

4.9.2. Електротермічні вимірювальні прилади
Вимірювальні прилади з ниткою (див. мал. 4.56), що нагрівається, дозволяють проводити вимірювання на постійному або змінному струмі. Залежно від сили струму, що протікає через дріт, змінюються температура і довжина провідника.
Біметалічні прилади також засновані на термоелектричному принципі вимірювання. Вони використовуються для вимірювань на постійному і змінному струмі. Біметалічна смужка нагрівається безпосередньо вимірюваним струмом або за допомогою ізольованої обмотки. Спіралеобразная, укріплена з одного боку біметалічна смужка нагрівається і скривлюється залежно від сили вимірюваного струму унаслідок різних коефіцієнтів лінійного розширення обох металів.
Термоелектричні перетворювачі можуть бути використані для вимірювань на постійному і змінному струмі. Вони найбільш переважні для вимірювань високочастотних струмів. Термоелектричні перетворювачі складаються з дроту, який нагрівається вимірюваним струмом, що протікає через неї. В середині дроту поміщається вимірювальна ділянка термоелемента. Виникаюча термоЭДС пропорційна температурі нагріву.
4.10. Інформаційно-вимірювальні системи і обчислювальні для вимірника комплекси
Більшість вимірювальних систем, що управляють, а також обчислювальних для вимірника комплексів, використовуваних в управлінні технологічними процесами і в наукових дослідженнях, оперують інформацією, представленою у вигляді кодів (чисел). Цю обставину зумовив швидкий розвиток вимірювальних перетворювачів різних фізичних величин і перш за все електричних в коди, що забезпечує можливість безпосереднього зв'язку обчислювальної або такої, що управляє цифрової машини з об'єктами вимірювання або управління. Ці пристрої отримали назву аналого-цифрових вимірювальних перетворювачів (АЦП).
Майже одночасно з АЦП з'явилися цифрові вимірювальні прилади (ЦИП), що відрізняються від АЦП тим, що вони мають відліковий пристрій і виробляють вимірювальну інформацію в зручній для сприйняття людиною формі десяткових чисел. Грануй між ЦИП і АЦП великою мірою умовна, оскільки для розширення функціональних можливостей в ЦИП зазвичай передбачають виведення електричних сигналів (коду), відповідних свідченню відлікового пристрою, а в АЦП передбачають простий відліковий пристрій для забезпечення можливості візуального прочитування його вихідного коду.
Цифрові вимірювальні пристрої є одним з найбільш довершених засобів вимірювань. Найбільшого поширення набули ЦИУ для вимірювання електричних величин (напруга, сили струму і опору), а також ЦИУ для вимірювання тимчасових параметрів сигналів (частоти, періоду, тривалості імпульсів і інтервалів часу). Останнім часом широкого поширення набувають ЦИУ для вимірювання неелектричних величин (наприклад, температури), засновані на використанні ЦИУ для вимірювання електричних величин у поєднанні з первинним вимірювальним перетворювачем. ЦИУ є єдиним видом вимірювальних пристроїв, що забезпечують безпосередній зв'язок і передачу вимірювальній інформації від об'єкту вимірювань в обчислювальну або таку, що управляє обчислювальну машину при автоматизації виробничих процесів і наукових досліджень.
Масовість продукції, що випускається, при все зростаючих вимогах до її якості в умовах економічної оптимізації привела до необхідності створення автоматичних систем управління технологічним процесом (АСУТП). При цьому необхідно відзначити, що в умовах АСУТП контроль органічно пов'язаний з процесом виробництва і є його невід'ємною частиною.
Координатно-вимірювальні машини [35]. Сучасна техніка обробки відрізняється високими швидкостями і продуктивністю. Щоб привести у відповідність темпи виробництва і контролю, розроблені вимірювальні машини. Координатно-вимірювальні машини призначені в першу чергу для контролю, а не для вирішення певних завдань вимірювання.
Останнім часом розширені завдання контролю. Якщо раніше при контролі виявляли тільки брак виробів за розмірами, то в даний час з'являється можливість визначити і виключити джерело помилок. У освоєнні нового виробу при серійному виробництві необхідний своєчасний, швидкий і бездоганний контроль першого виробу, що здійснюється на координатно-вимірювальних машинах.
Відмітною ознакою координатно-вимірювальних машин є можливість дати вимірювання координатних значень в цифровій формі. Координатно-вимірювальні машини виготовляють трьох- і двохкоординатними. На трьохкоординатних (див. мал. 4.57) можна проводити вимірювання в трьох координатах: X, Y, Z; двохкоординатні машини служать для вимірювання в двох взаємно перпендикулярних напрямах одній площині - координати Х і Y.
Вимірювальна частина машини є перетворювач переміщення вимірювальної головки, що несе вимірювальний наконечник, в цифровий код. Число, зафіксоване лічильником на цифровому табло, відповідає відстані, на яку переміщається шкала між двома послідовними вимірюваннями.
Перевага координатно-вимірювальної машини перед звичайними засобами вимірювань полягає в тому, що вона дозволяє проводити вимірювання деталей складної геометричної форми. Машини забезпечують спеціально розробленими ЕОМ, за допомогою яких порівнюють дійсні розміри і взаємне розташування поверхонь з теоретичним.
О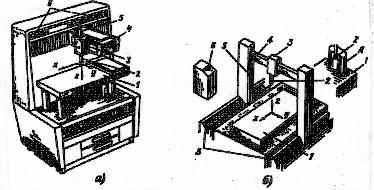 тримані
відхилення реєструються в графічній
або закодованій формі і можуть бути
використані для внесення автоматичної
корекції через ЕОМ в числове програмне
управління на оброблюваному верстаті.
тримані
відхилення реєструються в графічній
або закодованій формі і можуть бути
використані для внесення автоматичної
корекції через ЕОМ в числове програмне
управління на оброблюваному верстаті.
Створення нових трьохкоординатних вимірювальних приладів йде по лінії удосконалення універсальних мікроскопів.
Виробництво мікропроцесорів і МІКРОЕОМ, що росте, створило передумови для широкого використання їх в системах програмного управління рухом автоматизованих пристроїв - металообробних верстатів, роботів-маніпуляторів, креслярський-графічних автоматів, оперативних пристроїв візуального відображення інформації.