

4. Приклади виконання розділів розрахунково – графічної роботи
Приклад 1.
Завдання.Для деталі (додаток А згідно номера варіанта) необхідно одержати заготівку методом лиття в разову піщано-глинисту форму. Розробіть технологічний процес одержання виливка даним методом.
При виконанні завдання розробіть креслення:
а) модельно-ливарних указівок;
б) моделі;
в) стрижня;
г) стрижневого ящика .
а) модельно-ливарних указівок;
б) моделі;
в) стрижня;
г) стрижневого ящика .
Вихідні дані.У даному розділі приводяться креслення деталі відповідно до заданого варіанта (рис. 5), повна розшифровка матеріалу, застосовуваного для виготовлення
деталі, клас точності і номер ряду припуску одержуваного виливка, тип виробництва
(О - одиничне, С - серійне).
У розглянутому прикладі для виготовлення втулки використовується сірий чавун марки СЧ21 з межею міцності σв = 210 Мпа, клас точності одержуваного виливка - 9, номер ряду припуску - 7, виробництво - одиничне.

Рисунок 5- Втулка
Розробка креслення модельно-ливарних указівок Розробка модельно-ливарних указівок полягає в нанесенні на креслення деталі площини рознімання моделі і форми, припусків на механічну обробку, напусків, ливарних ухилів і інших елементів конструкції моделі і ливарної форми, що необхідні для виготовлення виливка. У результаті одержують розмічене креслення модельно-ливарних указівок. Розмічене креслення є основним технологічним документом, що визначає всі особливості виготовлення литий заготівлі.
При розробці креслення модельно-ливарних указівок на креслення деталі умовно наносять наступні елементи.
1 Площина рознімання моделі і форми, неї позначають РМФ (рознімання моделі, форми) і двома стрільцями з позначеннями В (верх) і Н (низ):
Положення площини рознімання повинне забезпечувати зручність формування, а також зборки ливарної форми і залежить від положення виливка у формі. При виборі положення виливка у формі необхідно дати можливість спрямованого і рівномірного затвердіння металу в напрямку прибутків (випоровши). Від положення виливка у формі залежить якість її поверхонь. Поверхні, що розташовуються у верхній частині виливка, часто уражаються газовими раковинами і жужільними включеннями. Тому оброблювані поверхні по можливості розміщають чи вертикально в нижній частині виливка. Кількість рознімань повинна бути мінімальним, а поверхні рознімання по можливості плоскими. При виборі площини рознімання необхідно забезпечити вилучення моделі з ливарної форми при формуванні і раціональне розміщення елементів ливникової системи Необхідно врахувати, що наявність рознімання може приводити до зсуву частин виливка відносно один одного. У зв'язку з цим бажано весь чи виливок її велику частину розташовувати в одній частині форми, краще в нижній.
Для розглянутого приклада переважно вертикальне положення виливка з розміщенням у нижній частині форми (рисунок 6).

