Тема 11 машини безперервного лиття заготовок
Призначення й типи машин
Безперервний процес слиткоутворення, що називається також безперервним литтям або безперервним розливанням, – одне із самих великих досягнень металургії другої половини XX століття.
За порівняно короткий період часу він одержав саме широке поширення у світовому сталеплавильному виробництві. Він докорінно змінив не тільки процес розливання сталі, але й все металургійне виробництво. Зараз приблизно 40% світової виплавки сталі розливається на машинах безперервного лиття заготовок (МБЛЗ).
Спочатку цей процес застосовували для алюмінію і його сплавів, потім для міді й пізніше для – сталі. Зараз можна вважати, що розливання металу в виливниці при масовому виробництві злитків одного розміру застаріло й у всіх випадках повинно бути замінене безперервним литтям. Це справедливо як для кольорових металів, так і для сталі – від маловуглецевої (киплячої) до самої високолегованої.
УРСР – один із творців безперервного лиття сталі.
Принцип безперервного розливання полягає в тім, що рідку сталь із ковша заливають в інтенсивно охолоджувану наскрізну форму прямокутного або квадратного перетину – кристалізатор, де відбувається часткове затвердіння злитка, що безперервно витягається, подальше його затвердіння відбувається при проходженні зони вторинного охолодження. Процес безперервного лиття дозволяє одержувати заготовки (після різання) для прокатних станів, а також його можна сполучити з безперервною прокаткою в одному агрегаті.
Безперервно-ливарні машини.
Великий інтерес представляв вдосконалений процес безперервного лиття, названий «плавкою на плавку». У цьому випадку лиття сталі з наступного ковша в цей же кристалізатор починається без перерви після закінчення лиття з попереднього ковша, тобто злиток відливається як би необмеженої довжини. Застосування цього процесу дало можливість істотно зменшити втрати часу на допоміжні операції й завдяки цьому підвищити продуктивність безперервно-ливарних машин.
Переваги безперервного лиття – не тільки в скороченні циклу металургійного виробництва. Головне – у підвищенні якості виливків у зв'язку з високим ступенем їхньої однорідності, що, з одного боку, дозволяє зменшити технологічні відходи при наступній обробці тиском, а з іншого, – зменшити розкид технологічних параметрів.
Основні переваги безперервного лиття сталі в порівнянні з розливанням в виливниці полягають у наступному. Відпадає необхідність у великому парку виливниць і сталерозливальних візків, у застосуванні стриперних кранів і стаціонарних машин для витягу злитків з виливниць, установок для охолодження й підготовки складів з виливницями під розливання, в установці центрових і піддонів, а також блюмінгів і слябінгів, а в ряді випадків і заготовочних станів. Знижуються експлуатаційні витрати й витрати електроенергії, підвищується вихід придатного металу внаслідок мінімальних втрат металу в скрап, ліквідації літників, різкого зменшення витрати металу на обрізь у прокатних цехах і т.д. Значно підвищується якість металу внаслідок зменшення поверхневих пороків і поліпшення структури злитка. Процес безперервного лиття піддається повній автоматизації.
Машини безперервного лиття заготовок діляться на п'ять основних типів: вертикальні, вертикальні з вигином злитка, радіальні, криволінійні й горизонтальні.
Початок промислового застосування безперервного лиття поклали машини вертикального типу, у яких кристалізатор, роликова проводка, пристрої, що тягнуть і ріжуть, розташовані по вертикалі на висоті 23-35 м, а в ряді випадків і до 43 м. Машини вертикального типу дозволяють одержувати злитки високої якості, однак їхньому широкому використанню перешкоджають властиві їм великі недоліки – велика висота й низька швидкість лиття. З метою зменшення висоти будівлі й можливості подачі сталерозливальних ковшів до робочої площадки вертикальні МБЛЗ виконують із розташуванням кінцевої частини машини в залізобетонному колодязі. Крім подорожчання будівництва, це призводить до необхідності застосування складних систем видачі заготовок із колодязя. Підвищення швидкості лиття шляхом збільшення довжини зони кристалізації злитка на вертикальних машинах не може бути реалізовано, тому що зі збільшенням висоти виникає великий феростатичний тиск, що призводить до випинання скоринки злитка і її руйнування із проривом назовні рідкої фази.
Створення машин з вигином злитка роликами на виході з тягнучого пристрою й переводом його в горизонтальну площину не дало відчутного зменшення висоти машини, але ускладнило її конструкцію.
