

Вопрос 2. Обработка деталей с гальваническими и синтетическими покрытиями.
Чаще всего обработку выполняют шлифованием. Осажденное электролитически железо принято называть твердым железом. Оно обладает двоякой природой: с одной стороны это чистое железо 0,04…0,06%, с другой – имеет высокую твердость HRC55 и выше.
Применяемые шлифовальные круги марки 33А40СМ2К, 24А25СМ2К позволяют получить шероховатость Ra=0,16…0,32 мкм.
Рекомендуемая продольная подача не более 0,012мм. Увеличение подачи до 0,025 разупрочняет поверхностный слой на 10…13%. Из-за небольших припусков на механическую обработку глубина резания 0,15…0,2 мм.
Обработка синтетических материалов.
Режимы обработки зависят от температуры плавления материалов. Параметры инструмента и скорость резания отличается от условий, характерных для металлов.
Общие правила при этом: режущий инструмент должен контактировать с обрабатываемым материалом на возможно меньшей поверхности и возможно меньшее время.
Очень важно закрепить деталь в старых центровых отверстиях для обеспечения одинаковой толщины покрытия. На пластмассовых покрытиях нецелесообразно создавать зеркально гладкую поверхность.
Обработка шлифовочной шкуркой запрещена, т. к. отделяющиеся абразивные частицы проникают в толщину мягкого материала.
Вопрос 3. Перспективные способы обработки восстановленных деталей.
Абразивно-лезвийная обработка заключается в разупрочнении наплавленного металла. Источником нагрева является специальный абразивный круг. Из-за смещения круга по высоте удаляется корка наплавленного металла, что позволяет вести резание восстановленных деталей твердосплавным инструментом.
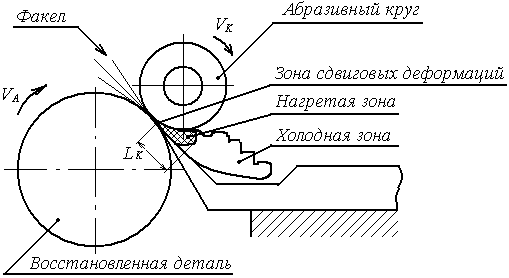
LК – длина дуги контакта
Резец используют с пластиной ВК8. Шлиф. круг ПП150x20x32, 38А, 200В ТБ, при скорости резания Vр=8 м/мин, при скорости шлифования Vш=45 м/с диапазон усилия прижатия круга P=10…50 Н. Круг должен обладать высокой стойкостью, т. к. он работает как диск трения, а также снимает металл на глубину 1,5 м.
Общая производительность:
Q = QЛ + QШ
Производительность лезвийного инструмента:
QЛ = γ · υ · S · tЛ
γ, г/см3 - плотность обрабатываемого материала;
υ, м/мин;
S, мм/об;
tп, мм
Производительность шлифования:
QШ = γ · υд · S0 · tШ
υд - скорость вращения детали, м/мин,
S0 - подача,
tШ - глубина резания.
При восстановлении деталей износостойкими материалами обработка лезвийным инструментом затруднена из-за высокой стойкости покрытия, наличия ударных нагрузок (из-за микронеровностей на поверхности), из-за шлаковых включений в слое.
Электрохимическое шлифование

Токопроводящий круг 3 при помощи скользящего контакта 2 соединен с отрицательным полюсом источника постоянного тока 1. Обрабатываемая деталь соединена с положительным полюсом. В зону обработки подают электролит 4, силу тока регулируют реостатом 6. В зазор между кругом и деталью подают электролит. Под действием электротока происходит анодное растворение поверхности детали, а зерна вращающегося круга удаляют продукты растворения.
Абразивные круги изготавливают на токопроводящих связках, основные компоненты которых медь, цинк, алюминий. Используют электролит – 3%-ый раствор NaNO3 и 0,3%-ый раствор NaNO2. Скорость абразивного круга 20…25 м/мин, скорость детали 5…6 м/мин.
Таблица – Режимы обработки.
|
Вид шлифования |
U, В |
Плотность тока, А/дм3 |
Давление круга, МПа |
Скорость съема металла, мм3/мин |
Расход электролита, л/мин |
|
предварительное |
10…12 |
150…200 |
1,2…1,5 |
800….120 |
2…2,5 |
|
окончательное |
6…8 |
90…120 |
0,4…0,6 |
200…300 |
2…2,5 |
Тема: Виды износов и повреждений кузова.
1. Основные причины износов и повреждений
2. Техпроцесс ремонта кузовов
3. Удаление лакокрасочных покрытий и очистка от продуктов коррозии