Рисунок 6 - Втулка. Модельно-ливарні вказівки.
2. Припуски на механічну обробку - шари металу, що видаляються в процесі механічної обробки виливка з її оброблюваних поверхонь для забезпечення заданої геометричної точності і якості поверхні. Припуски позначають тонкими лініями, не витримуючи масштаб, у поверхонь, де зазначений знак шорсткості . Інші поверхні обробці не підлягають, на що вказує знак у правому куті ескізу (рисунок 1) Величину припуску на механічну обробку вказують числом перед знаком шорсткості або лінійним розміром.
Значення припусків на механічну обробку призначають у залежності від класу точності номінальних розмірів виливка і номери ряду припусків відповідно до
ГОСТ 26645-85. У завданні в навчальних цілях використовується спрощена методика призначення припусків, що здійснюється в наступній послідовності:
- по кресленню (рисунок 5) визначають номінальні розміри оброблюваних елементів деталі;
- по номінальним розмірам оброблюваних елементів і класу точності виливка призначають допуски (див. табл. Г.1). Допуски розмірів виливка, утворені однією напівформою, установлюють на 1-2 класу точніше заданого. Так як при вертикальному розташуванні виливка розміри утворені однією напівформою (рисунок 6), на всі розміри призначається 8-й клас точності.
- по призначеному допуску і номеру ряду припуску установлюють значення припуску (див. табл. Г.2).
Отвори невеликого діаметра, шпонкові пази, фаски ускладнюють технологічний процес одержання виливка. На такі елементи для підвищення технологічності виливка припуски не призначають, а цілком одержують механічною обробкою.
На кресленні модельно – ливарних указівок на ці елементи призначають напуски, що позначають, перекреслюючи елемент тонкою суцільною лінією. У даному прикладі напуск призначений на отвір діаметром 12 мм.
По набутих значеннях припусків і номінальних розмірів деталі визначаємо розміри відливання. Розміри відливання визначаємо по формулі:
L0=LД±Z
де L0 - номінальний розмір відливання, мм;
LД - номінальний розмір деталі, мм;
Z - припуск на механічну обробку, мм.
При визначенні розміру відливання L0 необхідно врахувати, що припуск Z призначений на сторону, і його значення подвоюються (Z·2) для діаметральних розмірів. При цьому значення припуску береться із знаком «плюс» (+2·Z) для зовнішніх розмірів, знак «мінус» (-2·Z) - для внутрішніх.
Звертаємо увагу на розрахунок розмірів відливання, що мають загальну базову поверхню.
Зверніть увагу на розрахунок розмірів виливка, що мають загальну базову поверхню
(у прикладі розміри 10 і 312 мм). У даному випадку встановлюється загальний припуск на механічну обробку поверхні, величина якого дорівнює припуску більшого за значенням розміру (312мм).
Значення припусків і розмірів відливання приведені в таблиці 1.
Таблиця 1 - Припуски на механічну обробку і розміри відливання.
|
Номінальний розмір деталі LД, мм |
Клас точності |
Допуск мм |
Номер ряду припуску |
Припуск на сторону Z, мм |
Розмір відливання L0, мм | |
|
Ø 256 |
8 |
2,0 |
7 |
3,0 |
Ø 262,0 | |
|
Ø192 |
8 |
1,8 |
Необроблювана поверхня |
Ø192,0 | ||
|
Ø 80 |
8 |
1,4 |
7 |
2,5 |
Ø75,0 | |
|
Ø 12 |
Напуск | |||||
|
112 |
Напуск | |||||
|
312 |
8 |
2,0 |
7 |
3,0 |
318,0 | |
|
200 |
8 |
1,8 |
7 |
2,8 3,0 |
- 203,0 | |
3 Формувальні ухили полегшують вилучення моделі з форми. Ухили надаються вертикальним поверхням моделей, що не має конструктивних ухилів у напрямку витягу їх з форми. Значення ухилів регламентовані стандартами (див. табл. Г. 3) і залежать від матеріалу моделі і висоти формотворної поверхні. На кресленні модельно-ливарних вказівок ухили позначаються тонкою суцільною лінією, а їхні значення можуть вказуватися в кутових чи лінійних величинах,
Значення формувальних ухилів дерев'яної і металевої моделей розглянутого приклада приведені в таблиці 2.
Таблиця 2 - Формувальні ухили. Вертикальне виконання
|
Висота формотворної поверхні, мм |
Формувальний ухил, мм | |
|
312-200=112 |
0°32' |
1,1 |
|
200 |
0° 22' |
1,6 |
4. Контури стержня із стержневими знаками позначаємо тонкими лініями і штрихуванням біля контуру, а також буквами «Ст.» з вказівкою порядкового номера. На зображенні стержня указуємо роз'єм стержневого ящика знаком і напрям його набивання стержневою сумішшю.Звертаємо увагу на відмінність в конструкції стержневих знаків: конусні знаки - біля вертикального стержня і циліндрові знаки - біля горизонталь. Між ливарною формою і стержневими знаками передбачаємо технологічні зазори. Величина зазорів при виконанні завдання приймається рівною 0,2 мм.
Довжину стержневого знаку визначаємо виходячи з діаметру і довжини стержня
(див. табл. Г.4) і при горизонтальному розташуванні ливарної форми дорівнює 55 мм. . При вертикальному розміщенні ливарної форми спочатку призначаємо висоту нижнього знаку
(див. табл. Г.5) . Висота нижнього знака для розглянутого приклада (рисунок 2) дорівнює 50 мм. Висоту верхнього знака приймають рівній половині нижнього - 25 мм. Ухили знакових частин для вертикального стержня приймаємо рівними для нижнього стержня 10°, для верхнього -15°.
5. Елементи ливникової системи (ливникову чашу , стояк, шлакоуловлювач, живильник і випори) зображуємо суцільними тонкими лініями.
При нанесенні на креслення модельно-ливарних вказівок елементів литниковой системи звертаємо увагу на правильність установки випорів. Випори для виходу повітря, що витісняється з форми,, контролю за заповненням ливарної форми і живлення відливання рідким металом в процесі її усадки. Випори, що не сполучаються з атмосферою, називають прибутками. Прибутки встановлюють на наймасивніших частинах відливання і на кресленні позначаємо словом «Прибуток» з вказівкою порядкового номера. За наявності декількох однакових прибутків їм привласнюють один і той же номер, указуючи в позначенні. загальна кількість (наприклад, прибуток № 1 ; 2 шт.). Розрахунок розмірів "елементів ливникової системи в завданні не передбачені.
Даний розділ виконаного завдання повинний містити креслення модельно- ливарних указівок (рисунок 6), таблиці значень припусків, розмірів виливка (табл. 1 ) та формувальних ухилів (табл. 2).
Розробка креслення моделі, стрижня і стрижневого ящика . При розробці креслень моделі, стержня і стержневого ящика звертаємо увагу на роль окремих частин цих елементів у формуванні конфігурації і розмірів відливання.
Модель має конфігурацію зовнішньої поверхні відливання; її виготовляють з деревини. Внутрішня поверхня відливання утворюється за допомогою стержня, який виготовляють із стержневої суміші. Конфігурація зовнішньої і внутрішньої поверхонь відливання визначається кресленням модельно-ливарних вказівок і включає припуски, напуск, формувальні ухили і ливарні радіуси. Оскільки процес охолоджування металу в ливарній формі супроводжується лінійною усадкою, то при розрахунку розмірів моделі і стержня необхідно врахувати величину усадки. Величина лінійної усадки для сталевих виливків у середньому складає 2 %, чавунних - 1 %. Розрахунок розмірів моделі і стрижня роблять по формулі
LMC=L0 + Y
де LMC - номінальний розмір моделі або стрижня, мм;
Y - величина усадки, мм.
При виготовленні моделей і стержневих ящиків мають місце відхилення розмірів, які регламентовані стандартами. Значення граничних відхилень Моделі і стрижні виготовляють зі стрижневими знаками. Форма знакових частин моделі і стрижня визначена кресленням модельно-ливарних указівок. Знаки на моделі утворять у ливарній формі порожнини, у які поміщають знакові частини стрижня. Таким чином, знакові частини моделі і стрижня не визначають конфігурацію виливка, а використовуються для фіксації стрижня в ливарній формі. Тому при розрахунку розмірів знакових частин моделі і стрижня величину лінійної усадки не враховують. Для одержання технологічних зазорів між ливарною формою і знаковими частинами стержня відповідні розміри знакових частин моделі збільшують на величину зазору (0,2 мм).
При виготовленні моделей і стрижневих шухляд мають місце відхилення розмірів, що регламентовані стандартами. Значення граничних відхилень на розміри моделей і стрижневих шухляд визначають за даними, приведеним у таблиці Г.6.
Розміри моделі, стрижневої шухляди і стрижня розглянутого приклада при вертикальному розташуванні виливка приведені в таблицях 4-5. При розрахунку розмірів модельного комплекту для горизонтального розташування виливка в навчальних цілях прийнято, що матеріалом виливка є сталь.
Конструкції моделей і стрижневих шухляд визначаються кресленням модельно-ливарних указівок. Вони можуть бути нероз'ємними і рознімними. Частини рознімних моделей і стрижневих шухляд центруються відносно один одного за допомогою дерев'яних чи шипів металевих штифтів. Моделі і стрижневі ящики виготовляють з різних матеріалів. Дерево (ялина, сосна, береза) використовується в одиничному і дрібносерійному виробництві для моделей будь-яких розмірів і будь-якої складності, метал (алюмінієві сплави, бронза, латунь, чавун) - у серійному і масовому виробництві. У зв'язку з цим при виконанні креслення моделі і стрижневого ящика вкажіть спосіб центрування рознімних моделей і стрижневих ящиків , а також штрихування відповідно до обраного матеріалу.
Креслення моделі, стрижневого ящика і стрижня розглянутого приклада при вертикальному розташуванні відливки приведені на малюнках 5-9. Даний розділ виконаного завдання повинний містити таблиці розмірів і креслення моделі, стрижня і стрижневої шухляди (табл. 3-5, мал. 7-9 ).
Таблиця 3 - Розміри моделі.
|
Розмір виливка
|
Усадка,
|
Усадка
|
Розмір моделі
|
|
Lо, мм
|
%
|
Y, мм
|
L мс, мм
|
|
Ø262,0
|
1,0
|
2,6
|
0264,6±1,4
|
|
Ø192,0
|
1,0
|
1,9
|
0193,9±1,2
|
|
318,0
|
1,0
|
3,0
|
321,0±1,4
|
|
203,0
|
1,0
|
2,0
|
205,0±1,2
|
Таблиця 4 - Розміри стрижня і стрижневого ящика.
|
Розмір відливання, L0, мм. |
Усадка, % |
Усадка Y, мм |
Розмір стержня LМС, мм |
Розмір знаку, мм |
Розмір ящика LМС, мм |
|
Ø75,0
|
1,0
|
0,8
|
|
Ø75,8
|
Ø75,8±1,0
|
|
318,0
|
1,0
|
3,0
|
321,0 |
Висота: |
396,0+1,4 25,0 ±0,7 50,0±0,7 |
|
|
|
|
|
"верх" - 25,0 "низ" - 50,0 |
Таблиця 5 - Розміри знакових частин моделі.
|
Розмір знака на стрижні, мм |
Зазор, мм |
Розмір знака на моделі, мм |
|
Ø75,8 |
2х0,2 |
Ø 76,2±1,0 |
|
50,0 |
- |
50,0±0,7 |
|
25,0 |
0,2 |
25,2±0,7 |

