

Задачи-2013
.pdfКиїв - 2013
Задача №16
2 |
4 |
3 |
5 |
9
8
7
6
1
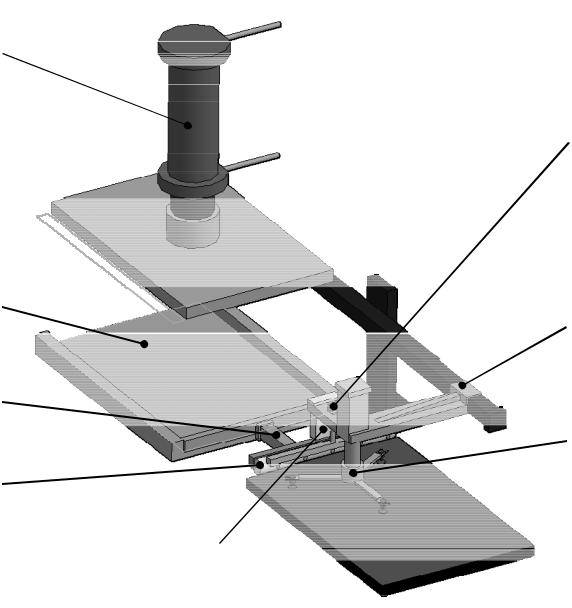
Объект автоматизации: Система приводов загрузки кассет гальванического участка.
Привод 1 осуществляет подачу кассеты с изделиями 7 к гальванической ванне 8. После этого при помощи захвата 4 кассета 7 удерживается в верхнем положении, а привод 1 возвращается в исходное положение. При помощи привода 3 кассета 7 плавно помещается в ванну 8, и удерживается в течение технологического времени. После помещения кассеты 7 в ванну включается процесс химического покрытия (контролируется таймером 6). По истечении заданного времени процесс электролиза прекращается, привод 3 плавно (в течение 3 секунд) поднимает кассету, а затем привод 2 переносит ее на позицию отгрузки 9. Захват 4 отпускает кассету, и привод 2 возвращается в исходное положение. Привод 5 перемещает обработанную кассету на следующий участок производственной линии.
После отгрузки кассеты и возврата привода 5 в исходное положение, привод 1 подает следующую кассету для покрытия и начинается новый цикл. Контроль технологического времени обеспечивается с помощью реле времени (пневматического или электрического) или таймера.
30
Київ - 2013
Задача 16.а. Составить пневматическую схему автоматического управления приводами захвата и помещения кассеты в ванну (используются приводы 3 и 4). Захват кассеты контролируется по усилию (давление 3,5 бар). Время процесса химического покрытия принять равным 10 секунд. Суммарное время выгрузки и загрузки кассет составляет 8 секунд. Временем перемещения обработанной кассеты на позицию отгрузки пренебречь. Имитацию наличия кассеты выполнить с помощью сигнала от пневматической кнопки. Включение приводов в режим длительного цикла осуществляется с помощью кнопки с фиксатором S1, остановка системы после завершения цикла – по выключению кнопки S1.
Задача 16.б. Составить электропневматическую схему автоматического управления приводами захвата и помещения кассеты в ванну (используются приводы 3 и 4). Захват кассеты контролируется по усилию (давление 3,5 бар). Время процесса химического покрытия принять равным 10 секунд. Суммарное время выгрузки и загрузки кассет составляет 8 секунд. Временем перемещения обработанной кассеты на позицию отгрузки пренебречь. Имитацию наличия кассеты выполнить с помощью сигнала от электроконтактной кнопки без фиксатора. Включение приводов в режим длительного цикла осуществляется с помощью кнопки с фиксатором S1, остановка системы после завершения цикла – по выключению кнопки S1.
Задача 16.в. Составить электропневматическую схему и управляющую программу в среде FST язык STL для автоматизации работы приводов захвата и помещения кассеты в ванну (используются приводы 3 и 4, см. условие задачи 16.б). Включение системы в режиме длительного цикла осуществляется с помощью кнопки без фиксатора S1, выключение после завершения очередного цикла - повторным нажатием S1.
Задача 16.г. Составить электропневматическую схему и управляющую программу в среде FST язык LD для автоматизации работы приводов захвата и помещения кассеты в ванну (используются приводы 3 и 4, см. условие задачи 16.б). Включение системы в режиме длительного цикла осуществляется с помощью кнопки без фиксатора S1, выключение после завершения очередного цикла - повторным нажатием S1.
Задача 16.д. Составить электропневматическую схему и управляющую программу в среде FST язык STL для автоматизации работы гальванического участка (используются приводы 1, 2, 3, 4 и 5). Включение системы в режиме длительного цикла осуществляется нажатием кнопки без фиксатора S1, остановка системы по завершению цикла – повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 16.д. сервисными режимами:
•первое нажатие S1 - длительный цикл работы системы;
•второе нажатие S1 - завершение циклической работы системы;
•первое нажатие кнопки S4 - переход в режим ручного управления приводами: 1 - кнопка S1, 3 - кнопка S2, 4 - кнопка S3;
•повторное нажатие кнопки S4 - выход системы из режима ручного управления.