У наш час МБЛЗ вертикального типу з вигином злитка не встановлюють. Виключення становлять вертикальні машини для лиття пустотілих трубних заготовок і злитків спеціальних профілів, які будуть застосовуватися в силу специфічних умов кристалізації металу в цих випадках.
Машини горизонтального типу через недостатня відпрацьованість вузлів і технологічного процесу не одержали широкого поширення, однак незаперечні переваги – мінімальна висота машини й відсутність деформацій злитка при литті – роблять їх перспективними.
Найбільш широке застосування одержали радіальні машини, що відрізняються від машин вертикального типу й машин з вигином злитка меншою висотою (рис. 11.1) і підвищеною швидкістю лиття.
Підвищення швидкості лиття в радіальних машинах досягають збільшенням довжини зони кристалізації шляхом збільшення радіуса технологічної осі, причому збільшення радіуса й висоти машини на одиницю довжини дає в 1,5 рази більше збільшення довжини радіальної ділянки.
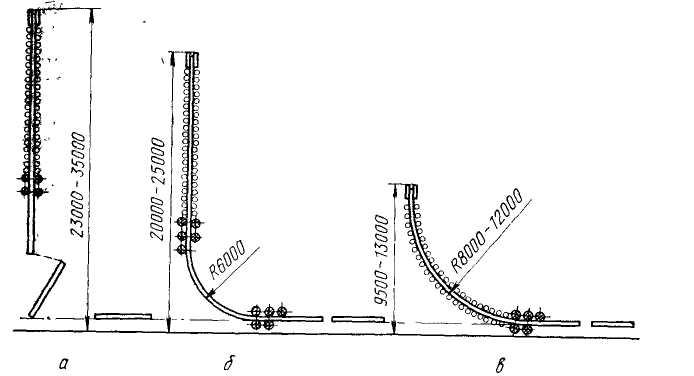
Рисунок 11.1 – Схеми зіставлення висот машин безперервного лиття заготовок різних типів:
а – вертикального; б – з вигином злитка; в – радіального
МБЛЗ криволінійного типу відрізняються від радіальних машин наявністю перехідної криволінійної ділянки між радіальною й прямолінійною ділянками технологічної лінії.
Слябові машини
Технологічна лінія радіальної МБЛЗ складається із двох ділянок – радіальної і прямолінійної, на яких установлені непривідні і привідні ролики. У місці переходу першої ділянки в другу відбувається розгин злитка роликами. Вся роликова система машини зветься роликовою проводкою, у якій розрізняють початкову непривідну й наступну привідну ділянки (непривідна й привідна роликові проводки). Правильно-тягнуча машина, що застосовують на ряді МБЛЗ, входить в них, як складова частина приводної роликової проводки.
По типу механізмів, що здійснюють силовий вплив роликів на злиток, розрізняють МБЛЗ із гідравлічним і пружинним притисненням роликів, по конструкції тягнучих пристроїв – МБЛЗ із тягнучо-правильною машиною та з групою тягнучих роликових секцій.
Радіальна двох-струмкова слябова машина з гідравлічним притиском роликів і тягнучо-правильною машиною показана на рис. 11.2.
До складу машини входять сталерозливальний стенд 1 для двох ковшів 2, проміжний ківш 3, встановлений на самохідному візку 4, мідний водоохолоджуваний кристалізатор 5, механізм 6 хитання кристалізатору, непривідна роликова проводка 7, радіальна ділянка 10 приводної роликової проводки з десятироликовими секціями 8, тягнучо-правильна машина 11, машина 14 для уведення в кристалізатор затравки 15, рольганг 13, що гойдається, і рухлива машина 16 газового різання. До допоміжного устаткування машини належать система криволінійних напрямних 9, призначених для підйому й опускання роликових секцій радіальної ділянки, прийомний рольганг 12, рольганг 17 з роликами, що опускаються, розташований під естакадою газорізки, збиральний рольганг 18 з упором 20, що опускається, збиральний кран 19 із кліщовими захватами й самохідним візком 21 з рольгангом ( рольганг-візок).
Відмінними рисами машини є
застосування у всіх роликових секціях і в тягнучо-правильній машині гідравлічних циліндрів для переміщення й притиснення роликів до злитка;
установка в роликовій проводці тягнучо-правильної машини, виділеної в окремий блок;
використання машини для уведення затравки в кристалізатор зверху, що працює разом з хитним рольгангом.