Рисунок 7 - Втулка. Модель Рисунок 8 - Втулка. Стержень

Рисунок 9 - Втулка. Стержневий ящик
Приклад 2
Для деталі необхідно одержати заготівку методом вільного кування на молоті. Розроблюємо технологічний процес отримання поковки даним методом. При виконанні завдання потрібно:
а) розробити креслення поковки;
б) визначити масу, розміри та вид початкової заготовки;
в) визначити техніко-економічні показники розробленої поковки;
г) визначити температурний режим кування і тип нагрівального пристрою;
д) вибрати устаткування для формоутворення розробленої поковки;
е) розробити технологічну схему формоутворення поковки.
Вихідні дані У даному розділі приводиться креслення деталі відповідно заданого варіанту (рисунок 10 ) і повне маркування матеріалу , що застосовується для виготовлення деталі

Рисунок 10 - Вал
Для виготовлення валу використовується сталь 35 - конструкційна, вуглецева, якісна із змістом вуглецю 0,35%.
Визначення припусків і розробка креслення поковки. Від обробленої деталі поковка відрізняється розмірами, збільшеними на величину припусків на механічну обробку; менш жорсткими допусками на розміри, а також спрощеною формою, більш зручною для кування. Припуски на механічну обробку частіше за все призначаються на всі розміри деталі, що пов'язане з наявністю дефектного поверхневого шару, значних геометричних погрішностей форми і розмірів поковки.
Велике практичне значення мають напуск при проектуванні поковок валів з уступами, виступами і виїмками.
Уступ - це будь-яка ділянка поковки, діаметр якої більше хоча б однієї з прилеглих ділянок.
Виїмка - ділянка поковки, діаметр якої менше діаметрів обох прилеглих ділянок.
Виступ - ділянка поковки, діаметр якої більше діаметра обох прилеглих ділянок.
Кування коротких уступів і уступів з малою висотою економічно недоцільне. В таких випадках форму поковки спрощують, призначаючи напуск.
Основні припуски
![]() і граничні відхилення ±Δ/2. для поковок,
одержуваних куванням на молотах по ГОСТ
7829-70, слід призначати відповідно до
малюнка 11 і наступними вимогами:
і граничні відхилення ±Δ/2. для поковок,
одержуваних куванням на молотах по ГОСТ
7829-70, слід призначати відповідно до
малюнка 11 і наступними вимогами:

