

Лекція 2. Цілі автоматичного управління
Завдяки автоматичному управлінню в металообробці можна досягати цілі: стабілізації різноманітних фізичних величин регульованого процесу, програмного управління вихідними величинами, стеження за будь-якими зовнішніми факторами, а також адаптації. Адаптація означає пристосування САУ до внутрішніх або зовнішніх умов, що постійно змінюються, і може мати на меті екстремальне управління, автоматично підтримуючи деякий критерій процесу на оптимальному рівні, мету самонастроювання САУ щодо її параметрів чи структури тощо.
Залежно від визначених цілей САУ поділяються на: системи стабілізації; системи програмного управління; системи стеження; екстремальні системи; системи з самонастроюванням параметрів та з самонастроюванням структури (системи, що самоорганізуються). Останні три види САУ належать до адаптивних систем [3, 14, 23
Системи стабілізації використовуються для підтримання на постійному рівні сили або потужності різання, швидкості різання та інших вихідних параметрів процесу різання. Такі САУ можуть бути як розімкненими, гак і замкненими. В останньому випадку точність стабілізації значно вище і слабо залежить від збурень. Головною особливістю САУ цього виду є те, що вплив, який задає, - аналог величини, що стабілізується, - на вході системи є постійним. Прикладом такої САУ може бути розглянута вище САУ стабілізації швидкості різання при шліфуванні.
Системи програмного управління призначені для управління вихідними величинами згідно з заздалегідь заданою програмою. Програма може задаватися будь-яким засобом - за допомогою кулачка, копира, перфострічки, програмованої запам'ятовуючої мікросхеми і виконуватися в функції часу або вихідної (ведучої) координати. Наприклад, піч для термообробки має систему програмного управління температурним режимом у функції часу, а привід формоутворюючого руху верстата з ЧПУ - у функції координати, що задається. Задана програмою траєкторія руху утворюється за рахунок певного з'єднання рухів по координатам, що управляються, причому швидкість руху не впливає на це співвідношення, а визначає величину контурної подачі.
Системи програмного управління є основними елементами верстатів з ЧПУ, роботів, копіювальних верстатів. Вони можуть бути розімкненими і замкненими. Так, САУ програмного управління приводами формоутворюючого руху верстатів з ЧПУ і роботів першої генерації були розімкненими (рис. 1.8, а). САУ має пристрій введення (ПВ) програми (П), що управляє електронним комутатором (ЕК), навантаженням якого є бобіни крокового двигуна 1. Вал крокового двигуна 1 зв'язаний з гідравлічним підсилювачем моменту 2, який переміщає об'єкт 3, що управляється, відповідно до заданої програми, що виробляється системою ЧПУ. САУ не охоплена зворотним зв'язком і тому її експлуатаційні характеристики обмежені порівняно із замкненою системою (рис. 1.8, б).
Управління поворотним столом 1 здійснюється відповідно до програми (П), що надходить через пристрій введення (ПВ), наприклад, у вигляді певного числа або кількості імпульсів на вхід лічильника (JT), що їх підсумовує. Вихід цього лічильника через цифро-аналоговий перетворювач (ЦАП) зв'язаний з входом комплектного електроприводу, що складається з керованого (тиристорного) перетворювача (ТП), високомоментного електродвигуна 3 і тахогенератора 2. Ясно, що комплектний електропривод також є замкненою САУ. Стіл 1 повертається і кодовий або імпульсний вимірювальний прилад 4 посилає імпульси на від'ємний вхід лічильника Л. Рух триває доти, доки на виході лічильника не з'явиться нуль, що означає виконання команди програми. Для управління напрямком повороту пристрій введення зв'язаний з ЦАП для зміни знака напруги на його виході.

