІметмашем і ЕЗТМ розроблена технологія виробництва газопровідних труб, у яких стінка складається з п'яти й більше смуг, накладених одна на одну, а також трубозварювального стану, необхідного для цієї мети. На цьому стані налагоджене виготовлення багатошарових труб. Досвід його конструювання й експлуатації дають необхідну інформацію для наступного розвитку виробництва багатошарових труб у великих масштабах і створення відповідного устаткування.
Стани для виробництва зварених особливо тонкостінних труб з відношенням діаметра до товщини стінки більше 100–200. Формування труб з таким великим відношенням діаметра до товщини стінки значно простіше здійснюються із застосуванням спірального шва, ніж поздовжнього. Для виробництва труб діаметром від 150 до 1000 мм одержав поширення спосіб з використанням радіочастотного (або стиковий, або внахльост) зварювання крайок з роздавлюванням шва.
Вихідним матеріалом для труб з товщиною стінки менш, ніж 1,5–2,5 мм, служить холоднокатана смуга, а більше 2,5–3,5 мм – гарячекатаний штрипс. Цей спосіб реалізований на декількох спеціально для цієї мети створених ВНДІметмашем станах досить простої і малогабаритної конструкції. Ці стани успішно працюють на Луганському трубному заводі ім. Якубовского, на Новолипецькому металургійному заводі й інших підприємствах з виробництва тонкостінних труб для меліорації.
Трубопрокатні стани застосовують для виробництва багатьох видів сталевих труб, які не вдається або менш вигідно робити звареними.
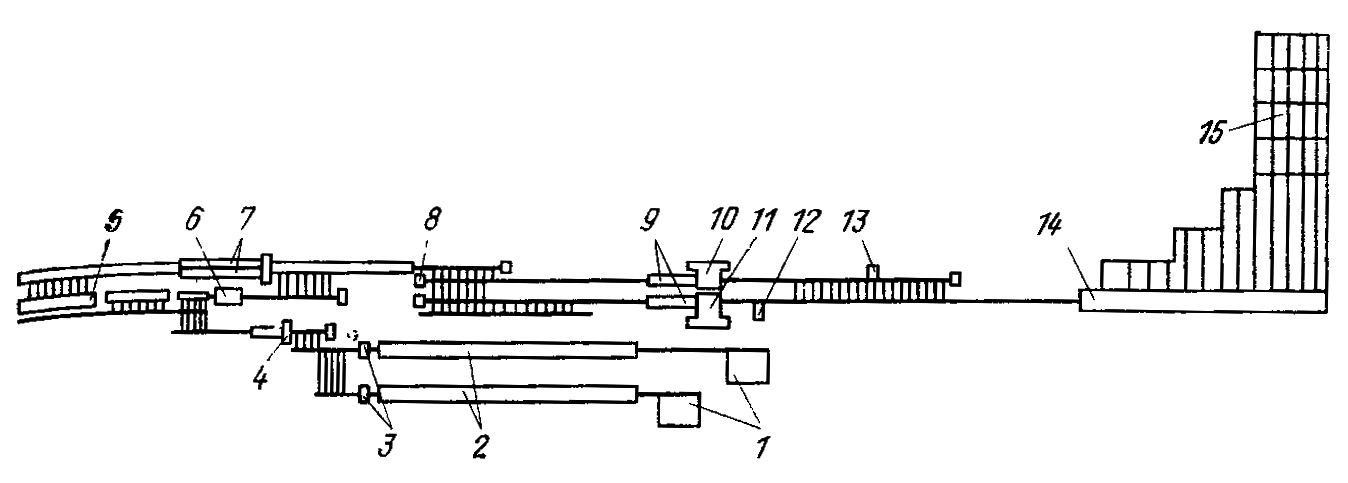
Рисунок 14.12 – Схема трубопрокатного довгооправочного стану (агрегати з безперервним станом) 30–102:
1 – прийомні ґрати завантажувальної ділянки; 9 – нагрівальні індукційні печі;
2 – секційні печі швидкісного нагрівання; 10 – калібрований стан;
3 – ділильні ножиці; 11 – редукційний стан;
4 – прошивний стан; 12 – летючі ножиці;
5 – ділянка охолодження оправлень;
6 – безперервний стан; 13 – дискова стаціонарна плита для розрізування труб;
7 – витягувач оправлень; 14 – барабанний скидач труб;
8 – дискова пилка для відрізання задніх кінців; 15 – холодильник.
З найцікавіших трубопрокатних станів слід зазначити два типи:
1) довгооправочний безперервний (рис. 14.12), введений в дію на Першоуральському та Нікопольському трубних заводах;
2) короткооправочний тандем (трубний завод ім. К. Либкнехта у Дніпропетровську й у Сичарську).
Стани цих обох систем варто визнати найбільш продуктивними й найефективнішими при виробництві безшовних труб діаметром до 150 мм.
Довгооправочні стани в основному призначаються для прокатки великих партій тонкостінних труб. Головні їхні переваги полягають у наступному:
1) на безперервному довооправочному стані вдається прокатувати труби з меншою товщиною стінки й більш високої якості, ніж на станах типу Штифеля;
2) безперервний стан характеризується набагато більшою продуктивністю. Завдяки освоєнню прокатки на безперервному стані подовжених труб, довжина яких становить близько 28 м, і застосуванню підвищених швидкостей прокатки річна продуктивність на стані 30–102 Першоуральського заводу перевищує 650 тис. т;
3) збільшена довжина труб, що прокатуються на безперервному стані, сприяє підвищенню ефективності застосування редукційних розтяжних станів. У цьому випадку знижуються питомі відходи на кінці зі стовщеною стінкою, а процес зменшення товщини стінок кінців вихідної труби, що успішно застосований на довгооправочному стані, відбувається більш стабільно.
Позитивний досвід експлуатації безперервних довгооправочних станів Першоуральського й Нікопольського заводів дозволяє зробити висновок, що вітчизняній промисловості необхідний третій довгооправочний безперервний стан, призначений для прокатки труб трохи більшого діаметра, порядку 40–140 або 40–160 мм. З огляду на те, що на цьому стані представляється можливим збільшити довжину труб, що прокатуються, приблизно до 40–50 м, на безперервному стані продуктивність усього агрегату може бути доведена до 1,2–1,4 млн. т/рік.
Короткооправочні стани тандем системи ВНДІметмаша й ЕЗТМ можуть виявитися вигідніше безперервних станів для виробництва безшовних труб при великій кількості замовлень різного сортаменту. На цих станах перехід із прокатки труб одного діаметра на іншій простіше, ніж у безперервних.
У порівнянні з короткооправочними станами системи Штифеля, ці стани відрізняються більшими перевагами.
Уперше у світовій практиці при виробництві безшовних труб на згаданих короткооправочних станах тандем вдалося здійснити прямий потік руху труб на всіх операціях при їхній обробці: прошиванню, поздовжній прокатці на короткому оправленні у два проходи без зворотного руху, розкочуванню (риллингованню) і калібруванню (рис. 14.13). Крім цієї потоковості в русі труб, що забезпечила надійну автоматизацію й більш зручне обслуговування всього стану, він характеризується ще однією великою перевагою. У ньому для поздовжньої прокатки завдяки виключенню зворотного руху труби й необхідності для цієї мети розсування валків вдалося застосувати робочі кліті напруженої, тобто жорсткої конструкції. Ефект, досягнутий у результаті застосування цих клітей, виявився досить істотним. Точність труб, що прокатуються, значно підвищилася.
Характеристика перших двох станів, виконаних по цій схемі, наведена нижче.
Вихідна заготовка, мм:
діаметр 100–150
довжина 800–4000
Розмір труб, що прокатуються, мм:
діаметр 33–146
товщина стінки 3,25–18
довжина до 13 500
Продуктивність стана, т/рік 220 000
Створення таких короткооправочних станів тандем – значний крок у розвитку трубопрокатних станів, і вони безсумнівно замінять стани типу Штифеля. Створення такого стану для труб діаметром до 400 мм стане одним з найближчих завдань конструкторів.
Стани для холодної прокатки труб. Існуючі стани для холодної прокатки труб валкового типу періодичної дії або так звані стани рокрайт не дозволяли прокатувати труби з малою товщиною стінки й цілком гладкою поверхнею.
Тому ВНДІметмашем приділена велика увага створенню нової технології холодної прокатки труб.