Рисунок 11 - Схема призначення припусків і допусків
припуски
 і
граничні відхилення ±Δ/2 на діаметральні
розміри призначають залежно від
загальної довжини деталі L (див. табл.
Д.1);
і
граничні відхилення ±Δ/2 на діаметральні
розміри призначають залежно від
загальної довжини деталі L (див. табл.
Д.1);припуск д на загальну довжину деталі приймають рівним 2,5 припускам на діаметр найбільшого перетину;
граничні відхилення ±Δ/2 на загальну довжину деталі приймають рівним 2,5 відхиленням на діаметр найбільшого перетину;
припуски на довжину уступів і виступів приймають кратними припуску на діаметр найбільшого перетину згідно малюнку 15. При цьому довжину уступів і виїмок на кресленні поковки указують від єдиної базової поверхні;
за базову поверхню приймають торець виступу найбільшого перетину поковки, що не є торцем поковки;
граничні відхилення ±Δ/2 на довжину уступів і виступів приймають рівними 1,5 відхиленням діаметра найбільшого перетину згідно рисунку 11.
Призначивши припуски і граничні відхилення визначаємо розміри поковки, перевіряємо здійснимість її елементів: уступів і виїмок. Уступ поковки вважається нездійсненним, якщо виконується одна з наступних умов:
значення висоти уступу менше 4 мм;
значення довжини уступу менше 40 мм.
Виїмка вважається нездійсненною, якщо виконується наступна умова: значення довжини виїмки менше 100 мм.
Якщо елемент поковки визначений
як нездійсненний, то його доводять до
здійснимого розміру за рахунок напуску
з боку будь-якого з торців з умови, щоб
об'єм напуску був мінімальним. В таблиці
6 приведені значення
припусків, граничних відхилень і
діаметральних розмірів поковки для
даного прикладу
(рисунок 10).
Припуски
![]() і
граничні відхилення ±Δ/2
діаметрів D призначені для діапазону
довжини деталі L
понад 500 до 800 мм, а діаметральні розміри
поковки визначені
згідно рисунку 15
і
граничні відхилення ±Δ/2
діаметрів D призначені для діапазону
довжини деталі L
понад 500 до 800 мм, а діаметральні розміри
поковки визначені
згідно рисунку 15
Таблиця 6- Визначення діаметральних розмірів поковки
|
Діаметр деталі D, мм |
Припуски
і граничні відхилення ( |
Розміри поковки, мм |
|
Ø120 |
10 ±3 |
Ø 130 ±3 |
|
Ø90 |
9±3 |
Ø 99 ±3 |
|
Ø76 |
9±3 |
Ø 85 ± 3 |
Для призначення припусків,
граничних відхилень, розрахунку лінійних
розмірів поковки визначають діаметр
найбільшого перетину. В даному завданні
діаметр 120 мм. Припуски
![]() і граничні відхилення ± Δ /2 лінійних
і граничні відхилення ± Δ /2 лінійних
розмірів деталі приймають кратними припуску і граничним відхиленням
![]() ±
Δ /2 діаметру 120 мм, тобто (10 ±3 ) мм.
±
Δ /2 діаметру 120 мм, тобто (10 ±3 ) мм.
Лінійні розміри поковки валу наведені в таблиці
Під час розрахунку лінійних розмірів поковки враховуємо напрям припуску, що призначається. Якщо припуск, що призначається, приводить до збільшення номінального розміру деталі, то при розрахунку розміру поковки він береться із знаком "плюс", якщо до зменшення - із знаком "мінус".
Таблиця 7- Визначення лінійних розмірів поковки
|
Номінальні розміри деталі, мм |
Припуски і граничні відхилення ( |
Розміри поковки, мм |
|
670 |
(1,2510 +1,2510) ±(2,53) |
695 ± 7,5 |
|
350 |
(-0,7510 + 0,7510) ±(1,53) |
350 ±4,5 |
|
300 |
(1,2510 + 0,7510) ±(2,03) |
320 ± 6,0 |
|
250 |
(-0,7510-0,7510) ±(1,53) |
235 ±4,5 |
|
200 |
(-0,7510 + 0,7510) ±(1,53) |
200 ±4,5 |
|
150 |
(-0.7510-0.7510) ±(1,53) |
135±4,5 |
Після призначення припусків і визначення розмірів поковки проводять перевірку здійснимості уступів, виїмок відповідно до умов, вказаних вище. Дана поковка містить:
виїмку завдовжки 35 (235-200) мм;
кінцевий уступ заввишки 7 ((99-85)/2) мм і завдовжки 25 (695-(320+350)) мм
Виїмка завдовжки 135 мм здійснима, оскільки її довжина перевищує 100 мм
Виїмка завдовжки 35 мм не здійснима, оскільки її довжина менше 100 мм В цьому випадку її не виконують, призначаючи напуск, збільшенням діаметра виїмки до діаметра сусіднього виступу 99 мм
Кінцевий уступ заввишки 7 мм і завдовжки 25 мм не здійснимий, оскільки його довжина менше 40 мм Уступ не виконують, призначаючи напуск, збільшенням меншого діаметра уступу до діаметра сусіднього виступу 99 мм
Остаточні розміри поковки валу з призначеними припусками і напуском приведені на рисунку 16.
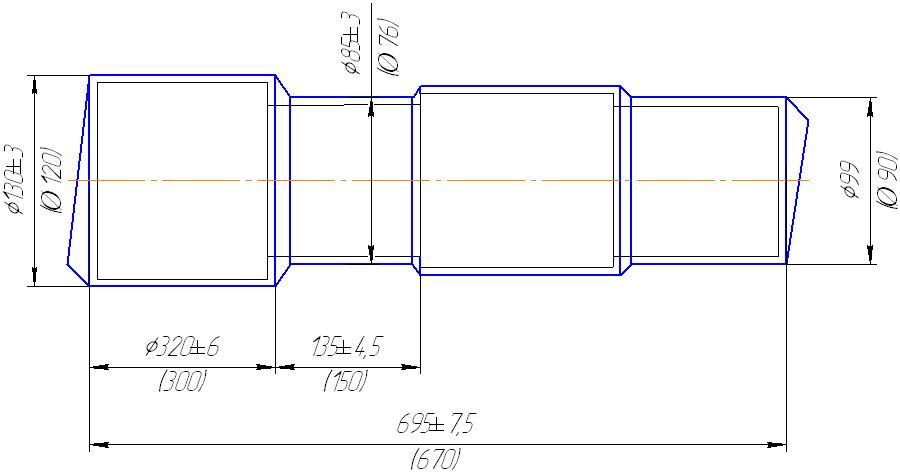
Рисунок 12 - Вал. Поковка
Визначення маси, розмірів і виду вихідної заготівки. Масу вихідної заготівки визначаємо як суму мас поковки і технологічних відходів Види технологічних відходів залежать від вживаного технологічного, процесу і заготівки. В загальному випадку, що використовується, технологічні відходи включають відходи на угар , що утворюються в результаті утворення окалини при нагріві вихідної заготівки; відходи прибуткової і донної частини при куванні заготівки із злитка; відходи на видру при куванні порожнистих заготівок; кінцеві відходи. Визначальними чинниками при виборі вигляду вихідної заготівки служать маса поковки і марка матеріалу. Якщо маса поковки не перевищує 200 кг, то в якості вихідної заготівки застосовують прокат. При масі поковки від 200 кг до 800 кг можливі вживання прокату і злитків. При масі поковки більше 800 кг застосовують злитки.
Вихідні дані виконуваного завдання розраховані на застосування в якості вихідної заготівки прокату, технологічні відходи якого включають відходи на угар і кінцеві відходи.
Розрахунок маси поковки починають з визначення її об'єму. Для підрахунку об'єму Vпок, см3, поковку розбивають на елементарні частини і визначають об'єм за формулою:

