

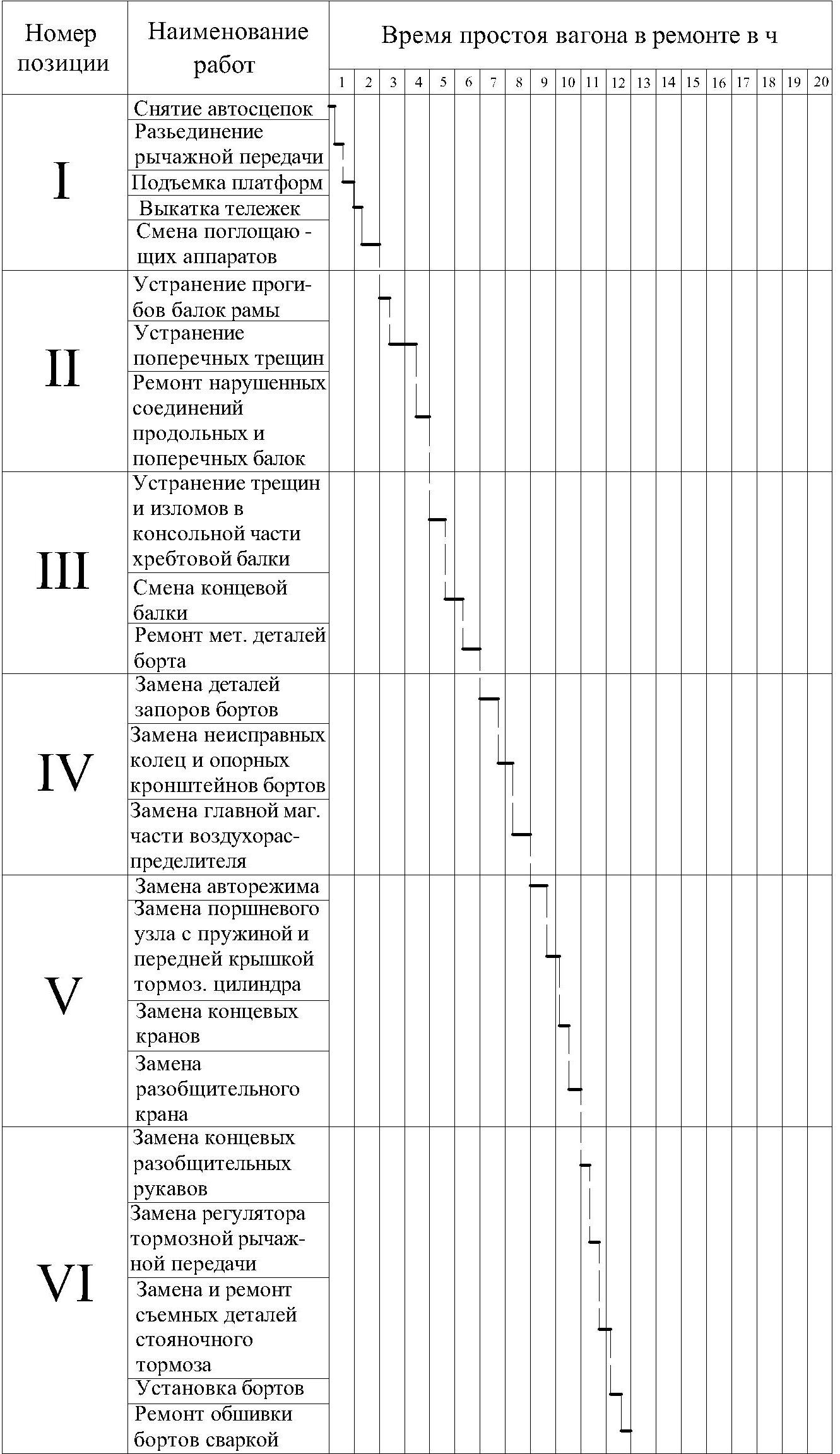
5.2 Построение ленточного графика ремонта вагонов
Ленточный график используют для наглядного представления соотношения составляющих какого-то параметра и одновременно для выражения изменения этих составляющих с течением времени.
При построении ленточного графика заводского ремонта 4-осного полувагона все позиции с работами записываются вертикально последовательно, напротив каждой позиции рисуется толстая линия (лента), длинна которой соответствует продолжительности операции. Связь между операциями показывается тонкой вертикальной линией. Левая граница ленты соответствует началу операции, а правая ее окончанию.
Таблица 5.1 – Технологический процесс ремонта 4-осного полувагона
5.3 Выбор необходимого оборудования
Для заводского ремонта 4-осного полувагона на участках разборки и восстановления используется следующее оборудование: вагономоечная машина, газорезочный аппарат, электросварочный аппарат, конвейер для перемещения вагонов по позициям поточной линии, самоходная вагоноремонтная машина, передвижная подъемная площадка для ремонта кузова вагона, мостовой подъемный кран, многопостовой источнок сварочного тока, [3].
Расчет необходимого оборудования производится по формуле
|
|
(5.1) |