Головною особливістю систем програмного управління є наявність програми та пристрою введення програми.
Системи стеження призначені для відтворення заздалегідь невідомих впливів, що задаються. До таких систем належать САУ роботів - маніпуляторів, роботів складального обладнання, різноманітні системи дистанційного управління металорізальних верстатів. На рис. 1.9, а показана система стеження двосторонньої дії копіювального маніпулятора [21].
М аніпулятор
оснащений двома контурами управління.
Перший контур утворює замкнену САУ
рухом (авих)
навантаження Η
згідно
з положенням (авх)
держака
управління оператора. Він складається
з вимірювального приладу кутів (ПК),
пристрою
порівняння, підсилювача потужності
(ПІ) і двигуна (Д1). Другий контур містить
вимірювальний прилад моментів(ПМ),
масштабуючий
пристрій (Μ),
пристрій
порівняння, підсилювач (У2) і двигун
(Д2). Цей контур служить для передачі
зусиль, які діють на робочий орган
маніпулятора, в певному масштабі
оператору. Завдяки цьому система створює
ефект присутності оператора в робочій
зоні, що поліпшує умови управління.
аніпулятор
оснащений двома контурами управління.
Перший контур утворює замкнену САУ
рухом (авих)
навантаження Η
згідно
з положенням (авх)
держака
управління оператора. Він складається
з вимірювального приладу кутів (ПК),
пристрою
порівняння, підсилювача потужності
(ПІ) і двигуна (Д1). Другий контур містить
вимірювальний прилад моментів(ПМ),
масштабуючий
пристрій (Μ),
пристрій
порівняння, підсилювач (У2) і двигун
(Д2). Цей контур служить для передачі
зусиль, які діють на робочий орган
маніпулятора, в певному масштабі
оператору. Завдяки цьому система створює
ефект присутності оператора в робочій
зоні, що поліпшує умови управління.
Рис.
1.9.
Схеми
систем, що стежать: а) -
маніпулятора
подвійної
дії; б) -
робочого
органу верстата
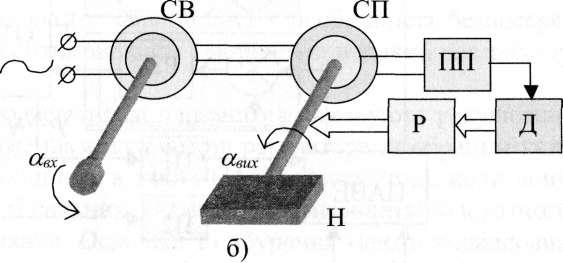
САУ переміщення робочих органів важких металорізальних верстатів показана на рис. 1.9, б. Сигнал дистанційного управління передається від сельсин-вимірювального приладу (СВ) до сельсин-приймача (СП), працюючого у трансформаторному режимі. В результаті сигнал на виході підсилювача-перетворювача (ПП) є пропорційним різниці між кутовими положеннями роторів сельсинів. Двигун (Д) відпрацьовує цю різницю, обертаючи навантаження (Н) через редуктор (Р) так, що його кутове положення відслідковує кутове положення ротора сельсин-вимірювального приладу.
Головною особливістю систем стеження, є наявність приладу, що сприймає вплив, який задається, відповідно до його фізичної природи (переміщення, напруга, температура і т. ін.).
Екстремальні системи автоматично виробляють вплив, що задається, завдяки чому підтримують об'єкт, що управляється, в оптимальному режимі роботи відповідно до заданою мети або критерію оптимальності. Щодо способу визначення екстремуму вихідної величини ці системи поділяються на безпошукові і пошукові.