Почавши роботу в цьому напрямку ще наприкінці 40-х років, ВНДІметмашем вже в 1951 р. був побудований і успішно уведений у лад на Нікопольському південнотрубному заводі перший дослідно-промисловий стан оригінальної конструкції, що дозволяє одержувати поверхні високої якості по чистоті й точності геометричних розмірів труби з товщиною стінки до декількох сотих часток міліметра. В 1959-1960 р. у СРСР було пущено два великих цехи, оснащених новими станами цього типу, що дозволило в той час повністю забезпечити потребу народного господарства в холоднодеформованих
|
|
|
|
Рисунок 14.13 – Схема трубопрокатного короткооправочного стана (агрегату) тандем системи ВНДІметмашу й ЕЗТМ: 1 – кільцева піч; 2 – прошивний двохвалковий стан; 3 – перша й друга кліті тандем; 4 – обкатані трьохвалкові кліті; 5 – індукційні нагрівачі; 6 – калібрований стан; 7 – редукційний стан; 8 – летюча пилка. |
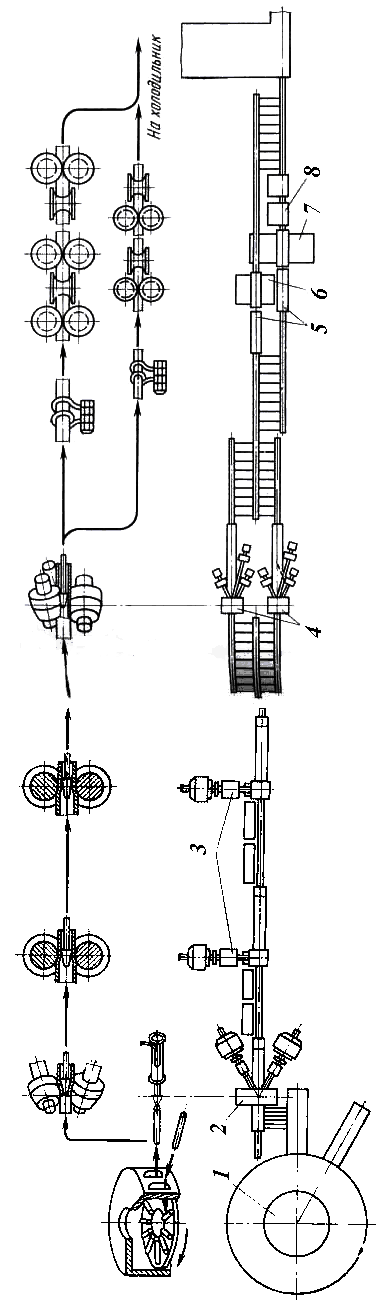
прецизійних тонкостінних трубах діаметром від 8 до 120 мм. Ці стани спочатку виготовляли на Дослідному заводі ВНДІметмашу, а потім було налагоджено їхнє серійне виробництво на АЗТМ.
Особливості принципово нового процесу холодної прокатки труб роликами (ХПТР), що забезпечили рішення складної технічної проблеми, полягають у тім, що як робочий інструмент використовують валки-ролики малого діаметру без підшипникових опор, що розгортають метал трубної заготовки на гладкому циліндричному оправленні. Завдяки застосуванню в робочій кліті трьох і більше роликів різко зменшується глибина врізання струмка, що дозволяє звести до мінімуму ковзання між металом труби й роликом, а це й обумовлює високу чистоту поверхні труб, що прокатуються.
Ролики своїми короткими цапфами опираються на профільовані планки, укладені в масивну товстостінну обичайку, що є одночасно й корпусом робочої кліті. Для системи ролик – опорна планка – робоча кліть характерна більша жорсткість, на порядок перевищуюча жорсткість системи на валкових станах типу рокрайт. Завдяки цьому забезпечується висока точність готових труб.
Створення й широке впровадження унікального устаткування, що не має закордонних аналогів, у значній мірі прискорили технічний прогрес у виробництві холоднодеформованих труб. Новий процес знайшов широке визнання й за кордоном. За період з 1965 по 1974 р. тільки у високорозвинені капіталістичні страти було продало більше 50 таких станів.
Продовжується вдосконалення станів ХПТР у напрямку як розширення їхніх можливостей, так і підвищення продуктивності. Оснащення станів змінними валковими клітями різко підвищує ефективність виробництва, коли поряд з особливо тонкостінними потрібна прокатка відносно товстостінних передільних труб.
Створення більш продуктивних станів ХПТР іде по шляху збільшення числа труб, що прокатуються одночасно. Наприклад двониткових станів для готових труб діаметром від 6 до 15 мм.
Іншим напрямком, мета якого підвищити продуктивності станів для холодної прокатки труб, є збільшення швидкості прокатки. До реальних способів рішення цього завдання належить або розробка процесу безперервної холодної прокатки труб, або створення планетарного стану.
Великий інтерес представляє планетарний стан для прокатки мідних труб. Переваги цього стану, крім підвищеної продуктивності, полягають в тому, що прокатку на ньому вдалося освоїти на плаваючому оправленні без пауз зі згортанням труби при виході з валків у бунт.
Стан використовують головним чином для прокатки труб квадратного перетину з мідних сплавів. Зовнішні розміри труб становлять від 11,5×11,5 до 8×8 мм, внутрішній діаметр у межах 9,6–5,5 мм.
ДЕТАЛЕПРОКАТНІ СТАНИ
Прокатка завдяки безперервності процесу є самим продуктивним способом формоутворення металу. Тому доцільно використовувати прокатку не тільки для виготовлення профільних металевих виробів, у тому числі листів і труб, але й багатьох інших виробів і особливо заготовок для різних деталей машин.
Перші практичні кроки в цьому напрямку зроблені ще в ХІХ сторіччі. Тоді були створені спеціальні стани й на них освоєна прокатка для залізничного транспорту бандажів, центрів для коліс, а потім і самих коліс.
У двадцятих роках минулого сторіччя почалося застосування кільцепрокатних станів для одержання великих кілець, зокрема для підшипників кочення великих діаметрів і бандажів зубчастих коліс.
Але найбільш значні успіхи в цій області досягнуті, починаючи з 1945 р. у ВНДІметмаші, коли була організована систематична дослідно-конструкторська й дослідницька робота з вишукування способів прокатки різних виробів, які доти обробляли менш продуктивними методами.
Здебільшого кожен із цих виробів вимагав розробки нової схеми прокатки й відповідно до цієї схеми створення спеціалізованого прокатного стану. Так були створені й широко застосовані на багатьох заводах стани шаропрокатні, роликопрокатні, вісепрокатні, втулочнопрокатні, зубопрокатні й цілий ряд інших.
Завдяки створенню цих станів прокатка тепер стала також процесом, застосовуваним на машинобудівних заводах.
Основні переваги цих станів складаються:
у високій продуктивності;
автоматизації, що досягається завдяки безперервності процесу;
підвищенню точності виробів, що прокатуються, і, як наслідок, більш ощадливому використанню металу.
У ряді випадків, як, наприклад, при прокатці зубчастих коліс, поліпшені міцнісні властивості продукції.
У зв'язку з подальшим розвитком у машинобудуванні масового виробництва однотипних деталей і необхідності, як це відзначалося вище, зниження витрати металів, застосування станів цього призначення з кожним роком розширюється.
Одночасно зі збільшенням номенклатури виробів, які вигідно робити прокаткою, розробляють нові схеми прокатки й конструкції прокатних станів відповідно формі виробів.
Особливо велике поширення одержують стани для формоутворення й обробки виробів, близьких до тіл обертання. Виявилося, що для значної частини виробів, використання методів гвинтової й поперечної прокатки досить ефективно.
Дослідники, що займалися цим процесом раніше, помітили, що при зазначеній деформації з'являються внутрішні розриви металу й порожнини. Тому гвинтову прокатку широко використовували лише при виробництві безшовних труб. У зв'язку із цим установилася думка, що як поперечна, так і гвинтова прокатка не придатні для обробки суцільних виробів через розриви, що з'являються в центральній частині заготовки. Детальні дослідження, проведені у ВНДІметмаші, дозволили з'ясувати багато закономірностей у гвинтовій і поперечній прокатці й знайти способи запобігання розривів, а також на основі цієї схеми пластичної деформації розробити ряд нових технологічних процесів, що дозволяють прокатувати багато деталей і заготовки машинобудування як порожні, так і суцільні.
Залежно від розміру виробу, що прокатується, і загальної маси виробленої продукції стани цього призначення варто встановлювати в одних випадках на металургійних заводах, а в інші – на машинобудівних.