де V1, V2, V3 - об'єми виступів і виїмок , см3;
D1, D2, D3 - діаметри виступів поковки , см;
l1, l1, l1 - довжини виступів і виїмок, см.
Визначення об'єму поковки проводимо за її номінальними розмірами без урахування граничних відхилень.
Масу GПОК, кг, поковки підраховують по формулі:
Gпок = 10-3 · Vпок · ρ = 10-3 · 6856,6 · 7,85 = 53,8
де ρ- густина матеріалу, рівна для сталі 7,85 г/см3.
Кінцеві відходи при куванні призначаються з метою видалення дефектного шару на торцях поковки і формування остаточної довжини поковки на завершальній операції.
Довжина лівого кінцевого відходу L1, см
![]()
Де D1–діаметр лівого кінцевого виступу поковки, см
Довжина правого кінцевого відходу L3, см
L3 = 0,35 · D3 + 1,5 = 0,35 · 9,9 + 1,5 = 5,0
де D3–діаметр правого кінцевого виступу поковки, см
Маса кінцевих відходів GОТХ. , кг.
![]()
Визначення маси Gзаг, кг, вихідної заготівки проводять з урахуванням відходів на чад з розрахунку, що втрати складають 6,0% маси металу, що нагрівається:
![]()
Основною формоутворювальною операцією при отриманні поковок даного класу є протяжка. Протяжка полягає в зменшення площі поперечного перетину заготівки при збільшенні її довжини. Протяжку здійснюють послідовними ударами бойок молота на окремі ділянки заготівки, що примикають один до іншого, з подачею заготівки уздовж осі і поворотами її на 90° уздовж цієї осі.
Для розрахунку розмірів вихідної заготівки під поковку, одержувану протяжкою, визначають максимальний поперечний перетин поковки Fmax, см2
![]()
де D1 - діаметр поковки на ділянці максимального поперечного перетину (рисунок 12), см.
Площа поперечного перетину F'заг, см2, початкової заготівки визначають по формулі
![]()
де у- ступінь уковки (у=1,3-1,5 при отриманні поковки з прокату).
Ступінь уковки є технологічним показником процесу кування. Очевидно, чим вище значення ступеня уковки, тим краще проковує метал, тим вище його механічні властивості.
Отримані значення площі поперечного перетину вихідної заготівки Fзаг уточнюємо, вибираючи по ГОСТ380-88 "Сталь гарячекатана кругла" найближче більше із стандартних значень площі поперечного перетину прокату Fзаг. Для даного прикладу уточнене значення площі поперечного перетину початкової заготівки Fзаг=176,7 см2 при діаметрі 150 мм.
Для розрахунку довжини початкової заготівки визначаємо об'єм Vзаг, см3 . вихідної заготівки
![]()
Довжину початкової заготівки Lзаг, см, розраховують по формулі:
![]()
Визначення техніко-економічних показників розробленої поковки.
Показниками процесу кування, що характеризують його ефективність, є коефіцієнт використовування металу і коефіцієнт вагової точності. Для визначення цих показників розраховують масу Gдет, кг, деталі (мал. 1), застосовуючи підхід, що використався при розрахунку маси поковки:

Де d1, d2, d3 - діаметри елементів деталі, см;
І1', І2', І3' - довжини елементів деталі, см;
Коефіцієнт використовування металу визначають я відношення маси деталі до маси заготівки:
![]() 0,61;
0,61;
де Квм- коефіцієнт використовування металу.
Коефіцієнт вагової точності визначають як відношення маси деталі до маси поковки:
![]() 0,76;
0,76;
КВТ - коефіцієнт вагової точності.
Коефіцієнти використовування металу і ваговий точності можуть бути використані для порівняння ефективності альтернативних технологічних процесів отримання заготівки. Чим вище значення цих показників, тим вище економічна ефективність розробленого технологічного процесу отримання
заготівки.
Визначення температурного режиму кування і типу нагрівального пристрою. Температурний режим кування включає два основні показники - інтервал температур, в якому проводять кування, і тривалість нагріву вихідної заготівки.
Тривалість нагріву Т, годин, орієнтовно визначать за допомогою формули Н. М. Доброхотова
![]() 0,60
год;
0,60
год;
![]() -
коефіцієнт, що враховує спосіб укладки
заготівок в печі (при нагріві однієї
заготівки
-
коефіцієнт, що враховує спосіб укладки
заготівок в печі (при нагріві однієї
заготівки
![]() =1,0);
=1,0);
![]() -коефіцієнт,
що враховує хімічний склад сталі (для
низько вуглецевих і низьколегованих
сталей
-коефіцієнт,
що враховує хімічний склад сталі (для
низько вуглецевих і низьколегованих
сталей
![]() =10,0);
=10,0);
D![]() -
діаметр початкової заготівки, м.
-
діаметр початкової заготівки, м.
Температурний інтервал кування - діапазон температур металу початкової заготівки, в межах якого метал найбільш пластичний і володіє мінімальним опором деформації. Інтервали між максимальною і мінімальною температурами для вуглецевих сталей встановлюють по діаграмі стану залізо-вуглець.(рисунок 17)

Рисунок 13- Температурний інтервал кування вуглецевих сталей.
Відповідно до приведеної
діаграми для даного прикладу визначені
температура початку кування
![]() = 1250°С і температура кінця кування
= 1250°С і температура кінця кування![]() = 800°С по відомому вмісту вуглецю в сталі.
= 800°С по відомому вмісту вуглецю в сталі.
Для того, щоб знати, яким часом можна розташовувати для виконання кувальних операцій, при визначенні температурного режиму кування проводять облік швидкості охолоджування нагрітої заготівки. Якщо охолоджування заготівки відбувається з високою швидкістю, - а часу охолоджування недостатньо для, виконання кувальних операцій, то проводять додатковий підігрів заготівки. В даному прикладі при визначенні відходів на чад проведений облік відходів із застосуванням додаткового підігріву заготівки.
Нагрівальні пристрої, які застосовують для нагріву заготівок, підрозділяють на нагрівальні печі і електронагрівальні пристрої.
До нагрівальних печей відносять камерні, методичні і електричні печі опору. Камерні печі періодичної дії застосовують на виробництві, де часто міняється типорозмір заготівок, що нагріваються. Методичні печі є печами безперервного нагріву, їх застосовують для нагріву заготівок в прокатних і ковальсько-штампувальних цехах. Печі опору частіше за все використовують для нагріву кольорових сплавів.
До електронагрівальних пристроїв відносять індукційні пристрої і пристрої електроконтактного нагріву. Індукційні пристрої використовують для нагріву заготівок діаметром до 200 мм, пристрої електроконтактного нагріву - 75 мм. Застосовують електронагрівальні пристрої тільки при нагріві достатньо великої кількості однакових за розмірами заготівок.
При виконанні завдання необхідно вибрати тип нагрівального пристрою стосовно умов дрібносерійного виробництва.
Виконаний розділ даного завдання повинен включати схему визначення температурного інтервалу кування (рисунок 17), температури початку і кінця кування, тип вибраного нагрівального пристрою.
Вибір устаткування для формоутворення поковки. Машинне кування проводять на кувальних молотах і кувальних гідравлічних пресах. В вихідних даних даного прикладу передбачено отримання поковки методом кування на молоті.
Молот - машина динамічної ударної дії. Основними типами молотів для кування привідні - пневматичні і пароповітряні. Пневматичні молоти застосовують для кування заготівок масою до 20 кг, пароповітряні - 20-350 кг.
В даному розділі, використовуючи раніше отримані дані про масу поковки, назвіть одного з типів молотів для отримання розробленої поковки.
Розробка технологічної схеми формоутворення поковки.
Процес кування складається з чергування в певній послідовності основних і допоміжних операцій.
Кожна основна ковальська операція визначається характером деформації і вживаним інструментом.
Як основна формоутворювальна операція у виконуваному завданні використовується протяжка. Протяжка здійснюється плоскими і вирізними бойками. При протяжці на плоских бойках в центрі виробу можуть виникати (особливо при протяжці круглого перетину) значні розтягуючі напруги, які приводять до утворення осьових тріщин. При протяжці круглого перетину на кругле у вирізних бойках сили, направлені з чотирьох сторін до осьової лінії заготівки, сприяють більш рівномірному перебігу металу і усувають можливість утворення осьових тріщин.
Протягування поковки в даному завданні здійснюють в декілька переходів (табл. 13) При цьому формоутворення здійснюють поетапно: від елемента з максимальною площею поперечного перетину до елемента з мінімальною площею поперечного перетину.
В розглянутому прикладі спочатку одержують виступ діаметром (130±3) мм, потім - виступ діаметром (99+3) мм і виїмку діаметром (85+3) мм
Як допоміжна операція використовують операцію розмітки лінійних розмірів елементів, одержуваних протяжкою.
При розрахунку проміжних розмірів необхідно врахувати кінцеві відходи, довжина яких визначалася раніше. Наприклад, розмір 381 мм включає довжину (320+6)мм виступу діаметром (130±3)мм і довжину кінцевого відходу L1= 61 мм
При розрахунку довжини ділянки під виїмку використовують принцип постійності об'ємів. Довжину ділянки lР, мм, визначають по формулі
![]()
де lв, Dв - довжина і діаметр одержуваної виїмка мм;
lp, Dp - довжина і діаметр ділянки, що розмічається під виїмку, мм
Даний розділ виконаного завдання повинен включати схему формоутворення (табл. 3), розрахунки розмічальних розмірів і пояснення до них.
Таблиця 8 - Схема формоутворення поковки валу
-
Ескіз
Зміст переходів