Для точної установки роликів по технологічній вісі машини непривідна проводка, роликові секції й тягнучо-правильна машина обладнані регулювальними пристроями, а для швидкої заміни вузлів у випадку аварії із проривом металу або поломки застосовані швидко рознімні клинові з'єднання. Десятироликові секції радіальної ділянки піднімаються й опускаються при заміні й монтажі по криволінійних напрямних за допомогою мостового крана, для чого на рамах секцій передбачені ходові ролики.
Робота МНЛЗ відбувається в такий спосіб. Для підготовки до лиття хитний рольганг із горизонтального положення переводять у верхнє похиле й ланцюговим механізмом подають затравку на рольганг машини, що задає. Переміщають машину до кристалізатору й уводять у нього затравку, одночасно обертаючи ролики приводної
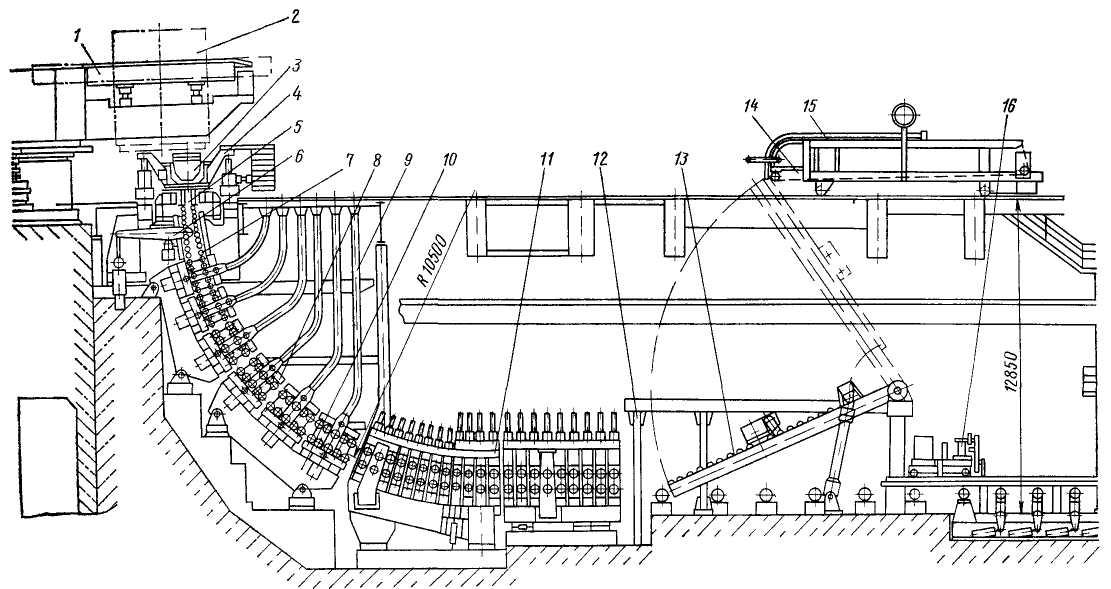
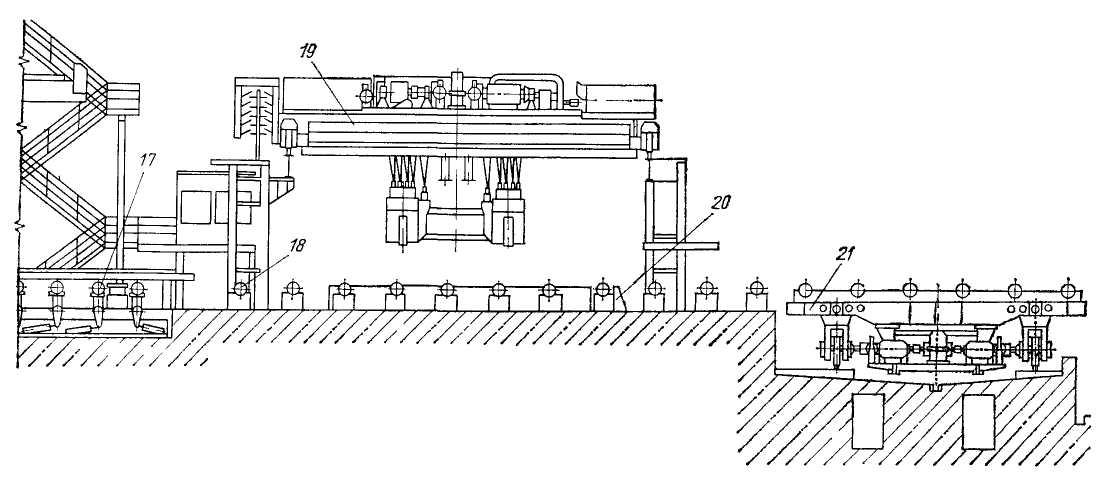
Рисунок 11.2 – Радіальна двохструмкова слябова МБЛЗ із гідравлічним притисненням роликів і тягнучо-правильною машиною
проводки. Голівку затравки встановлюють так, щоб вона утворила тимчасове дно в кристалізаторі. Ківш зі сталлю після продувки аргоном встановлюють краном на сталерозливальний стенд. Проміжний ківш, попередньо нагрітий на стенді газовими пальниками, переміщають візком у робоче положення над кристалізаторами по шляху, перпендикулярному осі МБЛЗ. Поворотом несучої балки сталерозливального стенда ківш із металом переводять із резервного положення в робоче над проміжним ковшем. Відкривають шиберний затвор сталерозливального ковша й заповнюють проміжний ківш металом на певну висоту. Після цього відкривають затвори проміжного ковша й наповнюють кристалізатори металом до робочого рівня. Включають механізми хитання кристалізаторів і приводи роликових проводок. Починається процес лиття у два струмки машини. Про