За останні роки створені й одержали широке поширення численні системи деталепрокатних станів. Найбільш повне уявлення про основні типи цих станів може дати їхня зразкова класифікація. Так, залежно від характеру виконуваної формозміни й відповідно призначення розрізняють стани:
1) гвинтової прокатки у гвинтових калібрах;
2) гвинтової прокатки зі змінним положенням осей валків;
3) поперечної прокатки з поясом, що рухається, деформації уздовж виробу, що прокатується, або клинової прокатки;
4) зубопрокатні;
5) поздовжньо-гвинтової прокатки;
6) поздовжньої прокатки тіл обертання (кілець, дисків та ін.).
За чергою цієї зразкової класифікації розглянемо стани, що показали найбільш високу ефективність в умовах їхньої тривалої експлуатації.
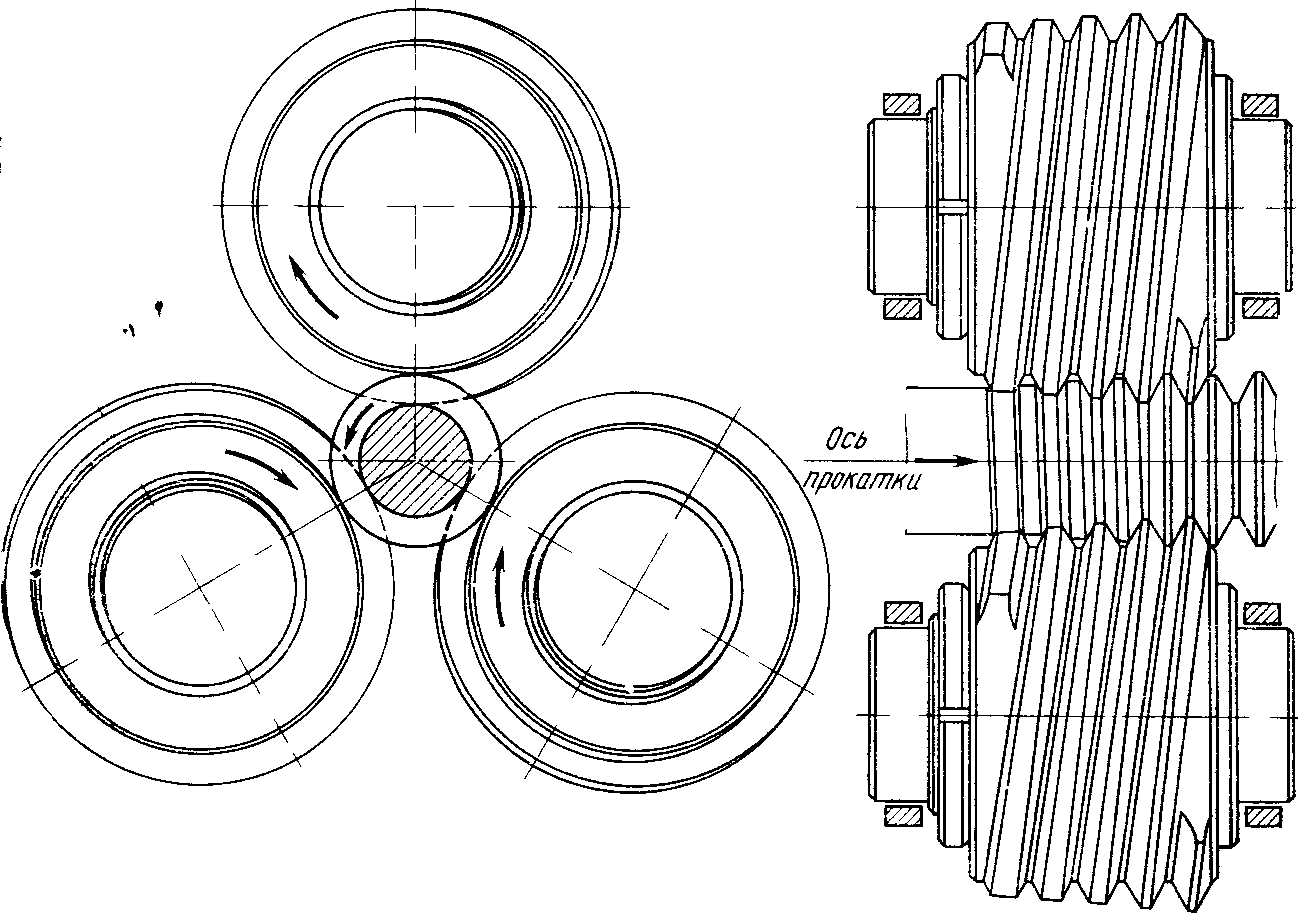
Стани гвинтової прокатки у гвинтових калібрах засновані на деформації вихідного круглого прутка шляхом його вгвинчування в міжвалковий простір, утворений двома або трьома обертовими валками із гвинтовими калібрами. Як обертальний, так і поступальний рух прутка досягаються обертанням валків і відповідним нахилом їх до осі прутка. Деформація прутка при цьому здійснюється за рахунок зміни форми витків на валках, що поступово наближається до необхідної конфігурації й розмірів виробу, що прокатується.
Цей процес має широкі можливості, і він виявився досить ефективним для прокатки:
1) черв'яків, великих гвинтів і інших суцільних виробів із гвинтовою або поперечно-оребреною поверхнею;
2) коротких суцільних тіл обертання (куль, роликів та ін..);
3) різних пустотілих виробів (кілець, втулок, оребрених труб та ін.).
Прокатка в гвинтових калібрах гвинтів у порівнянні із широко розповсюдженим способом накочування різьблення поперечною прокаткою має ту перевагу, що виріб обробляється не відразу протягом всієї довжини різьблення, а ділянкою, що рухається уздовж осі виробу (рис. 14.14). Отже, цим методом можна одержувати різьблення на гвинтах необмеженої довжини й практично з необмеженим кроком, що не вдається накочувати на існуючих верстатах.
|
|
Рисунок 14.14 – Схема безперервної прокатки в гвинтових калібрах різьблення необмеженої довжини за способом ВНДІметмашу. |
Метод прокатки у гвинтових калібрах також широко поширився для виготовлення гвинтів домкратів, черв'яків, гвинтів механізмів шахтного кріплення, ходових гвинтів, для верстатів, роторів гвинтових компресорів та ін.
Прокатка здійснюється двома або трьома валками, осі яких нахилені до осі заготовки під кутом. Має застосування прокатка гвинтів з крупним різьбленням будь-якого профілю. Гвинти із кроком до 8 мм прокатують у холодному стані, гвинти з більшим кроком – у гарячому. Продуктивність при прокатці різьблення становить 0,3–1,2 м/хв., що в 10–20 разів перевищує продуктивність при нарізуванні різьблення на токарських й різьбофрезерувальних верстатах. Економія металу при цьому становить 10–15%. Гвинти, отримані прокаткою, характеризуються більш високою міцністю й твердістю робочої поверхні, що є їхньою істотною перевагою, що забезпечує підвищення несучої здатності й зносостійкості в порівнянні із гвинтами, виготовленими обробкою різанням.
При холодній прокатці різьблення зовнішні шари металу одержують волокнисту структуру, орієнтовану по профілю різьблення й ущільнену по западині. Твердість зовнішніх шарів в 1,4–1,5 рази перевищує твердість основного металу заготовки.
Випробуваннями встановлено, що при статичних навантаженнях зріз різьблення у прокатаних гвинтів відбувається під зусиллями, що на 20–25% перевищують руйнуюче зусилля для нарізаного різьблення. Міцність при втомленісному симетричному вигині вище в 2,2 рази, а при втомленісному змінному розтяганні – приблизно в 2,6 рази.
Застосування прокатки для виготовлення гвинтів досить ефективно не тільки в масовому й крупносерійному виробництві, але й при виготовленні порівняно невеликих партій.
|
|
Одним із прикладів може служити розроблений ВНДІметмашем спосіб обробки черв'яків. Профіль зуба виходить досить точним, що дає змогу залишати припуск тільки на наступне шліфування (рис. 14.15). Це дозволяє сполучити процеси прокатки з наступним загартуванням. У результаті застосування цього способу виробництва черв'яків на двох редукторних заводах (у Петербурзі й у Борші) зекономлено 20–25% металу й продуктивність праці підвищена в 10–12 разів. Аналогічний процес прокатки | |
|
Рисунок 14.15 – Заготовка черв'яка для редуктора автомобільного крану, прокатана на станах ВНДІметмаша. | ||
|
|
розроблений (під керівництвом М.М. Волкова) для обробки роторів гвинтових компресорів (рис. 14.16), застосування його скорочує витрати металу на 35–40% і підвищує продуктивність праці в 3–5 разів. Цей спосіб успішно використаний у | |
|
Рисунок 14.16 – Прокатана заготовки роторного вала гвинтового компресора. | ||
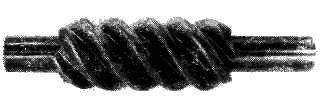
Петербурзі на заводі «Арсенал», де щорічна економія становить 1,5 тис. т. металу.