|
где |
|
- |
затраты
|
|
|
- |
коэффициент
использования оборудования,
|

 вида оборудования на ремонт вагона,
агрегато-часов;
вида оборудования на ремонт вагона,
агрегато-часов;
 [3].
[3].
Для вагоносборочного цеха моечные машины и газорезочные аппараты не рассчитываются.
Для питания сварочных аппаратов используются многопостовые источники сварочного тока, в расчете 1 источник на 10-12 сварочных аппаратов [3].
Количество конвейеров для перемещения вагонов по позициям ПКЛ определяется числом поточных линий [3].
Число самоходных вагоноремонтных машин зависит от количества позиций, на которых выполняются ремонтно-правильные работы, и числа поточных линий [3].
Принимаем вагоноремонтную машину марки ВРМ-2 «Ермак»
Таблица 5.4 – Параметры вагоноремонтной машины
|
Тип |
ВРМ-2 «Ермак» |
|
скорость движения (наибольшая не менее), м/мин |
8...14 |
|
Габаритные размеры, мм, не более |
11000x6800x7200 |
|
Вес, кг, не более |
25000 |
Количество передвижных подъёмных площадок для выполнения ремонтных работ на кузове вагона выбирается исходя из нормы 2 площадки с каждой стороны вагона на тех позициях, где они необходимы, за исключением позиций, на которых работают вагоноремонтные машины, а для вагоносборочных участков – также и тех позиций, на которых вагон поднят домкратами для выкатки и подкатки тележек [3].
Принимаем пневмогидравлический подъёмник ППГ0,8-7
Таблица 5.5 – Параметры пневогидравлического подъемника
|
Тип |
ППГ0,8-7 |
|
Максимальная высота подъема, м |
7 |
|
Грузоподъемность, кг |
800 |
|
Скорость подъема, м/мин |
0,7 |
|
Габаритные размеры, мм, не более |
2000x1000x1500 |
|
Вес, кг, не более |
300 |
В
вагоносборочном участке имеются
три-четыре
мостовых подъёмных крана на каждый
пролет цеха, дополнительно
установлены электрифицированные
домкраты для подъёмки вагонов в количестве
4 домкрата на один поднимаемый вагон, а
также конвейеры для выкатки и подкатки
тележек по числу поточных линий.
Грузоподъемность кранов
 при ремонте 4-осных полувагонов.
при ремонте 4-осных полувагонов.
По формуле 5.1 рассчитаем количество электросварочных аппаратов
|
Принимаем электросварочные аппараты марки «Рикон MIG-500H» в количестве 52 шт. и сварочное оборудование.
Таблица 5.2 – Параметры сварочного аппарата
| |||||||||||||||
Для остального оборудования результаты рассчета сведем в таблицу 5.2
Таблица 5.2 – Оборудование вагоносборочного участка для ремонта платформы
|
Наименование оборудования |
Кол-во |
|
Электросварочный аппарат |
52 |
|
Конвейер для перемещения вагонов по позициям поточной линии |
3 |
|
Самоходная вагоноремонтная машина |
9 |
|
Передвижная подъемная площадка для ремонта кузова вагона |
12 |
|
Мостовой подъемный кран |
3 |
|
Многопостовой источнок сварочного тока |
5 |
|
Электрофицированные домкраты для подъемки вагонов |
24 |
|
Конвейер для выкатки и подкатки тележек |
3 |
Исходя из потребностей технологического процесса ремонта вагонов, может быть использовано также и другое оборудование.