

4. Технічні вимірювання
4.1. Лінійні вимірювання
Міри довжини кінцеві плоскопараллельные. Широко використовуються плоскопараллельные кінцеві міри довжини у формі прямокутного паралелепіпеда з двома плоскими взаємно паралельними вимірювальними поверхнями. Заходи випускаються по ГОСТу 9038 - 90 із сталі мазкий X, ШХ15, ХГ, 12ХГ і з твердого сплаву, а також з кварцу класів точності 00; 01; 0; 1; 2; 3. Допуски на розмір залежно від класу точності знаходяться в межах від 0,06 до 1 мкм, а на площинну – від 0,05 до 1 мкм. Шорсткість вимірювальних поверхонь повинна бути Rz 0,063 мкм.
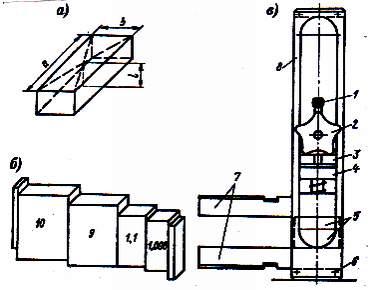
За довжину l кінцевої міри приймають довжину перпендикуляра, опущеного з даної точки вимірювальної поверхні кінцевої міри на її протилежну поверхню (мал. 4.1, а). Найбільша по абсолютному значенню різниця між довжиною міри в будь-якій крапці і її номінальною довжиною, яка маркірується на бічній поверхні міри (мал. 4.1, 6), складає відхилення довжини міри. Різниця між найбільшою і найменшою довжинами визначає відхилення від плоскопаралельності.
З
Рис. 4.1.
Плоскопараллельные концевые меры
длины: 1 – винт; 2 – гайка; 3 – планка
державки; 4 – стабілізтор;
5- притертый блок; 6 – вкладыш державки;
7 – боковики; 8 – державка
 аходи
поставляються в наборах і розсипом по
замовленнях. Градація: 0,001; 0,005; 0,01; 0,5; 1;
10; 25; 50; 100 мм. Використовуючи властивістьпритирання,
що забезпечує міцне зчеплення кінцевих
заходів, їх можна збирати в різні блоки
(мал. 4.1, би).
Блок слід складати з можливо меншої
кількості заходів. Для закріплення
блоків заходів і зручного користування
при зовнішніх і внутрішніх вимірюваннях,
для проведення точних розмічальних
робіт випус-
аходи
поставляються в наборах і розсипом по
замовленнях. Градація: 0,001; 0,005; 0,01; 0,5; 1;
10; 25; 50; 100 мм. Використовуючи властивістьпритирання,
що забезпечує міцне зчеплення кінцевих
заходів, їх можна збирати в різні блоки
(мал. 4.1, би).
Блок слід складати з можливо меншої
кількості заходів. Для закріплення
блоків заходів і зручного користування
при зовнішніх і внутрішніх вимірюваннях,
для проведення точних розмічальних
робіт випус-
каються набори приладдя до плоскопараллельным кінцевим заходам типу ПК-1, ПКО-1, ПК-2 і ПК-3 (ГОСТ 4119 - 76).
По допустимій погрішності вимірювання, допуску на плоскопараллельность і результатах перевірки визначають розряд міри. По Госту 166 – 75 передбачено п'ять розрядів (1, 2, 3, 4, 5).
В деяких випадках вимірювальні поверхні кінцевих мір довжини виконані циліндровими або сферичними.
Міри довжини штрихові. До штрихових заходів довжини відносяться: рулетки (ГОСТ 7502 - 98) брусків (ГОСТ 12069 - 90), стрічкових, лінійки вимірювальні металеві (ГОСТ 427-- 75), доладні металеві метри, объект-микрометры, скляні штрихові лінійки і шкали.
Штрихові міри брусків довжини застосовуються для безпосередніх вимірювань як шкали приладів і верстатів, а також як зразкові для перевірки вимірювальних приладів лінійних вимірювальних перетворювачів. Заходи брусків виконуються одно- і багатозначними. Однозначні заходи мають два штрихи, відстань між якими визначає довжину заходи, багатозначні, - шкалу штрихів з деци-, санти- і міліметровими інтервалами. Деякі заходи мають інтервали між штрихами 0,1 або 0,2 мм. В цьому випадку в комплект входять лупи із збільшенням не менше 7х. Заходи виготовляються з інвару, оптичного скла і сталі.