Стани для прокатки у гвинтових калібрах щодо коротких тіл обертання характеризуються тим, що в останньому витку калібра реборди зроблені більш високими, щоб перешийок між виробами був можливо менше з метою повного відділення прокатаного виробу від іншої частини заготовки (рис. 14.17).
Цей процес прокатки розроблений ВНДІметмашем (під керівництвом С.П. Грановського) і вперше застосований на Першому державному підшипниковому заводі для прокатки куль діаметром 25–50 мм.
|
|
Завдяки ефективності процесу прокатки в порівнянні з іншими способами виробництва куль ВНДІметмашем разом з ЕЗТМ створені спеціалізовані кульопрокатні стани (рис. 14.18), широко застосовувані на багатьох підприємствах («Азовсталь», Дніпровському ім. Дзержинського, Нижньотагільскому, Кузнецькому та ін.). За останні роки потреба в сталевих кулях, головним чином для кульових млинів, сильно зросла й досягла 0,6 млн. т/рік. У цей час вона повністю задовольняється завдяки організації виробництва куль зазначеним методом. Кульопрокатні стани системи ВНДІметмаш - ЕЗТМ поставляються в Англію, Швецію, ФРН, Болгарію й інші країни, де їх успішно використовують для підшипникової промисловості й прокатки куль для млинів. Наступні дослідження, виконані в ВНДІметмаші, показали, що гвинтову прокатку можна з успіхом |
|
Рисунок 14.17 – Схема прокатки куль: 1 – проводки; 2 – вид зверху. |

застосовувати для формоутворення багатьох інших тіл обертання невеликої довжини.
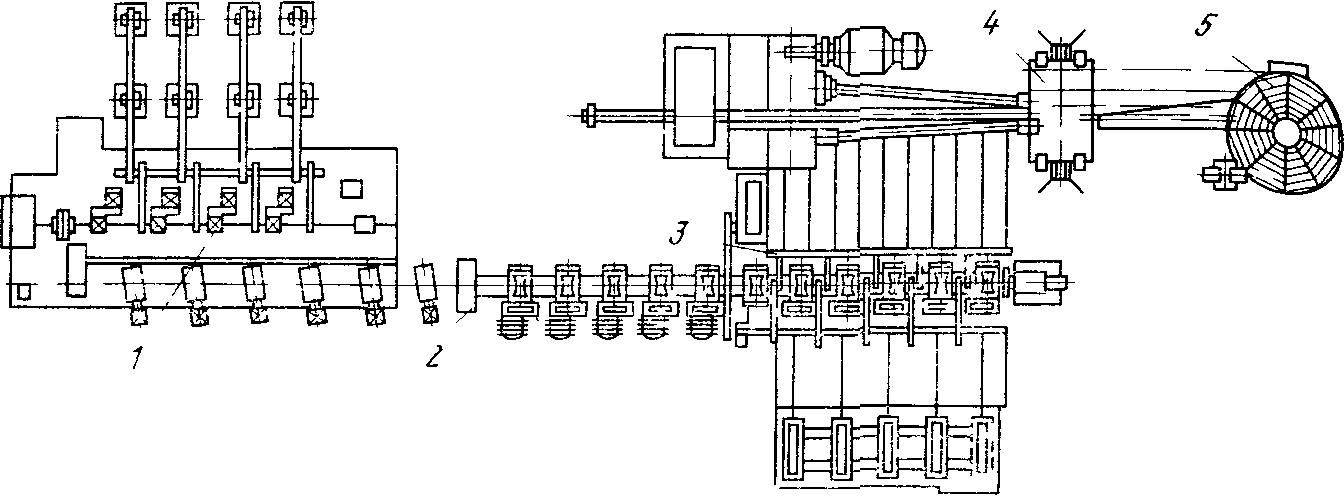
Рисунок 14.18 – Схема кульопрокатного cтaна:
1 – склад вихідних заготовок; 4 – робоча кліть;
2 – нагрівач; 5 – прийомний контейнер для куль.
3 – механізм для передачі нагрітої заготовки в стан;
У результаті цих досліджень була освоєна в промислових умовах прокатка роликів, заклепок, цильпепсів, що представляють циліндри діаметром близько 20 мм (рис. 14.19), використовувані для тонкого помелу цементу, і осей для пластинчастих ланцюгів. Питання про прокатку цих осей виникло у зв'язку з механізацією тваринницьких ферм і величезною потребою у розбірних пластинчастих ланцюгах для кормороздавальників. Для цих цілей треба було кілька десятків мільйонів осей щорічно. Для організації виробництва цих осей традиційним методом знадобилося б 160 токарських автоматів.
Завдяки освоєнню ВНДІметмашем формоутворення осей методом гвинтової прокатки (рис. 14.20) вдалося різко підвищити продуктивність праці; стан прокатує 6–7 тис. осей у годину, а токарський автомат може випускати близько 150 осей у годину, тобто приблизно в 40–45 разів менше. Крім того, разом із заміною 160 токарських автоматів чотирма станами була знижена на 14% витрата металу, що йшов раніше в стружку.
|
|
Стани для гвинтової прокатки у гвинтових калібрах пустотілих виробів також досить ефективні. У головну частину на лінії такого стану додають машину для прошивання, тобто невеликий косовалковий прошивний стан (рис. 14.21). Такі стани, створені ВНДІметмашем, успішно експлуатують на Харківському велосипедному заводі. На першому із цих станів прокатують заготовки для |
|
Рисунок 14.19 – Схема прокатки роликів (цильпепсів): а – вид зверху; б – вид збоку. |
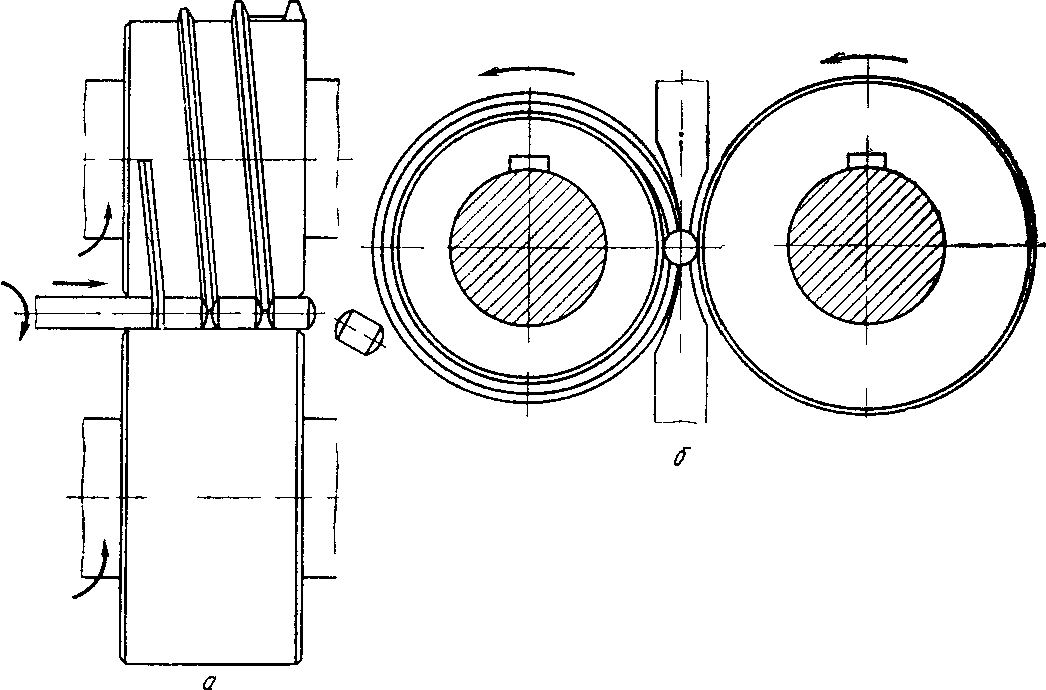
втулок заднього колеса велосипеду.