кількість металу, що перебуває в сталерозливальному і проміжному ковшах, судять за показниками приладів електронних ваговимірювальних систем, якими обладнані сталерозливальний стенд і візок для проміжного ковша. Після виходу затравки з роликової проводки вона від'єднується від злитка гідравлічним механізмом і по хитному рольгангу, що перебуває в нижньому похилому положенні, переміщається нагору. Після цього рольганг із затравкою переводять у горизонтальне положення до наступного циклу лиття.
На шляху руху в роликовій проводці злиток піддається інтенсивному охолодженню водою, що подається форсунками. Виправлення злитка виконується на початковій ділянці тягнучо-правильної машини. Злиток, що безупинно витягується, надходить до машини газового різання, що ріже злиток на мірні довжини, рухаючись разом з ним. Заготовки збиральним рольгангом або подають на візок-рольганг для подальшого переділу, або знімають із рольганга збиральним краном і складують у штабелі.
Технічна характеристика МБЛЗ
Місткість сталерозливального ковша, т 350
Розміри сляба, мм:
товщина 200-300
ширина 1000-2500
Швидкість лиття, м/хв. 1,0 – 2,5
Тривалість розливання ковша, хв. 35–45
Річна продуктивність, млн. т 2,0
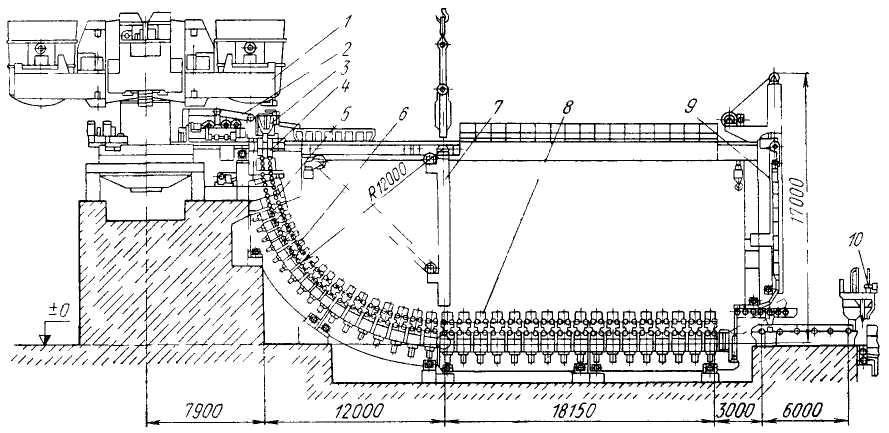
Рисунок 11.3 – Двохструмкова слябова МБЛЗ радіального типу з гідравлічним притисненням роликів
1 – поворотний сталерозливальний стенд;
2 – візок для проміжного ковша із прямолінійним рухом;
3 – проміжний ківш;
4 – кристалізатор з механізмом хитання;
5 – непривідна роликова проводка із двох частин;
6 – роликові секції радіальної ділянки привідної проводки;
7 – маніпулятор для заміни роликових секцій радіальної ділянки;
8 – роликові секції горизонтальної ділянки привідної проводки;
9 – машина для введення затравки в кристалізатор знизу;
10 – машина газового різання.