Решение задачи включает:
-список оборудования,
-схему подключения элементов системы,
-описание работы системы,
-собранную и отлаженную систему на учебном стенде.
31
Київ – 2013
Задача№17
5
4
А
1
6
2
Б
3
Объект автоматизации: Модуль прессования автоматизированной линии по изготовлению фанерных плит.
Фанерная плита состоит из 24 слоев деревянного шпона толщиной 1,5 мм с установленной длиной и шириной, скрепленных между собой термостойким клеем. Листы деревянного шпона, с помощью пневматического привода 1, снабженного вакуумными схватами 2, загружаются в специальную полуформу А. При обратном ходе привода 1, из установленных на схвате форсунок подается клей, который раскатывается валиками Б по поверхности листа шпона. Прижим валика и включение подачи клея при обратном ходе привода 1 прекращается после заполнения полуформы необходимым количеством листов шпона. Прижим валика осуществляется с помощью пневматического цилиндра 3, подача клея управляется клапаном 4. После заполнения полуформы листами шпона выполняется два этапа прессования с помощью гидропривода 5. На
32
Київ – 2013
первом этапе осуществляется предварительное сжатие листов до получения толщины плиты 48 мм. После этого выполняется технологическая задержка времени на 6 секунд для равномерного распределения клея. На втором этапе выполняется окончательное прессование. После выдержки времени 10 секунд привод 5 пресса возвращается в верхнее положение. При прохождении приводом 5 положения предварительного сжатия листов (датчик толщины 48 мм), гидропривод 6 начинает перемещать готовую плиту из полуформы в модуль термообработки. По завершению операции отгрузки плиты привод 6 возвращается в исходное положение.
После того, как все приводы возвратятся в исходное положение, система повторяет цикл. Контроль времени выполняется с помощью электрического реле времени или таймера.
Задача 17.а. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой приводов прессования и отгрузки плиты к модулю термообработки (используются приводы 5 и 6). Контроль заполнения полуформы листами шпона имитируется электроконтактной кнопкой без фиксатора. Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 17.б. Составить электрогидравлическую схему и управляющую программу в среде FST язык LD для управления работой приводов прессования и отгрузки плиты к модулю термообработки (используются приводы 5 и 6). Контроль заполнения полуформы листами шпона имитируется электроконтактной кнопкой без фиксатора. Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 17.в. Составить электропневмогидравлическую схему и управляющую программу в среде FST язык STL для управления работой модуля прессования (используются приводы 1, 3, 5, 6, схват 2 и клапан 4). Включение работы устройств в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение -
повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 17.в. сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления приводами: 1 – кнопка S1, 3 – кнопка S2, 5 – кнопка S3;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
33

Київ – 2013
Задача№18
2
1
А
Б
В
Объект автоматизации: Гидропривод навесно го оборудования сельскохозяйственной машины.
Навесное оборудование землеобрабатывающей машины может находиться в верхнем транспортном положении А, положении контакта с поверхностью земли Б, нижнем рабочем положении В. Положение оборудования задается гидроцилиндром 1. Для включения оборудования сначала привод 1 переводит его в среднее положение Б. После этого включается гидромотор 2 вращательного движения рабочих элементов оборудования. Затем, через 1,5 секунды, оборудование с вращающимися рабочими элементами погружается с помощью гидропривода 1 в грунт на глубину рабочего положения. После появления сигнала о завершении очередного прохода обработки земли, гидропривод 1 поднимает оборудование в транспортное положение А, а при прохождении среднего положения отключается гидромотор 2 вращения рабочих элементов. После переезда землеобрабатывающей машины на следующий участок процедура работы гидропривода повторяется.
34
Київ – 2013
Задача 18.а. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой привода установки положения и работы навесного оборудования (используются гидроцилиндр 1 и гидромотор 2). Сигнал о завершении обработки грунта имитируется электроконтактной кнопкой. Сигнал о переезде на новый участок для обработки грунта имитируется электроконтактной кнопкой. Включение работы устройств в режиме длительного цикла по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задача 18.б. Составить электрогидравлическую схему и управляющую программу в среде FST язык LD для управления работой привода установки положения и работы навесного оборудования (используются гидроцилиндр 1 и гидромотор 2). Сигнал о завершении обработки грунта имитируется электроконтактной кнопкой. Сигнал о переезде на новый участок для обработки грунта имитируется электроконтактной кнопкой. Включение работы устройств в режиме длительного цикла по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 18.а. сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления: гидроцилиндром 1 – кнопка S1, гидромотором 2 – кнопка S2;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
35

Київ – 2013
Задача№19
5 |
4 |
1 |
3
B
Б
2 |
А |
Объект автоматизации: Устройство заливки форм бетоном завода железобетонных конструкций.