Вихідним металом для прокатки служить нагрітий циліндричний пруток діаметром 60 мм, що прошивають обертовими косо розташованими валками, перетворюючи його в товстостінну гільзу. Гільзу без додаткового підігріву перекочують
|
|
на оправці гвинтовою прокаткою в профільовану трубу довжиною 2500 мм, що представляє собою групу кільцевих заготовок, з’єднаних між собою перемичками. Цей технологічний процес характеризується вельми високою продуктивністю, причому в якості вхідного металу використовують дешеву заготовку – звичайний круглий сортовий прокат. Крім того, застосування прокатки замість кування дозволяє наблизити форму та розміри заготовок до форми та розмірів готового виробу, а безперервність процесу прокатки дає змогу порівняно простими заходами повністю механізувати і автоматизувати виробництво заготовок. Застосування прокатки таких заготовок замість кування на горизонтально-кувальних машинах скорочує витрати металу при виготовленні кожної втулки з 1,0 до 0,7 кг, збільшує продуктивність із 1000 до 7000 заготовок у зміну й дає можливість повністю механізувати й автоматизувати виробництво втулкових заготовок. |
|
Рисунок 14.20 – Схема прокатки осей пластинчастих ланцюгів (вид зверху). |
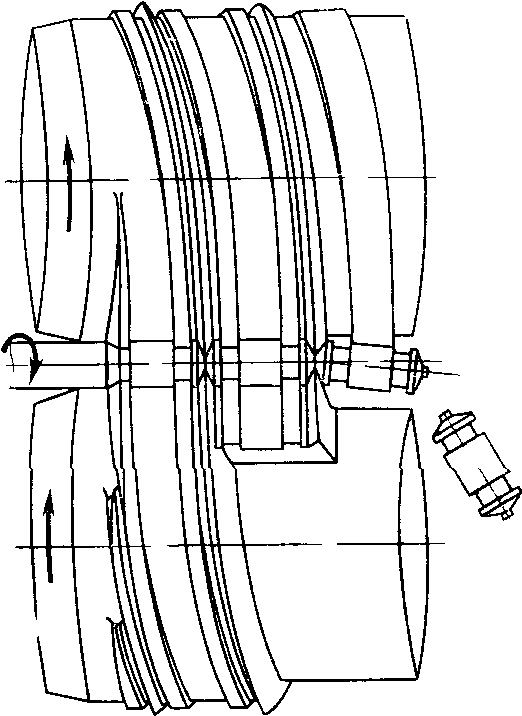
Аналогічний процес прокатки й конструкція спеціалізованого прокатного стану створені ВНДІметмашем і освоєні для виробництва заготовок кілець конічних роликопідшипників із зовнішнім діаметром 60–110 мм (рис. 14.22).
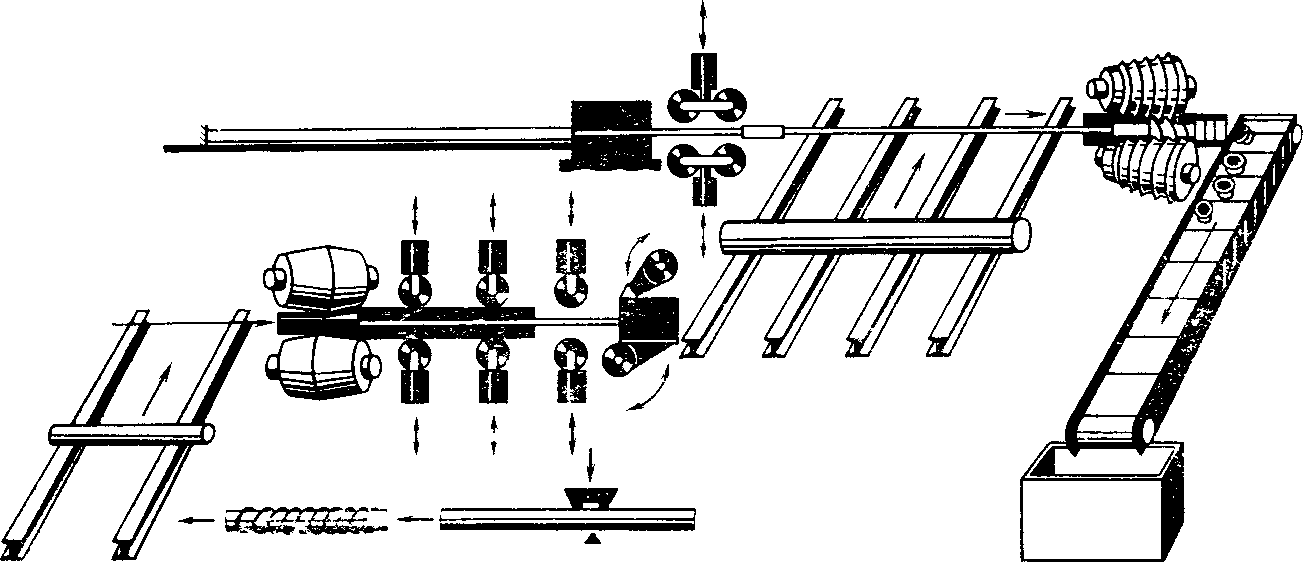
Рисунок 14.21 – Схема стану для прокатки втулкових і кільцевих виробів.
|
|
Цей процес, у порівнянні з існуючим способом виробництва кілець із труб, забезпечує економію до 28% легованої сталі й підвищення продуктивності праці як при виробництві заготовок, так і при подальшій токарській обробці кілець. Продуктивність першого промислового стану на I ГПЗ склала 20 млн. заготовок у рік. На станах розглянутого |
|
Рисунок 14.22 – Схема прокатки заготовок підшипникових кілець |
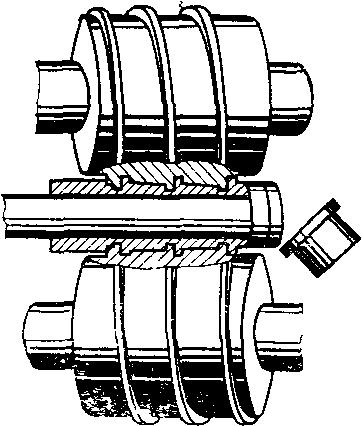
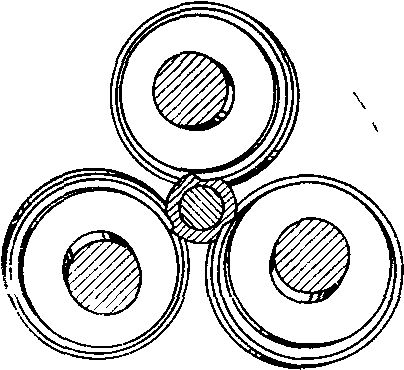
типу освоєно також виробництво труб з поперечними ребрами із чорних і кольорових металів і спеціальних сплавів.
Процес прокатки цих виробів, розроблений ВНДІметмашем (під керівництвом Ф. П. Кірпічнікова), сприяв організації виробництва ребристих труб (рис. 14.23) найбільш ефективних за теплопередачею й економічних в виготовленні. Завдяки освоєнню прокатки ребристих труб широке застосування в теплообмінній апаратурі одержали алюмінієві труби замість труб з мідно латунних сплавів.
|
|
Там, де за умовами експлуатації не можна використовувати алюмінієві труби, виготовляють біметалічні ребристі труби з різних металів: латунь – алюміній, мідь – алюміній, сталь – алюміній (алюміній зовні) та ін. Стани для прокатки ребристих труб системи ВНДІметмаша успішно експлуатують на ряді заводів з 1961-1962 р. Продуктивність їх залежно від розмірів і типів ребристих труб становить 1,0–6,0 м/хв. Собівартість прокатаних ребристих труб усього на 10–15% перевищує вартість вихідних |
|
Рисунок 14.23 – Труби з високим коефіцієнтом оребрення, прокатані на станах ВНДІметмаш – АЗТМ. |
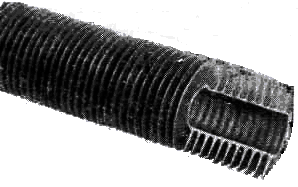
заготовок гладких труб, а їхнє використання в 1,5–2,5 рази скорочує споживання гладких труб по масі й в 2–4 рази по метражу.
Великий ефект також досягається застосуванням станів гвинтової прокатки із гвинтовими калібрами для виробництва спіральної бурової сталі. Існуючий спосіб виробництва цієї сталі методом скручування не забезпечував достатньої точності кроку спіралі, а одержання центрального отвору вважалося невирішеною проблемою.