Двохструмкова слябова машина радіального типу з гідравлічним притисненням роликів показана на рис. 11.3. Особливістю її є відсутність тягнучо-правильної машини й застосування в привідній роликовій проводці трьох типорозмірів роликових секцій, які можна використовувати в машинах з різними радіусами технологічної вісі. Завдяки цьому знижується вартість виготовлення МБЛЗ і вирішується питання уніфікації роликових секцій. Застосування гідравлічних механізмів переміщення й притиснення роликів ліквідує їхнє перевантаження й забезпечує швидке розведення роликової проводки у випадку аварії. З огляду на те, що при прориві металу виходить із ладу, як правило, верхня частина непривідної проводки, остання зроблена із двох замінних частин.
Для візка проміжного ковша прийняте прямолінійне переміщення в напрямку, перпендикулярному осі машини. Консольне розташування ковша на важелях механізму підйому забезпечує зручне обслуговування й спостереження при розливанні. Застосування шарнірного важільного механізму підйому ковша підвищує надійність і зносостійкість візка. Затравку уводять у кристалізатор знизу, для чого створена оригінальна стаціонарна машина з канатним механізмом. Швидку заміну роликових секцій радіальної ділянки роблять маніпулятором, напрямні якого повертаються канатним механізмом з електроприводом.
Технічна характеристика МБЛЗ
Місткість сталерозливального ковша, т 350
Розміри сляба, мм:
товщина 200-315
ширина 1000-1900
Швидкість лиття, м/хв. До 2,5
Вага, т. 3800
На рис. 11.4 показана двохструмкова МБЛЗ криволінійного типу із пружинним притисненням роликів для лиття слябів конструкції УЗТМ. Особливості її полягають у наступному:
застосування поворотного сталерозливального стенду з коливальним рухом несучої рами для підйому й опускання ковшів;
використання візка для проміжного ковша із круговим рухом;
об'єднання в один блок кристалізатора й першої секції непривідної проводки, у результаті чого прискорюється їхня заміна при зварюванні;
застосування пружинно-гвинтових механізмів для переміщення й притиснення роликів привідної проводки;
використання в привідній проводці трьох типів роликових секцій замість тягнучо-правильної машини;
застосування на криволінійній ділянці шестироликових секцій з двома привідними роликами й розташування між ними двохроликових непривідних клітей;
введення затравки зверху за допомогою самохідної машини з канатним і гідравлічним механізмами підйому затравки й нахилу стріли; заміна роликових секцій радіальної ділянки проводки шляхом їхнього переміщення по криволінійних напрямних.
Сортові машини
Виробництво сортового металу при великій потужності сталеплавильного цеху вимагає високопродуктивних багатострумкових машин безперервного лиття заготовок (МБЛЗ). Проблема підвищення продуктивності МБЛЗ вирішується збільшенням швидкості лиття, числа струмків у машинах і коефіцієнту використання МБЛЗ. Число струмків машини залежить від припустимої тривалості лиття даного обсягу й швидкості лиття заготовок.

Рисунок 11.4 – Криволінійна машина безперервного лиття заготовок із пружинним притисненням роликів
1 – поворотний сталерозливальний стенд;
2 – візок проміжного ковша із коловим рухом;
3 – проміжний ківш;
4 – кристалізатор;
5 – механізм хитання кристалізатора;
6, 7 – верхня й нижня частини непривідної роликової проводки;
8, 10, 11 – роликові секції відповідно радіальної, криволінійної й горизонтальної ділянок привідної проводки;
9 – криволінійні напрямні для підйому й опускання роликових секцій радіальної ділянки проводки;
12 – механізм роз'єднання затравки та злитка,
13 – машина для уведення затравки в кристалізатор зверху
При місткості розливальних ковшів 100-350 т для виробництва заготовок від 200×200 до 300×450 мм потрібне застосування 4-6-8 струмкових машин з радіусом кривизни 8, 10, 12 м.