Початкова заготівка: сталь 20, гарячекатана, кругла
ГОСТ 380-88

Протягнути початкову заготівку на діаметр (66±2)мм Намітити під уступ довжину 100мм.

. Протягнути початкову заготівку на діаметр (45±2)мм Намітити під уступ довжину 50мм.

Протягнути початкову заготівку на діаметр (35±2)мм Намітити загальну довжину поковки під обрубування на розмір (265±5)мм

Обрубати поковку на розмір (265±5)мм
Приклад 3
На рисунку (додаток А згідно номера варіанту) приведено робоче креслення деталі. При виконанні завдання 2 Вами розроблений технологічний процес отримання заготівки (відливання) даної деталі. Розгляньте технологічні методи, вживані для обробки вказаних на робочому кресленні поверхонь. При виконанні завдання слідує:
а) назвати технологічні методи обробки поверхонь 1, 2, 3, привести назву устаткування, ріжучого інструменту і пристосувань для закріплення заготівок, вживаних при обробці цих поверхонь;
б) привести схему обробки поверхні 1;
в)розрахувати режими різання для обробки поверхні 2;
г) привести ескіз ріжучого інструменту, вживаного при обробці поверхні 3.
Завдання виконати з умови тільки чорнової обробки заготівки, розробленої при виконанні завдання 2.

![]()
Рисунок 18 – Втулка
Технологічні методи обробки поверхонь 1, 2, 3, вживане устаткування, ріжучий інструмент і пристосування для закріплення заготівок.
Виконання розділу почніть з вибору методів обробки, вказаних в завданні поверхонь 1. 2,3.
Технологічні методи обробки, вживані для обробки деталі, визначаються її конструктивними формами і розмірами. Так, деталі типу тіл обертання обробляють на верстатах токарної групи, деталі з плоскими поверхнями - на фрезерних і стругальних верстатах. Вивчіть ці методи по підручнику і переконайтеся в правильності вибору. Призначивши метод обробки для кожної поверхні, виберіть металорізальний верстат, інструмент і пристосування для закріплення заготівки на верстаті. Для оброблюваних поверхонь даного прикладу вибрані наступні методи обробки, верстати, інструменти і пристосування:
поверхня 1 - свердлувальна, вертикально-свердлувальний верстат, свердло спіральне, призма і струбцини;
поверхня 2- токарна (точіння), токарно-гвинторізний верстат, різець прохідний (прямою, правий), трьохкулачковийпатрон;
- поверхня 3 - токарна (підрізування), токарно-гвинторізний верстат, різець підрізний (правий), трьохкулачковий патрон.
Схема обробки поверхні 1.
Під схемою обробки розуміють умовне зображення оброблюваної заготівки, її установки і закріплення на верстаті з вказівкою положення ріжучого інструменту щодо заготівки і рухів різання що Беруть участь у формоутворенні руху на схемі обробки позначають стрілками і указують їх розмірність. Інструмент показують в положенні, відповідному закінченню обробки поверхні заготівки. Оброблену поверхню на схемі виділяють потовщеною лінією і приводять значення одержуваного розміру.
Приклад зображення схеми обробки для заданої поверхні 1 наведений на рисунку 19.

Рисунок
19 - Схема обробки поверхні 1
Розрахунок режимів різання для обробки поверхні 2.
Елементами процесу різання є глибина різання t, подача s і швидкість різання v. Сукупність цих величин називають режимом різання.
В даному розділі приводиться розрахунок режиму різання для обробки поверхні 2. Як початкові дані даного прикладу використовуються результати виконаного завдання 2 для випадку вертикального розташування відливання у формі.
Елементи режиму різання звичайно встановлюють в порядку вказаному нижче.
1 Призначають глибину різання t При чорновому точінні і відсутності обмежень по потужності устаткування глибину різання (рисунок 20) приймають рівній припуску на механічну обробку (див. табл. 3)