У зв'язку з цим ВНДІметмашем розроблена принципово нова технологія бурової сталі, заснована на застосуванні прокатки у гвинтових калібрах (рис. 14.24). Це гарантувало сталість і точність. Утворення внутрішнього отвору досягається тим, що в системі стану передбачається виконання двох попередніх операцій: прошивання суцільної заготовки в гільзу й редукування гільзи з метою зменшення діаметру внутрішнього отвору до необхідного.
|
|
Застосування нової бурової сталі поліпшило умови праці шахтарів у результаті зниження запиленості повітря в шахтах, зменшення вібрації й підвищення швидкості буравлення на 10–15%. Стани гвинтової прокатки з мінливим положенням осей валків застосовують для виробництва валів і осей змінного діаметра й великої довжини (у середньому, коли відношення довжини до діаметра перевищує більше 10–20). До таких виробів відносять, наприклад східчасті й конічні осі типу вагонних осей, торсіонні вали, півосі автомобілів, шпинделі текстильних веретен і багато інших. Ці деталі зазвичай виготовляли механічною обробкою зі звичайного круглого прокату, а також із заготовок, одержуваних куванням або штампуванням. При першому способі виготовлення деталей до 35% металу йшло в стружку, при цьому великий парк металорізальних верстатів |
|
Рисунок 14.24 – Бурова сталь із отвором, прокатана по способу ВНДІметмаша. |

завантажували непродуктивними обдирними роботами.
При обробці таких деталей великий ефект був отриманий у результаті застосування оригінального методу гвинтової прокатки, розробленого ВНДІметмашем. На підставі досліджень удалося встановити умови, при яких у центральній зоні виробу не виникає порожнин або пухких ділянок, спостережуваних при звичайних процесах гвинтової прокатки. Одна із цих умов – обробка трьома валками дискової або конічної форми на обмеженій ділянці по довжині виробу. При цьому для забезпечення більш сприятливих умов гвинтової прокатки без пухких ділянок у серцевині заготовки створюється осьовий натяг.
Зміна діаметра виробу під час прокатки здійснюється розсуванням або зближенням валків за допомогою гідравлічних циліндрів, керованих спеціальною системою, що стежить (рис. 14.25).
|
|
Процес одержання круглих періодичних профілів на цих трьохвалкових станах ефективний при виробництві більшості заготовок круглого перетину замість кування (півосі автомашин, вагонні осі й ін.). У цьому випадку підвищується точність заготовок і завдяки цьому усуваються обдирні операції на металорізальних верстатах (вали електродвигунів, осі вагонеток, шпинделі веретен і ін.). |
|
Рисунок 14.25 – Схема прокатки круглих профілів змінного перетину. |
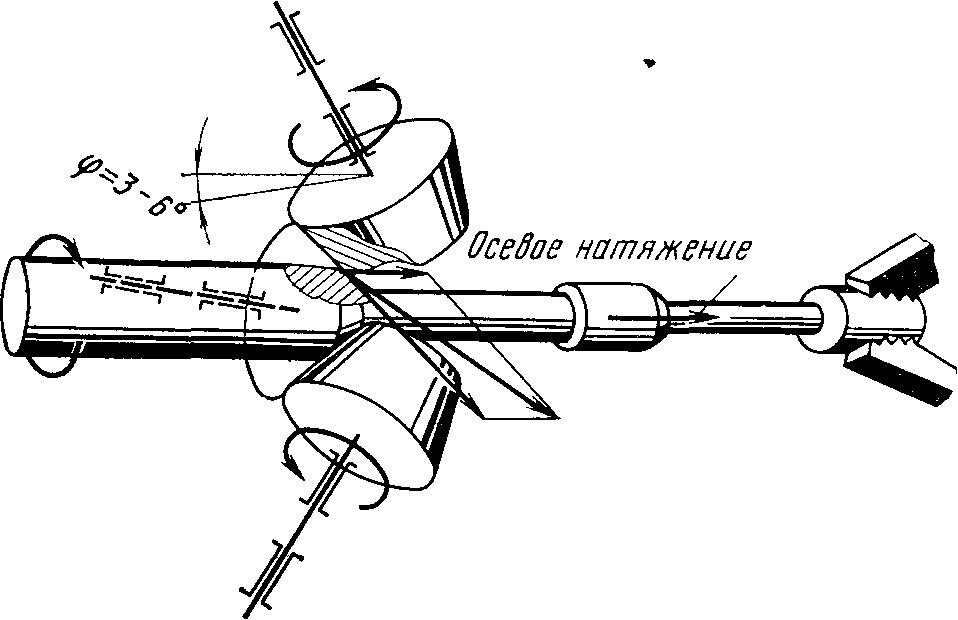
Цей процес дозволяє також раціоналізувати виготовлення кувань. Прокатану заготовку доцільно використовувати як підкат для кривошипних пресів, продуктивність яких при цьому зростає.
ВНДІметмашем (під керівництвом Е. И. Левина, Е. А Стоща-Жукевича, З.П. Мілютіна, Т.А. Шишовой) разом з ЕЗТМ і АЗТМ розроблений ряд автоматизованих станів для гвинтової прокатки круглих періодичних профілів діаметром від 10 до 220 мм і довжиною від 700 до 4000 мм (стани 10, 20, 50, 70, 80, 100, 120 і 250). Ці стани для прокатки періодичних профілів невеликого розміру встановлюють на машинобудівних заводах з масовим виробництвом, а великі стани 120 і 250 – на металургійних заводах.
Так, наприклад, на Дніпровському металургійному заводі працює стан 120, де організована прокатка періодичних профілів і заготовок для деталей 80 найменувань, таких, як вали електродвигунів, осі котків для тракторів, штанги бурових машин і т.д.
Великим досягненням у цій області стала спільна робота ЕЗТМ, ВНДІметмашу, Дніпровського заводу й українського Гіпромезу по створенню першого у світовій практиці стану для прокатки осей вагонів магістральних залізниць.
Стан являє собою комплексну автоматизовану лінію від вихідної заготовки до готової осі продуктивністю більше 340 тис. осей у рік.
Вихідним матеріалом служить кругла осьова заготовка, яку зазначеним методом обробляють на стані гвинтової прокатки.
Застосування цього стану дає значну економію металу, що становить 15–20 тис. т у рік за рахунок зменшення маси вихідної заготовки й шляхом зниження припусків на токарську чистову обробку. Знімання стружки при механічній обробці знижується на 40–60 кг для кожної осі.
Стани для поперечної прокатки з поясом деформації, що рухається уздовж виробу, досить ефективні для формоутворення різних східчастих валків і осей з різкими й значними переходами діаметрів заготовки.
Сутність цього процесу прокатки полягає в тому, що обробка відбувається внаслідок зосередженого обтиснення на невеликій ділянці виробу, що прокатується. Завдяки цьому створюються сприятливі умови для зсуву металу в напрямку осі виробу й усувається можливість утворення порожнини або інших дефектів.
Стани, що виконують цей процес, дуже ефективні, тому що вони забезпечують високу точність валів, що прокатуються, у межах ±0,5–1% діаметра Вали й осі, прокатані на цих станах, не мають потреби в токарській обробці, їх можна відразу направляти на шліфування (рис. 14.26, а, б).

Рисунок 14.26 – Вали, прокатані на стані системи ВНДІметмаша:
а – для електродвигуна; б – для автомобільної коробки передач.
Наприклад, стан такого типу із клиновими валками, установлений на Харківському електротехнічному заводі, прокатує вали електродвигунів із припуском на шліфування. Продуктивність стану – 240 валів у годину. Тільки перехід на прокатку валів електродвигунів серії А–4 дає економію металу 5000 т/рік.
Прокатка заготовок клиновими валками може бути здійснена як зі штучної, так і з пруткової заготовки з наступним відділенням готового виробу від прутка ножами, змонтованими на робочих валках наприкінці ділянки, що калібрує. Прокатка одного виробу відбувається за один оберт валків.
Вже розроблені шість типорозмірів автоматизованих станів для прокатки заготовок діаметром 22–130 мм і довжиною 40–600 мм.
Стан, працюючий на Львівському конвеєробудівному заводі, прокатує заготовки із прутка з великою продуктивністю, без зупинки валків. Це досягається тим, що на валках слідом за ножем неповної висоти, що надрізає заготовки й поміщений наприкінці ділянки валка, що калібрує, змонтована гвинтова транспортуюча реборда, а на останній ділянці валка слідом за ребордою розміщені ножі повної висоти для відрізки готового виробу, причому всі ділянки виконані із плавними переходами від однієї до іншої.
З метою одержання виробів з більшим обтисненням по діаметру прокатку на деяких станах здійснюють одночасно у двох позиціях.
Кожний валок виконаний із двома бочками, що мають різні калібри, що формують, орієнтовані один відносно одного й жорстко закріплені на одному приводному валу єдиною шпонкою. За кожний оберт валків прокатується одна заготовка. У першій позиції робиться підкат, у другий заготовка приймає остаточну форму.
Зубопрокатні стани набули найбільшого застосування при формоутворенні зубів крупномодульних зубчастих коліс і зірочок ланцюгових передач методом поперечної прокатки в гарячому стані.