Радіальні машини безперервного лиття сортових заготовок виконуються в основному з числом струмків 4–6. По устрою сортові МБЛЗ подібні слябовим. Основна відмінність складається в конструкціях роликової проводки й тягнучо-правильної машини. Менше випинання корки злитка дозволяє зменшити число роликів проводки й у переважній більшості випадків виконувати їх не привідними.
Розташування струмків на близькій відстані друг від друга визначає верхнє розташування електроприводів клітей тягнучо-правильної машини. У випадку розташування електродвигуна приводу кліті уздовж вісі струмка обертання від нього до ролика передається через конічну або черв'ячну передачу (передача обертання під кутом) і рядове зачеплення циліндричних зубчастих коліс. Нижні ролики звичайно непривідні, верхні – привідні й притискаються до злитка важільним механізмом з хитним гідроциліндром.
Чотирьохструмкова радіальна сортова машина конструкції ВНДІметмаша й Південно-Уральського машинобудівного заводу для виробництва заготовок перетином 250–300×280–350 мм показана на рис. 11.5.
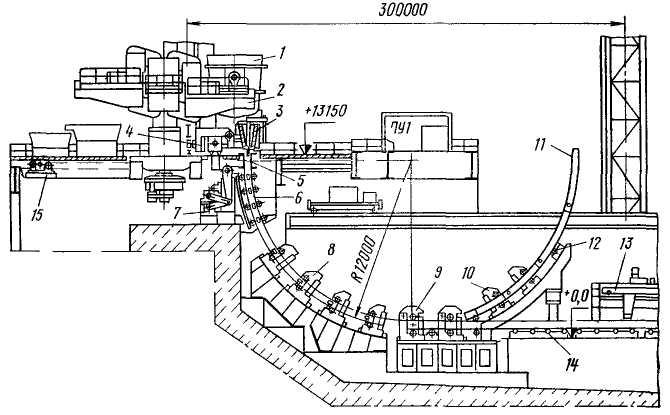
Рисунок 11.5 – Сортова чотирьохструмкова МБЛЗ
1 – сталерозливальний ківш у робочому положенні;
2 – стенд підйомно-поворотний;
3 – проміжний ківш;
4 – візок для проміжного ковша;
5 – кристалізатор;
6 – роликова секція вторинного охолодження;
7 – механізм хитання кристалізатора;
8 – тягнучі кліті радіальної ділянки;
9 – тягнучо-правильні кліті;
10 – тягнучі кліті пристрою для прийому й зберігання затравок;
11 – затравка;
12 – стопорний пристрій;
13 – газорізка;
14 – рольганг;
15 – механізм викочування підйомно-поворотного стенда
Зі сталерозливального ковша сталь надходить у проміжний ківш, що розподіляє метал у кристалізатори всіх чотирьох струмків машини. Перед початком розливання в кожний кристалізатор введена затравка, що утворює його тимчасове дно. При заповненні кристалізаторів включаються механізми їхнього хитання й приводи тягнучих клітей радіальної ділянки машини, якими здійснюється в початковий період витягування злитка через затравку. Коли затравка приходить у правильно-тягнучу зону, кліті радіальної ділянки, настроєні на розмір злитка, здійснюють тільки напрямні функції, а подальше витягування виконують тягнучо-правильні кліті, які одночасно правлять злиток при виході на горизонтальну ділянку. Під час розгинання передній кінець злитка відділяється від затравки, що двома приводними клітями відводиться по дуговій траєкторії в положення зберігання. У крайнім верхнім положенні вона фіксується стопорним пристроєм.
Випрямлений тягнучо-правильними клітями безперервний злиток рухається далі по горизонтальному рольгангу й розрізається на мірні заготовки.