Рисунок 20- Схема обробки поверхні 2
Розрахунок режимів різання
![]()
де z- припуск на механічну обробку, рівний 3,0 мм (див. табл.З);
D - діаметр оброблюваної поверхні, рівний 262 мм (див. табл. 3);
d - діаметр обробленої поверхні, рівний 256 мм (див. табл. 3).
2. Призначають подачу s. Величина подачі робить вплив на шорсткість обробленої поверхні, із зменшенням величини подачі значення шорсткості обробленої поверхні зменшується. Оскільки умовою завдання визначена чорнова обробка, то вибирають максимально допустиму величину подачі. Для даного завдання s = 1,5 мм/об.
де
Сv-
коефіцієнт, що враховує фізико - механічні
властивості оброблюваного матеріалу,
рівний для чавуну 240,0 (див
.табл. К.2); XV,
УV -
показники ступенів, що враховують
умови і рівні відповідно 0,15 та 0,30(див
.табл. К.2); Т
- стійкість ріжучого інструменту,
рівна для інструменту з пластиною з
твердого сплаву 60 мін при ВхН=16х25 (див.
табл. К.З); m
- показник відносної стійкості, рівний
для інструменту з пластиною з твердого
сплаву m=
0,125.(див .табл. К.4)
Звертаємо увагу, на те що
при визначенні показника стійкості
ріжучого інструменту Т вибираємо
матеріал ріжучої частини різця. Для
виготовлення ріжучого інструменту
застосовують різні інструментальні
матеріали: швидкорізальні сталі тверді
сплави і мінералокераміку. Швидкорізальні
сталі використовують при обробці
сталей, чавунів і сплавів кольорових
металів. Вольфрамомолібденові
швидкорізальні сталі (Р9М4, Р6МЗ)
використовують для інструментів, що
працюють в умовах чорнової обробки.
Тверді сплави групи ВК використовують
для обробки чавунів й кольорових
металів. Сплав ВК6 використовують для
чорнової обробки, а сплави ВК2 і ВК3 -для
чистової обробки. Тверді сплави групи
ТК застосовують переважно при обробці
сталевих заготівок (Т15К6).
![]()
4 Визначають частоту n, об/мин, обертання шпинделя, відповідну отриманій швидкості різання
![]()
5 По відомих величинах глибини різання, подачі і швидкості різання визначають ефективну потужність різання і потужність електродвигуна верстата. Для цього розраховують тангенціальну Рz і осьову Рх складові сил різання. Значення тангенціальної складової Рz, Н, визначають по формулі
Pz = 10 · Cp · tXp · syp = 10 · 107,0 · 3,01,0 · 1,5 0,73 = 4301,4
де Ср - коефіцієнт, що враховує властивості оброблюваного матеріалу і рівний для чавуну 107,0 (див. табл. К.5, К.6, К.7); хр, ур - показники ступенів, умови обробки, що враховують, і рівні відповідно 0,10 і 0,73 (див. табл. К.7);
Між тангенціальними і осьовими тими, що становлять Рх, Н, існує співвідношення:
Рх = 0,4 · Рz = 0,4 · 4301,4 = 1720,6.

![]()
Визначають потужність електродвигуна верстата N'зд, кВт, використовуючи значення ефективної потужності різання Nе:
![]()
де η - коефіцієнт корисної дії механізмів верстата, рівний 0,75-0,80.
7. Визначаємо основний (машинний) технологічний час Т0. Основним технологічним часом називають час, затрачуваний в процесі обробки деталі безпосередньо на зміну форми й розмірів заготівки. Для визначення основного технологічного часу Т0 обчислюють розрахункову довжину обробленої поверхні L, мм, по формулі
![]()
де L-довжина обробленої поверхні, рівна для завдання що розглядається 112,0 мм;
l1 - довжина урізування різця, мм. Довжину урізування визначають із співвідношення
l1 = t· ctg φ = 3,0· ctg 45° = 3,0 мм ;
l2 - довжина перебігу, що приймається рівною 1... 3,0мм.
Основний (машинний) технологічний час Т0, хв, визначають, використовуючи вираз
![]()
де і - число проходів різця, рівне 1.
Ескіз ріжучого інструменту, вживаного при обробці поверхні 3.
Ескізи ріжучого інструменту приведені в [11]. Для обробки поверхні 3 застосовують різець підрізний правий, який показаний на рисунку 21

Рисунок 21 – Різець підрізний правий
Приклад 4 На ескізах (додаток В згідно номера варіанту) приведені дані про конструктивні елементи з'єднання і шва зварної конструкції, ручної дугової зварки покритими електродами, що виготовляється методом. Розробіть технологічний процес зварки даного з'єднання. При виконанні завдання визначите:
а) тип і марку електродів;
б) розрахунковий тип шва і спосіб його виконання;
в) параметри режимів зварки;
г) тип джерела зварювального струму;
д) техніко-економічні показники розробленого технологічного процесу.