Ідея формування зубів зубчастих коліс пластичною деформацією нагрітого металу заготовки виникла ще наприкінці ХІХ століття. Винахідниками ряду країн були запропоновані різні способи здійснення цього процесу, найбільш перспективними з яких була прокатка в зубчастих валках.
При цьому способі циліндричну заготовку, нагріту до температури прокатки, поміщають між двома обертовими зубчастими валками. Заготовці передається примусове обертання з певною швидкістю, що відповідає передатному числу між валками й шестернею, що прокатується, а потім відбувається зближення валків. При цьому зуби валків заглиблюються в заготовку й утворюють западину в шестірні, що прокатується. Отримані на заготовці зуби, обкатуючись у зачепленні із зубами валків, отримують евольвентний профіль.
Промисловий стан для прокатки зубчастих коліс обладнаний високочастотним нагріванням. Заготовка, оброблена з торця й зовнішнього діаметру, установлюється в затискний механізм стану й нагрівається за 25–30 сек. секторним індуктором, що одержує живлення від генератора СВЧ з частотою струму 2500 Гц, потужністю 250 кВт. Базою для установки заготовки служить остаточно оброблений її центральний отвір.
Час і режими нагрівання підбирають таким чином, щоб заготовка прогрівалася до 1100–1000°С тільки на певну глибину, а інша її частина мала б більш низьку температуру. Глибина прогріву – важливий технологічний фактор процесу; вона значно впливає на плин металу заготовки в процесі деформації зубів, що прокатуються. Практично встановлено, що глибина прогріву повинна перебувати в межах 2–3 модулів.
Робочі валки стану по торцях мають обмежуючі фаски, діаметр яких вибирають так, щоб у зоні контакту заготовок і валків диски перекривали прогріту ділянку заготовки. В осередку деформації нагрітий метал обмежений холодними ділянками заготовки в радіальному напрямку й обмежуючими дисками в осьовому напрямку. Таким чином, при прокатці забезпечується всебічний стиск, що є найбільш вигідною схемою напруженого стану.
Під час прокатки нагрівання заготовки триває, що виключає можливість різкого охолодження металу, що деформуеться, й створює сприятливі умови для плину металу в западини валка. Такі умови забезпечили одержання прокаткою зубів правильної форми з точністю, достатньою для подальшої обробки, із припуском 0,5–0,6 мм по профілю.
Існує спосіб прокатки зубів крупномодульних зубчастих коліс безпосередньо зі штампованої заготовки. При цьому способі прокатка здійснюється двома операціями (рис. 14.27):
обкатуванням штампованої заготовки в гладких валках з метою одержання необхідних розмірів по діаметру й ширині кільця;
прокаткою обкатаної заготовки в зубчастих валках для одержання зубів.
|
|
Процес на стані заміняє дві операції механічної обробки: обточування поковки по зовнішньому діаметру й торцям і попереднє зубофрезерування. Коливання довжини прокатаних шестірень становить 0,3–0,5 мм; надалі їх піддають чистовому зубофрезеруванню. Допускається припуск під чистове зубофрезерування 0,8–1,2 мм на сторону зуба. Виготовлення шестірень (m = 5–10 мм) із застосуванням прокатки зубів підвищує продуктивність праці в 5–10 разів у порівнянні з |
|
Рисунок 14.27 – Прокатка зубів шестірні на штампованій заготовці з попереднім обкатуванням поверхні, на якій будуть торовані зуби. |
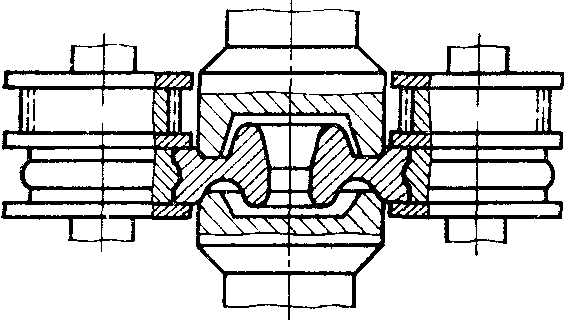
операцією чорнового зубофрезерування, забезпечує економію металу, рівну 15–20% маси заготовок, застосовуваних для зубофрезерування.
Численні стендові випробування й результати промислової експлуатації показали, що міцність і зносостійкість прокатаних зубчастих коліс на 20–25% вище, ніж фрезерованих. Це дозволило зменшити розміри зубчастих передач і відповідно понизити металоємність машини. Цікаво відзначити, що застосування прокатаних зубчастих коліс на Челябінськом тракторному заводі дало можливість при переході на виробництво більш потужного трактора Т–130 зберегти бортовий редуктор трактора Т–100, підвищивши навантаження редуктора на 30%.
Повністю автоматизовані й механізовані стани для здійснення процесу прокатки зубчастих коліс широко застосовують на ряді автомобільних і тракторних заводів.
Стани для прокатки зубчастих коліс можуть бути з успіхом застосовані для прокатки й інших зубчастих деталей, зокрема для зірочок ланцюгових передач.
Прокатка виконується двома зубчастими валками з радіальною подачею. Заготовка встановлюється по внутрішньому отвору на оправлення центрального шпинделя й нагрівається кільцевим індуктором СВЧ. Нагріта заготовка передається в робочі валки для прокатки (рис. 14.28).
|
|
Валки для прокатки зірочок мають профіль, сполучений із профілем зірочки, що прокатується, і нарізуються спеціальним долбяком. Для обмеження осьового плину металу й одержання заданого розміру зірочок по товщині на торцях валків встановлюють обмежуючі диски. Виготовлення зірочок прокаткою дозволяє значно зменшити товщину центральної частини диска зірочки при збереженні товщини по зубчастому зчепленню в заданих розмірах. Так, зірочки з товщиною по зубах 11 мм успішно прокатують на вихідній заготовці товщиною 8 мм. Це дає на одній заготовці діаметром 177 мм економію металу |
|
Рисунок 14.28 – Прокатка зірочок для ланцюгових передач |
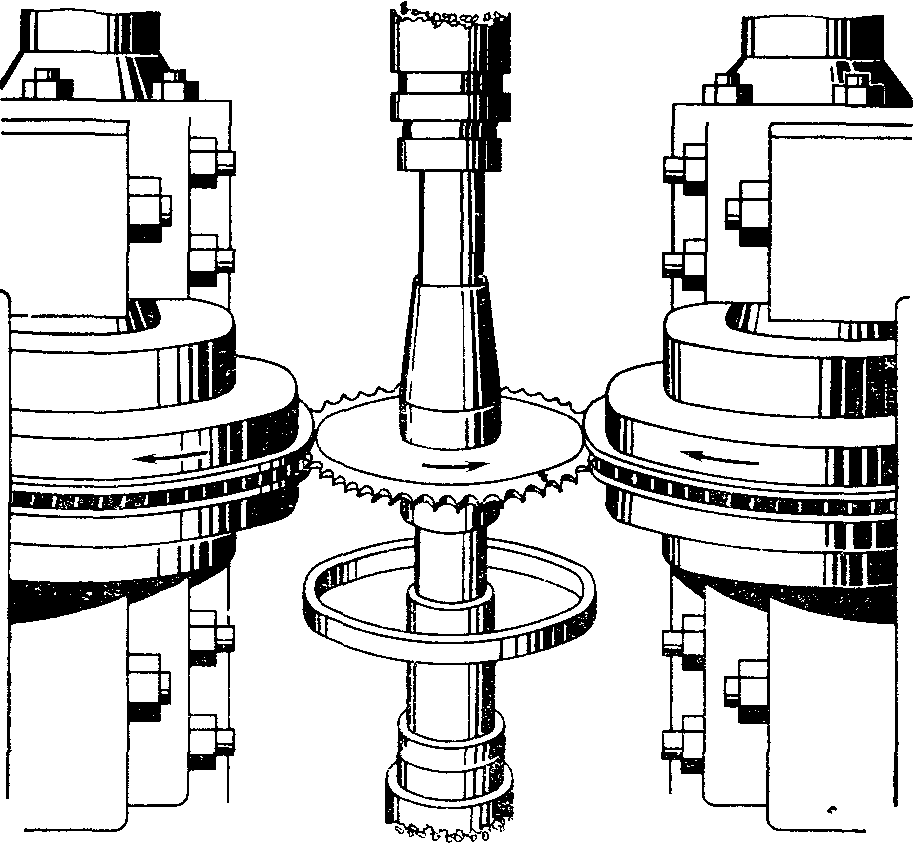
0,86 кг. При річній програмі 250 тис. шт. економія складе 215 т.