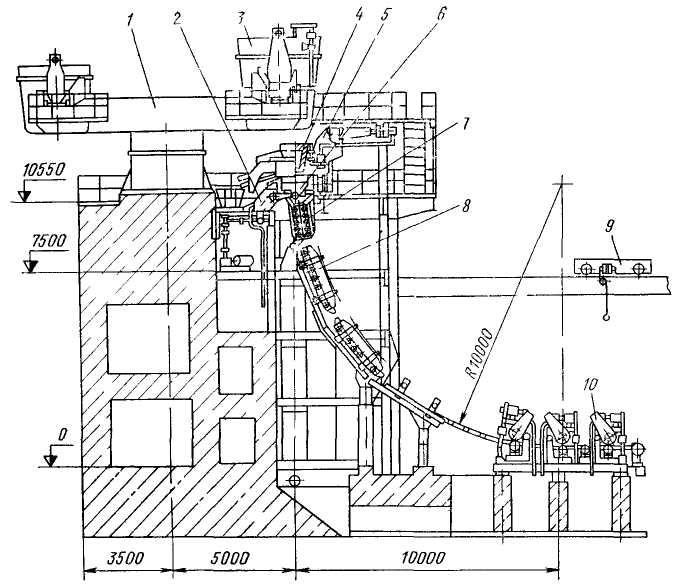
Рисунок 11.6 – Радіальна сортова МБЛЗ фірми «Конкаст»
1 – поворотний сталерозливальний стенд; 2 – механізм хитання кристалізатора;
3 – сталерозливальний ківш; 4 – проміжний ківш;
5 – візок для проміжного ковша; 6 – кристалізатор;
7 – непривідна проводка; 8 – роликові секції радіальної ділянки проводки;
9 – мостовий кран для обслуговування горизонтальної ділянки машини;
10 – тягнучо-правильна машина
На рис. 11.6 показана МБЛЗ фірми «Конкаст» для лиття великих сортових заготовок.
Сталь розливають із використанням поворотного сталерозливального стенда. Візок для проміжного ковша напівпортального типу переміщається по верхніх рейках, віднесених убік від кристалізатора. Ківш розташований на візку консольно; вертикальне переміщення ковша здійснюється гідроциліндрами. Кристалізатор і секція, що примикає до нього, об'єднані в один загальний блок. Ролики проводки розташовані у двох легко замінних секціях. Тягнучо-правильна машина постачена трьома роликовими клітями з верхнім розташуванням електроприводів.
Середньорічна продуктивність МБЛЗ при розливанні з паузами після кожної плавки, т.
![]()
де tд – кількість днів роботи МБЛЗ у році (приймають 330 – 340 днів);
k1 = 0,85 – 0,9 – коефіцієнт, що враховує нерівномірність подачі металу на розливання;
k2 = 0,85 – 0,9 – коефіцієнт, що враховує можливість непідготовленості машини до розливання,
Qк – місткість ковша, т;
tп – тривалість паузи при підготовці до розливання: для двохструмкової tп = 30 хв.; для чотирьох і більше струмкової машини tп = 60 – 80 хв,
tр – тривалість розливання однієї плавки.
Продуктивність при розливанні «плавка на плавку» (т/рік) буде більше
![]()
де п – число плавок, що розливаються послідовно.
Тривалість розливання, хв.
![]()
де F – площа поперечного перерізу заготовки, що відливається, м2;
vp – швидкість розливання;
ρ – щільність рідкої сталі,
z – число струмків.
Горизонтальні МБЛЗ
Горизонтальні машини безперервного лиття заготовок мають наступні переваги перед МБЛЗ інших типів:
не потрібно досить громіздкої системи вторинного охолодження, що значно спрощує конструкцію й знижує вагу й габарити машини;
поліпшується якість злитка за рахунок зменшення утворення тріщин від феростатичного тиску;
полегшується монтаж і обслуговування машини внаслідок розміщення устаткування на рівні підлоги цеху.
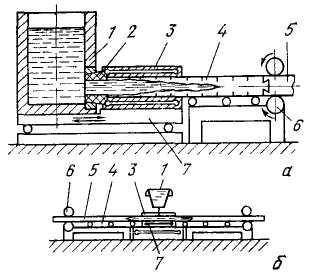
Схеми горизонтальних МБЛЗ із однобічним і двостороннім витягуванням злитка показані на рис. 11.7.
Особливістю процесу лиття на горизонтальних машинах є більше жорсткі вимоги до температури металу, що повинна бути на 100-120ºС вище за температуру «ліквідус» розплавів, що відповідають хімічному складу розливаних сталей.
Горизонтальні машини із двостороннім витягуванням заготовки конструкції ВНДІметмаша є машинами принципово нового типу. У цей час у нашій країні й за кордоном тривають роботи з удосконалювання конструкції горизонтальних МБЛЗ.
|
|
Рисунок 11.7 – Схеми горизонтальних МБЛЗ: а – з однобічним; б – двостороннім витягуванням злитка; 1 – металоприймач; 2 – стакан-живильник; 3 – кристалізатор; 4 – злиток; 5 – затравка; 6 – тягнуча кліть; 7 – візок механізму хитання |