По Госту 12069 – 90 передбачено дев'ять типів поперечного перетину заходів брусків класів точності 0, 1, 2, 3, 4, 5.
Залежно від умов атестації штрихові міри довжини можуть бути 1, 2 і 3-го розрядів.
Вимірювальні металеві рулетки виконуються з інвару, неіржавіючої сталі і светлополированной сталевої стрічки завдовжки 1, 2, 5, 10, 20, 30, 40, 50, 75, 100 м. Вони випускаються 2-го і 3-го класів точності. Відхилення дійсної довжини міліметрових ділень рулеток, що допускаються, повинні бути не більш ±0,15 і ±0,20 мм, сантиметрових, - не більш ±0,20 і ±0,30 мм, дециметровых і метрових - не більш ±0,30 і ±0,40 мм для 2-го і 3-го класів точності відповідно.
Вимірювальні металеві лінійки виготовляються із сталевої пружинної термообработанной стрічки з светлополированной поверхнею завдовжки до 1 м і з ціною ділення 1 мм.
Доладні металеві метри виготовляються довжиною 1 м і складаються з 10 сталевих пружних пластин, сполучених шарнірно. Металеві вимірювальні лінійки повинні мати відхилення між будь-якими штрихами не більш ±0,10 мм для лінійок завдовжки до 300; ±0,15 мм - для лінійок завдовжки від 300 до 500 мм і ±0,20 мм - для лінійок завдовжки від 500 до 1000 мм.
Об'ект-мікрометри вставляються в мікроскопи для визначення збільшення. Вони є металевою оправою завдовжки 76, шириною 76 і завтовшки 2 мм. У центр оправи вклеєна скляна пластина з шкалою, що має інтервали між діленнями 0,01.
Скляні штрихові лінійки мають п'ять інтервалів по 25 мм загальною довжиною 125 мм. Інтервал 60 - 61 мм має 10 ділень через 0,1 мм.
Ш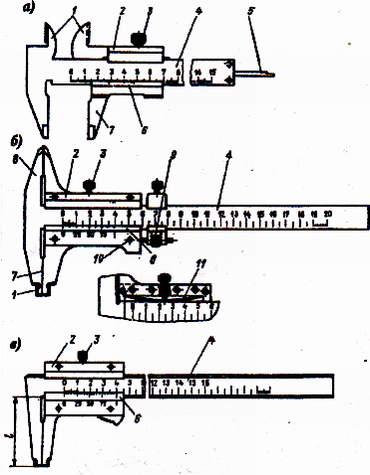 ирина
штрихів - 0,006 мм; відхилення, що допускається,
на відстані між будь-якими штрихами ±
0,002 мм; точність атестації не нижче
0,0005 мм.
ирина
штрихів - 0,006 мм; відхилення, що допускається,
на відстані між будь-якими штрихами ±
0,002 мм; точність атестації не нижче
0,0005 мм.
Лінійка застосовується для перевірки інструментальних мікроскопів.
Шкали скляні. Існують декілька типів: штрихові, шкали з хрестом, шкали з хрестом і контрольними штрихами. Скляні шкали застосовують для перевірки вимірювальних мікроскопів, компараторів і проекторів.
Штангенінструменти є двома вимірювальною губкою, одна з яких пов'язана з направляючою штангою, що має основну шкалу, а інша - з рухомою рамкою, не-сущою ноніус. Принцип дії ноніуса осно-
ван на поєднанні штрихів основної шкали і шкали ноніуса. До штангенинструментам відносяться штангенциркулі, штангенрейсмасы (штангенвысотомеры), штангенглубиномеры, штангензубомеры.
Штангенциркулі випускаються декількох типів: ШЦ-1 - двосторонні з глибиноміром (мал. 4.2, а); ШЦТ-I – односторонні з твердого сплаву; ШЦ-II - двосторонні (мал. 4.2, би); ШЦ-III - односторонні (мал. 4.2, в).