|
Рисунок 22 - Конструктивні елементи з'єднання |
Рисунок 23 - Конструктивні елементи зварного шва |
Початкові дані. У даному розділі приведіть дані згідно заданому варіанту, не вказані на малюнках 14 і 15 (див. додаток В):
товщину зварюваних заготовок S. = 12,0 мм;
ширину валу зварного шва е = 20,0 мм
опуклість валу зварного шва g = 2,0 мм;
довжину зварного шва L = 0,5 м;
матеріал зварюваних заготовок - сталь 25;
положення шва в просторі - стельове (П).
Ручна дугова зварка проводиться у всіх просторових положеннях зварного шва, але найбільш оптимальним є нижнє. Це положення по можливості забезпечують відповідною орієнтацією в просторі зварюваного виробу при розробці технології. У даному прикладі положення зварного шва в просторі задане в учбових цілях.
2.2 Механічні властивості зварюваного металу.
Механічні властивості зварюваного матеріалу визначите по стандартах: ГОСТ 380-88; ГОСТ1050-88-ГОСТ 5520-79; ГОСТ 5521-86; (див. додаток Ж, табл. Ж.1). Матеріалом даного виробу є сталь 25, яка має наступні механічні властивості:
тимчасовий опір розриву σВ = 460 Мпа;
межа текучості σт =300 Мпа;
відносне подовження δs = 21 %.
2.3 Вибір типу і марки електродів.
Тип і марку електродів вибирають з урахуванням забезпечення рівної міцності з'єднання основному металу, т.е механічні властивості наплавленого металу повинні бути не гірше за однойменні властивості металу зварюваного виробу. При виборі типу і марки електроду слід врахувати зварювальний-технологічні властивості їх покриттів.
Кислі покриття дозволяють вести зварку у всіх просторових положеннях на змінному і постійному струмі. Можлива зварка металу з іржавими кромками і окалиною. Їх застосовують для зварки низько вуглецевих та низьколегованих сталей. Наплавлений метал по складу відповідає киплячій сталі. Кислі покриття токсичні, тому їх застосування скорочується.
Покриття рутилові володіють високими зварювально-технологічними властивостями. Їх застосовують для зварки відповідальних конструкцій з низько вуглецевих та низьколегованих сталей. Наплавлений метал по складу відповідає напівспокійній сталі.
Основні покриття мають обмежені зварювальний-технологічні властивості. Зварювання з їх використанням виконують, як правило, на постійному струмі зворотної полярності, метал шва схильний до утворення пір.
Тому перед зваркою необхідне видалення іржі із зварюваних кромок і високотемпературне прокалювання електродів. Наплавлений метал по складу відповідає спокійній сталі. Електроди з основним покриттям застосовуються для зварки відповідальних конструкцій із сталей всіх класів.
Целюлозні покриття особливо придатні при монтажі зварних конструкцій в будь-яких просторових положеннях на змінному і постійному струмі. Їх застосовують для зварки низько вуглецевих та низьколегованих сталей. Наплавлений метал по складу відповідає напівспокійній або спокійній сталі.
Тип і марку електроду, тип покриття визначите по додатку Ж (див. табл. Ж.2 і Ж.З), використовуючи раніше Зупинені однойменні показники механічних властивостей.
Для даного прикладу, одним з варіантів рішення цієї задачі можуть бути електроди з покриттям рутиловим типу Э46, марки АНО-4, які мають наступні показники механічних властивостей наплавленого металу і зварювальний-технологічних характеристик:
тимчасовий опір розриву σВ = 460 Мпа;
межа текучості σm = 320 Мпа
відносне подовження δs = 25 %,
коефіцієнт наплавлення аН = 7,2 г /А ч;
рід струму - постійний або змінний;
напруга дуги Ud = 22-25 В;
коефіцієнт витрати електродів Кр = 1,8.
2.4 Визначення розрахункового типу шва і способу його виконання.
Для даного зварного шва (мал. П2):
розрахунковий тип шва - стиковою;
спосіб виконання - односторонній
кількість проходів - 2.
2.5 Визначення параметрів режиму зварки.
У даному розділі визначають розрахункові тип зварного шва, який для всіх типів зварних з'єднань, що виконуються ручною дуговою зваркою, може бути стиковим або кутовим.
При призначенні способу виконання з'ясовують, яким буде зварний шов: одностороннім або двостороннім. Далі встановлюють кількість проходів, необхідних для провару зварюваних заготовок по всьому перетину. При визначенні кількості проходів необхідно врахувати, що гранична товщина металу, при якій можлива зварка односторонніх розрахункових, стикових швів за один прохід складає 6,0 мм, двосторонніх, - 8,0 мм. Граничний катет розрахункового кутового шва, який зварюють за один прохід, не повинен перевищувати 8,0 мм.
Розрахунковий тип зварного шва і спосіб його виконання визначають по взаємному розташуванню зварюваних елементів і зварного шва, параметрам конструктивних елементів з'єднання і шва (див. мал. 22 і 23). Для даного зварного шва (див. рис. 23):
До основних параметрів режиму ручної дугової зварки відносять діаметр електроду і силу зварювального струму.
Діаметр електроду d3, мм, визначають по формулі
![]()
де S - товщина зварюваного металу, мм.
При зварці багатопрохідних швів за товщину зварюваного металу для розрахункових стикових швів приймають граничну товщину металу, що зварюється за один прохід, для розрахункових кутових швів - граничний катет, що зварюється за один прохід. При зварці першого проходу стикових і кутових швів діаметр електроду вибирають не більше 4 мм, щоб забезпечити його доступ в глибину оброблення кромок. Щоб обмежити витікання металу із зварювальної ванни при зварці вертикальних стикових і кутових швів діаметр електроду призначають не більше 5 мм, стельових, - не більше 4 мм. При визначенні діаметру слід врахувати, що промисловість проводить електроди діаметром .1,6-12,0 мм з інтервалом значень 0,5 мм, проте переважне застосування електродів діаметром 3, 4 і 5 мм.
Приймаємо діаметр електроду d3 = 5 мм
Розрахункове значення сили зварювального струму Iсв, А, визначуваний по формулі
lce = (20 + k• dЭ ) · dЭ = (20 + 3,3 · 5,0) · 5,0 =182,5 А ,
де dэ - діаметр електроду, мм;
k - коефіцієнт, залежний від типу покриття і положення шва в просторі. Значення коефіцієнта до визначите, використовуючи додаток Ж (див. табл. Ж.4). Для даного прикладу при стельовому розташуванні зварного шва і покритті рутилу електроду коефіцієнт k = 5,0.
Одним з допоміжних параметрів режиму ручної дугової зварки є швидкість зварки. Швидкість в процесі зварки контролюється побічно і вибирається те оптимальним умовам формування шва. Для наближеної оцінки швидкості зварки за сумарну кількість проходів заздалегідь визначають загальну площу поперечного перетину наплавленого металу.
На малюнку 23 приведена схема визначення площі поперечного перетину наплавленого металу для даного прикладу.
Площа поперечного перетину наплавленого металу FHO, см, розраховуємо як суму площ елементарних геометричних фігур:
Рисунок
23 - Схема визначення площі поперечного
перетину
наплавленого металу

де FH1, FH2, Fнз - площі елементарних фігур, см2.
Швидкість зварки Vcв, м/ч, за сумарну кількість проходів визначуваний по формулі
![]()
де αН- коефіцієнт наплавлення, г/А ч;
g · щільність металу (для сталі g =7,8 г/см3).
2.6 Вибір джерела живлення. Джерело живлення зварювальної дуги вибираємо по раніше певних характеристиках, які відображають умови зварки:
рід струму;
розрахункове значення сили зварювального струму;
напруга дуги.
Вибране джерело живлення повинне забезпечувати необхідний рід струму, а номінальні значення напруги і струму повинні бути не нижче за розрахункові значення сили зварювального струму і напруги дуги. Характеристики джерел живлення приведені в додатку Ж (табл. Ж.5). приймаємо як джерело живлення випрямляч ВСУ-300, який має наступні характеристики:
номінальний струм Iн = 240 А; номінальна напруга UH = 30В; потужність холостого ходу Рхх = 0,4кВт;
коефіцієнт корисної дії η = 0,68.
2.7 Техніко-економічні показники зварки
До основних техніко-економічних показників зварки відносяться витрата електродів, основний час зварки і загальна витрата електроенергії на довжину шва.
Початковими даними для розрахунку витрати електродів є загальна площа поперечного перетину наплавленого металу FHO довжина шва LШ і коефіцієнт витрати електродів kp даної марки.
Витрата електродів Ме, кг, при зварці визначуваний по формулі
M3=![]()
де kp - коефіцієнт витрати електродів;
lм - довжина шва, див.
Сп- коефіцієнт, що враховує положення шва в просторі.
При зварці в нижньому положенні Сп=1,0
Основний час зварки Т0, ч
![]()
![]()
![]()
Загальна витрата електроенергії W3, кВт-ч, на отримання зварного шва заданої довжини визначають по формулі
![]()
=
![]()
де Wc - витрата електроенергії під час зварки, Квт-ч;
Wx - витрата електроенергії під час неодруженої роботи джерела живлення, кВт -ч;
Ud - напруга дуги, В;
η - коефіцієнт корисної дії джерела живлення;
рхх - потужність холостого ходу джерела живлення;
kx - коефіцієнт неодруженої роботи джерела живлення.