

Вопрос 2. Способы нанесения покрытий
Различают
1. Нанесение покрытий с использованием ванн.
2. Вневанный способ нанесения покрытия
3. Безванный способ – в проточном электролите.
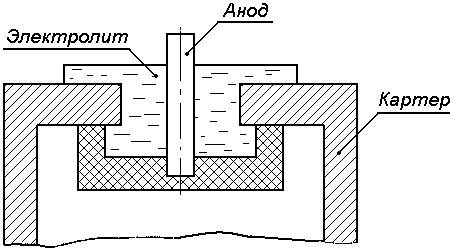
Вневанный способ нанесения покрытий
Приспособление для вневанного железнения отверстия под подшипник в картере коробки передач
.
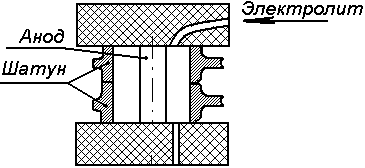
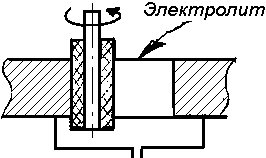
Безванный способ – в проточном электролите.
Восстановление нижних головок шатунов железнением в проточном электролите
Безванные способы – в проточном электролите контактным способом.


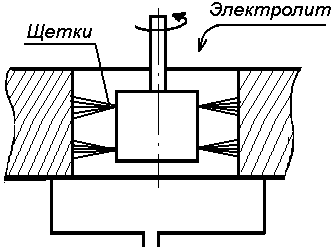
Использование щеток более предпочтительнее, так как щетки меньше изнашиваются по сравнению с мягким материалом (паралоном), используемым для нанесения покрытия.
Вопрос 3. Оборудование и оснастка. Охрана труда.
Оборудование:
Покрытие производится в ваннах: стационарных, колокольных и барабанных.
Стационарная ванна для гальванического покрытия.

Изготавливают ванны из листовой стали толщиной 4…5 мм. Для защиты ванны облицовывают свинцом, винипластом, стеклом, армированным стальной сеткой.
Ванны снабжаются вытяжными секциями, одна секция на 0,7…0,8 м длины ванны.
Ванны подогревают змеевиками, расположенными на дне или у вертикальной стенки ванны или пароводяной рубашкой, образованной двумя ваннами.
Каждому номеру ванны соответствуют свои размеры.
№1: длина 500 мм, ширина 400 мм, высота 500 мм.
№10: длина 2500 мм, ширина 900 мм, высота 1000 мм.
Колокольные ванны применяют для нанесения покрытий на мелкие детали, изготавливают из изолирующих материалов.
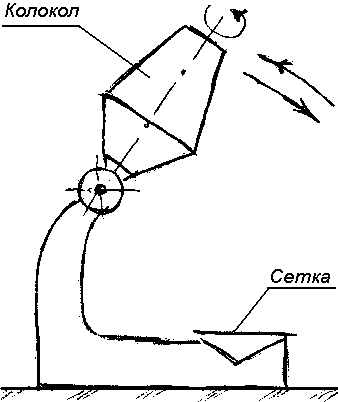
При разгрузке колокол наклоняется и детали высыпаются на сетку.
Достоинства:
1. Возможность наблюдения за процессом нанесения покрытия.
2. Возможность обработки мелких деталей.
3. Простота загрузки и выгрузки деталей.
Недостатки:
1. Потери электролита, связанные с переливанием.
2. Длительность процесса из-за низкой силы тока.
3. Невозможность получения покрытия достаточной толщины.
Техническая характеристика колокольных ванн.
Диаметр колокола верхний 400 мм, нижний 600 мм.
Глубина – 190…600 мм.
Объем – 5…120 л.
Сила тока 3…75 А.
Напряжение – 6…12 В.
Частота вращения ванны – 5…15 об/мин.
Барабанные ванны изготавливают из изолирующих материалов (венипласта, текстолита, оргстекла и других непроводящих материалов).
Барабан погружают в ванну с электролитом и извлекают из нее специальным устройством. Во время работы барабан вращается вокруг горизонтальной оси. Барабан может быть разделен на несколько секций для разных деталей.
Может применяться перекидное устройство для промывки барабана с деталями в рядом расположенной ванне.
Техническая характеристика барабана
Диаметр барабана 500 мм
Длина 600 мм
Масса загрузки деталей 40 кг
Частота вращения барабана от 8 до 10 об/мин
Сила тока 100…150 А
Напряжение 10…12 В
Преимущества (по сравнению с колокольными)
1. Большая скорость нанесения покрытий
2. Постоянство состава электролита и меньшие его потери
3. Возможность обработки различных деталей не смешивая их.
Недостатки
1. Недолговечность
2. Необходимость очистки барабанов от застрявших деталей.
Охрана труда.
Ванны должны располагаться у стен с окнами; загрузка, выгрузка и транспортировка осуществляется электрическим подъемником. Рабочие должны обеспечиваться спецодеждой. Помещение должно быть оборудовано фонтанчиками с водой.
Приточно-вытяжная вентиляция должна обеспечивать десятикратный объем воздуха в час.
Полы и стены должны быть облицованы керамической плиткой.
Сточные воды нейтрализуются (в растворе соды) перед спуском в канализацию.
Тема: Восстановление деталей синтетическими материалами
1. Подготовка поверхности к нанесению синтетических материалов
2. Нанесение покрытий
3. Обработка деталей после нанесения покрытия.