Але якщо врахувати при цьому, що прокатані зірочки на 20–30% міцніше фрезерованих, то економія металу буде ще більша.
|
|
Процес прокатки заміняє операції зубофрезерування й округлення радіусів головки зубів. Час, затрачуваний на виготовлення зірочки, скорочується в 5–7 разів. Для прокатки дрібномодульних шестірень застосовують спосіб прокатки з осьовою подачею заготовки між двома обертовими зубчастими валками, установленими на постійній міжцентровій відстані (рис. 14.29). Заготовки нагрівають у кільцевому індукторі СВЧ, установленому перед валками по осі прокатки. Привід заготовки здійснюється від ділильної шестірні, що перебуває в зачепленні з валками. Для полегшення захвата заготовки вхідна частина робочих валків має конусну форму, так званий забірний конус. |
|
Рисунок 14.29 – Схема поперечної прокатки шестірень із осьовою подачею (прутковим методом). |
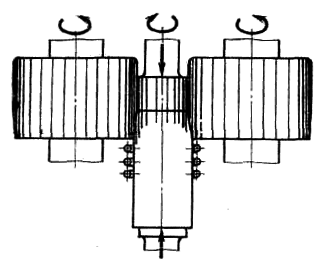
Стани для прокатки шестірень працюють на конотопському заводі «Червоний металіст». На них прокатують прутковим способом шестірні для електробурів з модулем 1,5–2 мм і діаметром до 200 мм із прямими й косими зубами. Попередня механічна обробка заготовок перед прокаткою полягає в обробці посадкового отвору, торців і зовнішнього діаметра. Машинний час прокатки однієї шестірні 4–6 с. Подальша механічна обробка полягає в остаточному розточенні посадкового отвору, знятті фасок, зачищенні заусенців і протяганні шпонкового паза. Точність шестірень – у межах 9-го класу.
Ще більш значний ефект досягається при формуванні зубів методами холодної прокатки. При цьому відпадає потреба в наступному шевінгуванні або фрезеруванні. Міцність зубів у цьому випадку підвищується завдяки наклепу. ВНДІметмашем розроблені два оригінальних методи холодної прокатки зубів, що знайшли промислове застосування.
Обидва методи засновані на використанні поздовжньої прокатки зубів роликами, що дає можливість повністю ліквідувати наступну обробку.
Один із цих способів (розроблений Н. А. Целіковим) заснований на такому ж принципі, як і відомі стани для холодної прецизійної прокатки труб роликами.
Більша довжина зони деформації обумовлює малі поодинокі обтиснення й відповідно зменшення тисків, що діють на робочий інструмент (ролики й планки).
Цей спосіб найбільш ефективний для виробництва шліцьових валів і зубчастих коліс із числом зубів 6–30 і модулем 1,5–5 мм.
Один зі станів, що працює по цьому способу на Павловському автобусному заводі, призначений для прокатки шестірень із z = 6, m = 2,25 мм із каліброваного прутка. На ньому щорічно прокатують близько 1,7 млн. шт. шестірень. Впровадження цієї конструкції дозволило на ділянці зубообробки підвищити продуктивність праці втроє, зменшити витрату металу в 2,7 рази, знизити витрати на інструмент на 90%.
Тривають роботи з удосконалення конструкції станів даного типу з метою забезпечення можливості прокатки зубчастих профілів 8-го класу точності.
Тут слід зазначити, що застосування точних прокатаних зубчастих профілів для виготовлення шестірень викликає на заводах деякі утруднення, тому що заводи не мають достатнього досвіду по обробці отвору шестірні з базуванням прокату на профілі зубів. Певні труднощі викликає й розрізування прокатаного профілю через відсутність належного устаткування.
На закінчення необхідно відзначити, що проблеми економії металу й підвищення продуктивності праці з кожним роком стають більш актуальними, а, отже, роль деталепрокатних станів у народному господарстві буде більш значною. При цьому для формоутворення заготовок деталей малих розмірів усе більше буде застосовуватися прокатка в холодному стані.
СТАНИ ДЛЯ ОБРОБКИ СОРТОВОГО МЕТАЛУ В ХОЛОДНОМУ СТАНІ
До цієї групи відносяться стани для виробництва гнутих профілів, сортові стани холодної прокатки й волочильні стани, як для калібрування, так і для виробництва холоднотягнутого дроту, та інших профілів.
Застосування гнутих, холоднотягнутих і каліброваних профілів, тобто профілів, підданих так званому четвертому переділу, замість гарячекатаних, дозволяє заощадити до 30-40% металу й істотно знизити витрати праці при використанні цих профілів у машинобудуванні. Тому розвитку виробництва цих профілів необхідно приділяти більшу увагу, чим виробництву гарячекатаного сортового металу.
Збільшення виробництва цих профілів викликає переважний розвиток і відповідних видів станобудування, тобто профілевигинальних, волочильних і каліброваних станів і станів для холодної прокатки сортових профілів у порівнянні з виробництвом сортових станів гарячої прокатки.
Профілевигинальні стани набули широкого застосування, як для сталі, так і для алюмінієвих сплавів.
Профілевигинальні стани. У розвитку цих станів конкурують два напрямки: профілювання з нескінченного рулону з розрізуванням на необхідні довжини профілів після виходу з валків і профілювання з окремих смуг, що розріжуться на шматки необхідної довжини з рулону.
У першому випадку спрощується профілювальний інструмент, тому що профілювання з нескінченної смуги вимагає меншого числа вигинальних калібрів, але стримується швидкість профілювання через обмеження продуктивності летучої пилки при наступному різанні.
У другому випадку швидкість профілювання, а, отже, і продуктивність стану внаслідок усунення різання закритих профілів можуть бути вище.
Через складність вигинального інструменту й, особливо у зв'язку з великим сортаментом гнутих профілів, доцільніше будувати профілевигинальні стани, що працюють від рулону з розрізуванням профілів на необхідні довжини після профілювання.
Щоб при цьому втрати продуктивності стана були менші, треба для розрізування профілів на мірні довжини застосовувати ріжучі машини двох типів: летучу пилку, що може розрізати профілі при швидкості їхнього виходу до 1–1,5 м/с, і летучі ножиці, які можуть розрізати профілі практично при необмеженій швидкості їхнього руху. У цьому випадку профілі відкритого типу, які звичайно становлять основну частину сортаменту, розрізаються летучими ножицями й можуть профілюватися з підвищеними швидкостями, а профілі закритого типу повинні розрізатися летучими пилками.
Заслуговує на увагу створення спеціальних летучих ножиців для розрізування закритих профілів, а також попереднє надрізання смуги перед її профілюванням. При цьому різка після профілювання може бути замінена ламанням.
Створені типові профілевигинальні стани для сталевих профілів і профілів з алюмінієвих сплавів, зокрема – один стан для профілювання зі смуги шириною від 50 до 300 мм при товщині від 1 до 4 мм, а іншої зі смуги шириною від 100 до 600 мм при товщині від 2 до 8 мм. Швидкість профілювання від 0,5 до 2,5 м/с, число робочих клітей 14. Середня продуктивність для сталевих профілів першого стана становить близько 50 000 т/рік, а другого – близько 200 000 т/рік.
Волочильні стани для виробництва холоднообтиснутих профілів мають більш широке застосування, чим прокатні, які вимагають більш складного інструменту. Але для масового виробництва профілів одного розміру слід віддати перевагу прокатним станам. Вони характеризуються більше високою продуктивністю й у них виключена необхідність у відходах на кінці для захвату кліщами. Особливо широке застосування ці стани одержали для виробництва пласких профілів з мідних сплавів для електропромисловості й зі сталі для поршневих кілець двигунів внутрішнього згоряння.
У розвитку волочильних станів головна увага повинна бути приділена розширенню області застосування барабанних станів і збільшенню швидкості волочіння. Доцільно підвищити найбільший діаметр бунтівничого підкату з 25 до 35 мм. Завдяки цьому при протяганні цих профілів істотно підвищена швидкість волочіння й продуктивність праці.
Щодо цього цікава конструкція барабанного стана, призначеного для волочіння сталевих профілів з підкату діаметром від 16 до 32 мм. Швидкість волочіння 0,5-2 м/с, діаметр барабана 1000 мм, зусилля до 20 тс, маса бунта до 600 кг. Через значно більш високу продуктивність цього стану в порівнянні з ланцюговим, безсумнівно, що стани такого типу можна рекомендувати й для підкату ще більшого діаметру.
Для виробництва профілів некруглого перетину досить ефективні роликові волоки напруженої конструкції типу розроблених ВНДІметмашем.