Рис. 1.10. Схема без пошукової екстремальної С А У
Неточності у визначенні математичної моделі суттєво знижують ефективність таких систем. Пошукові адаптивні САУ більш досконалі. Як правило, в процесі роботи вплив зовнішніх факторів приводить до зміщення екстремальних характеристик ОУ. На рис. 1.11, а показаний переріз поверхні критерію оптимальності у по одній з координат х, що управляється, для моментів часу tj, t2 і ^з- Зрозуміло, що цим моментам часу відповідають різні значення координати, що управляється, яка доставляє максимум критерію оптимальності.
САУ з автоматичним пошуком екстремуму повинна забезпечити максимум або мінімум критерію оптимальності у течію усього часу роботи. Це досягається, як правило, введенням у канал регулювання додаткового впливу - пошукового гармонічного сигналу (ПС) (рис. 1.11, б). Пристосування автоматичного пошуку екстремуму (ПАВЕ) визначає напрямок зростання або зменшення критерію оптимальності і організує рух у бік максимуму (мінімуму) за координатою, що управляється, доти, доки похідна функції критерію за цією координатою не буде дорівнювати нулю, або стане близькою до нуля.


Недоліками пошукової екстремальної САУ є необхідність безпосереднього контролю критерію оптимальності і порівняно великий час виходу на оптимальний режим.
Системи з самоналагоджуванням параметрів виконують регулювання з автоматичним налагодженням параметрів регулятора за обраним критерієм якості роботи. Необхідність в таких САУ виникає тоді, коли вони працюють в умовах чинності сильних збурень, що призводить до істотного погіршення якості регулювання. Оскільки ці збурення мають випадковий характер, їх кількість і закони модифікації точно не відомі, не можна заздалегідь встановити оптимальні значення параметрів САУ або розрахувати закон (програму) їх модифікації. Отже, самонастроювання параметрів САУ повинне здійснюватися не заданим заздалегідь чином.
Найбільш широке застосування в металообробці знайшли САУ з самонастроюванням параметрів, в яких не виконується аналіз критерію якості роботи системи, а переналагодження параметрів регулятора здійснюється залежно від зовнішніх збурень за певним законом роботи обладнання, що налагоджується. Прикладом такої системи з самонастроюванням параметрів регулятора може служити САУ з контуром програмного регулювання жорсткості (рис. 1.12, а). Метою є підтримання на постійному рівні жорсткості технологічної системи в зоні різання, що забезпечує сталість пружних деформацій і можливість їх компенсації відповідним налагодженням. Програма управління жорсткістю інструменту виконується в функції поточної координати χ і розрахована для певного поєднання довжини і діаметра деталі, що обробляється. При відхиленні довжини і діаметра від розрахункових значень виникає необхідність у корекції програми. Ця корекція здійснюється автоматично за рахунок управління коефіцієнтами передачі масштабного дільника (МД) по сигналам вимірювального приладу координат (ВПх) і (ВПу), відповідно до довжини і діаметра деталі, що обробляється.


Рис. 1.12. Схема системи з самоналагоджуванням параметрів (а) та вузол регульованої жорсткості (б)
В системах з самонастроюванням структури заздалегідь не заданим чином виконується автоматична модифікація структури з метою оптимізації обраного критерію якості роботи САУ. В найпростішому випадку роботу такої САУ можна проілюструвати на наступній схемі (рис. 1.13).
У
замкнену САУ, яка складається з пристрою,
що задає (ЗП), автоматичного управляючого
приладу (АУП), об'єкту (ОУ), що управляється,
включене спеціальне пристосування
аналізу (ПА) заданого критерію якості.
Це пристосування управляє перемикальним
блоком (ПБ), що в деякій логічній
послідовності підключає до каналу
регулювання регулятори Р1, Р2 або РЗ з
наявного набору. При цьому у пристосуванні
аналізу запам'ятовуються та порівнюються
результати регулювання з метою вибору
найбільш вдалої структури. Ясно, що така
САУ вимагає певного часу для проведення
подібного аналізу і може застосовуватися
для управління порівняно повільними
процесами. Системи з самоналагоджуванням
структури мають підвищену н адійність
завдяки можливості дублювання функцій
регуляторів, які вийшли з ладу, однак
при цьому задана якість роботи, як
правило, не забезпечується.
адійність
завдяки можливості дублювання функцій
регуляторів, які вийшли з ладу, однак
при цьому задана якість роботи, як
правило, не забезпечується.
Рис. 1.13. Схема САУ з самоналагоджуванням структури