На линии по выпуску железобетонных плит устройство для заливки бетона заполняет за один проход две формы, находящиеся на позициях А и Б. Количество подаваемого бетона определяется временем заливки, в течение которого дозатор находится над формой. Сначала гидропривод 1 подводит дозатор из исходного положения В к позиции А на 5 секунд, после этого дозатор приводом 1 подводится к позиции Б также на 5 секунд. Приводы 4 и 5, установленные соответственно в позициях А и Б, открывают и закрывают задвижку окна над каждой формой, и происходит её заполнение бетоном. После заполнения двух форм дозатор отводится из рабочей зоны приводом 1. После возвращения привода 1 в исходное положение В, привод 2 удаляет из рабочей зоны заполненные формы, а затем привод 3 устанавливает в рабочей зоне пустые формы под заливку.
После того, как все приводы возвратятся в исходное положение, и привод 3 установит пустые формы в рабочей зоне, система повторяет цикл. Контроль времени для заливки форм бетоном выполняется с помощью электрического реле времени или таймера.
36
Київ – 2013
Задача 19.а. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой привода подачи дозатора и установки пустых форм (используются приводы 1 и 3). Время выгрузки заполненных форм принять равным 8 секунд. Наличие пустых форм в рабочей зоне имитируется электроконтактной кнопкой без фиксатора. Включение работы приводов в режиме длительного цикла по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задача 19.б. Составить электрогидравлическую схему и управляющую программу в среде FST язык LD для управления работой привода подачи дозатора и установки пустых форм (используются приводы 1 и 3). Время выгрузки заполненных форм принять равным 8 секунд. Наличие пустых форм в рабочей зоне имитируется электроконтактной кнопкой без фиксатора. Включение работы приводов в режиме длительного цикла по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задача 19.в. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой устройства заливки форм (используются приводы 1, 2, 3, 4, 5). Включение работы устройств в режиме длительного цикла по нажатию кнопки без фиксатора S1, выключение - повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 19.в. сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления: приводом 2 – кнопка S1, приводом 3 – кнопка S2, приводом 4 – кнопка S3;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
37

Київ – 2013
Задача№20
4
3
2
1
Объект автоматизации: Гидравлический подъемник автоматизированного склада.
Автоматизированный склад имеет стеллаж с двумя уровнями по высоте для хранения и одним нижним уровнем для загрузки двух типов заготовок литейного производства. В длину стеллаж разделен на секции. Перемещение подъемника вдоль стеллажа обеспечивается реверсивным гидромотором 1, обеспечивающим движение подъемника от текущего положения до первого включенного путевого датчика. Вертикальное перемещение платформы подъемника обеспечивается гидравлическим цилиндром двухстороннего действия 2. После загрузки заготовок на платформу подъемник, с помощью гидромотора 1, выполняет горизонтальное перемещение к нужной секции с включенным датчиком. После остановки подъемника возле нужной секции, гидроцилиндр 2 поднимает платформу на первый уровень и манипулятор 3 выгружает заготовку первого типа. После возвращения манипулятора 3 в исходное положение гидропривод 2 поднимает платформу на второй уровень, и манипулятор 4 выгружает заготовку второго типа. Затем манипулятор 4 возвращается в исходное положение. Время выгрузки и возврата в исходное положение манипуляторов 3 и 4 составляет 4 секунды. По окончании выгрузки
38
Київ – 2013
заготовок привод 2 опускает платформу на уровень загрузки, и гидромотор 1 возвращает подъемник в исходную позицию.
После того, как все приводы возвратятся в исходное положение, и на платформу подъемника будут загружены следующие заготовки, по сигналу, подаваемому оператором, система повторяет цикл. Контроль времени для загрузки заготовок выполняется с помощью электрического реле времени или таймера.
Задача 20.а. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой привода подъема платформы и горизонтального перемещения подъемника (используются гидромотор 1 и гидроцилиндр 2). Сигналы путевых датчиков исходной позиции и начала нужной секции склада имитируются электроконтактными кнопками без фиксатора. Время выгрузки каждой заготовки составляет 4 секунды. Включение работы устройств в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 20.б. Составить электрогидравлическую схему и управляющую программу в среде FST язык LD для управления работой привода подъема платформы и горизонтального перемещения подъемника (используются гидромотор 1 и гидроцилиндр 2). Сигналы путевых датчиков исходной позиции и начала нужной секции склада имитируются электроконтактными кнопками без фиксатора. Время выгрузки каждой заготовки составляет 4 секунды. Включение работы устройств в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 20.в. Составить электрогидропневматическую схему и управляющую программу в среде FST язык STL для управления работой гидравлического подъемника (используются гидромотор 1 и приводы 2, 3, 4). Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 20.в. сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления приводами: 2 – кнопка S1, 3 – кнопка S2, 4 – кнопка S3;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
39