

6.5.2 Шліцьові з'єднання
Шліцьові з'єднання широко застосовуються в машинобудуванні (верстатобудуванні, авто- і тракторобудуванні і інших галузях) для нерухомих і рухомих посадок.
Розрізняють шліцьові з'єднання прямокутного, евольвентного і трикутного профілю.
В шліцьових з'єднаннях прямокутного профілю, що найбільш часто використовуються, взаємозв'язанідеталі центруються трьома способами (рис.6.10):
- центруванням втулки (або зубчатого колеса) по зовнішньому діаметру шліцьових виступів валу по (D);
- центруванням втулки (або зубчатого колеса) по внутрішньому діаметру (шліців валу (тобто по дну западини) по (d);
- центруванням втулки (або зубчатого колеса) по бічних сторонах (В) шліців.
Центрування по D найбільш технологічно, але його використовування обмежується в основному нерухомими шліцьовими з'єднаннями, що не вимагають підвищеної твердості. Центрування по d застосовується в тих випадках, коли елементи шліцьового з'єднання використовуються для рухомих сполучень деталей, підданих гартуванню.

Рис.6.10. Види центрування шліцьових з'єднань
Центрування по d застосовне у разі передачі великих моментів, що крутять, з реверсуванням обертання.
Технологічний процес виготовлення шліців валів залежить від того, який прийнятий спосіб центрування валу і втулки, тобто підлягають термообробці чи ні поверхні шліців.
Приведемо як приклад маршрути обробки шліців на валах, що відповідно не піддаються і піддаються термообробці:
- чорнова токарна обробка, чистова токарна обробка і шліфування циліндрових поверхонь під нарізування шліців, нарізування шліців, зняття загусенців і промивка;
- чорнова токарна обробка, чистова токарна обробка, нарізування шліців з припуском під шліфування, фрезерування канавок для виходу круга при шліфуванні центруючої поверхні внутрішнього діаметра (якщо на першій операції застосовується фреза без вусиків), термічна обробка, шліфування поверхонь шліців, зняття заусенців і промивка.
Шліци на валах і інших деталях виготовляються різними способами, до числа яких відносяться: фрезерування, стругання (шліцестругання), протягування (шліцепротягування), накатування (шліценакатування), шліфуванням.
Фрезерування шліців на валах невеликих діаметрів (до 100 мм) зазвичай виконують за один робочий хід, великих діаметрів – за два робочих ходи. Чорнове фрезерування шліців, особливо великих діаметрів, іноді проводиться фрезами на горизонтально-фрезерних верстатах, що мають ділильні механізми (рис.6.11, а, б і в).
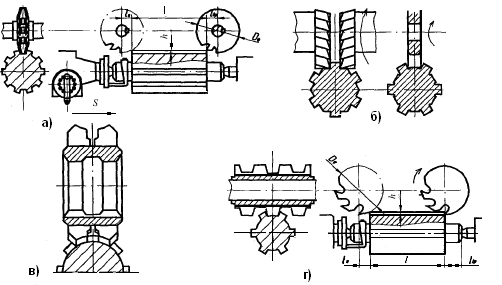
Рис.6.11 - Способи фрезерування шліців
Фрезерувати шліци можна способом, зображеним на рис.6.11, б, який дозволяє застосовувати більш дешеві фрези, ніж фреза, зображена на рис.6.11, а.
Більш продуктивним способом є одночасне фрезерування двох шліцьових канавок двома дисковими фрезами спеціального профілю (рис.6.11, в).
Чистове фрезерування шліців дисковими фрезами проводиться тільки у разі відсутності спеціального верстата або інструменту, оскільки воно не дає достатньої точності по кроку і ширині шліців.
Більш точне фрезерування шліців проводиться методом обкатки за допомогою шліцьової черв'ячної фрези (рис.6.11, г). Фреза, крім обертального руху, має подовжнє переміщення уздовж осі нарізуваного валу. Цей спосіб є найточнішим і найпродуктивнішим.
Остаточна обробка шліців по методу обкатки проводиться чистовим фрезеруванням черв'ячними шліцьовими фрезами високого класу точності (АА і А).
При центруванні втулки (або зубчатого колеса) по внутрішньому діаметру шліців валу як черв'ячна, так і дискова фреза повинна мати "вусики", що вирізують канавки у підставишліца, щоб не було заїдання у внутрішніх кутках; ці канавки необхідні також при шліфуванні по бічних сторонах і внутрішньому діаметрі.
Шліцестругання реалізується, як правило, на спеціальних верстатах-напівавтоматах, які можуть працювати як окремо, так і будучи вбудованими в автоматичну лінію. Цим методом частіше за все обробляються крізні шліци або шліци, у яких передбачений вихід для різців.
Шліцестругання забезпечує шорсткість поверхні Rа = 3,2...0,8 мкм.
Шліцепротягування забезпечує шорсткість поверхні Rа = 1,6...0,8 мкм.
Шліфування шліців здійснюється таким чином.
При центруванні шліцьових валів по зовнішньому діаметру шліфують тільки зовнішню циліндрову поверхню валу на звичайних круглошліфувальних верстатах; шліфування западини (тобто по внутрішньому діаметру шліців валу) і бічних сторін шліців не здійснюється.
При центруванні шліцьових валів по внутрішньому діаметру шліців фрезерування останніх дає точність обробки по внутрішньому діаметру до 0,05...0,06 мм, що не завжди є достатнім для точної посадки.
Якщо шліцьові вали після чорнового фрезерування пройшли термічну обробку у вигляді поліпшення або гарту, то після цього вони не можуть бути профрезеровані начисто; їх необхідно шліфувати по поверхнях западини (тобто по внутрішньому діаметру) і бічних сторін шліців. Найбільш продуктивний спосіб шліфування фасонним кругом (рис.6.12, а), але при такому способі шліфувальний круг зноситься нерівномірно зважаючи на неоднакову товщину шару, що знімається, у бічних сторін і западини валу, тому потрібна часта правка круга. Не дивлячись на це, даний спосіб широко поширений в машинобудуванні.

Рис.6.12 - Схема шліфування шліців на валах: а – фасонним кругом; б – в дві операції одним і двома кругами; в) – одночасно трьома кругами
Шліфувати шліци можна в дві окремі операції (рис.6.12, б); в першій шліфують тільки западини (по внутрішньому діаметру), а в другій – бічні сторони шліців. Для зменшення зносу шліфувального круга після кожного ходу столу вал повертається, і, таким чином, шліфувальній круг обробляє западини поступово, одну за іншою.
Для об'єднання двох операцій шліфування в одну застосовуються верстати, на яких шліци шліфуються одночасно трьома кругами: один шліфує западину, а два інших – бічні поверхні шліців (рис.6.12, в).
Контроль:
Які типові поверхні згідно класифікатору ви можете назвати?
Які особливості закріплення деталей при чорновій і чистовій обробці?
Що впливає на точність обробки валів?
Яка конструкція інструменту для точіння циліндричної поверхні?
Назвіть основні відмінності токарної обробки від фрезерної.
Як визначають глибину різання при шліфуванні?
В чім полягають основні особливості суперфінішу?
Яка технологічна оснастка використовується на круглошліфувальних верстатах?
9. Які погрішності можливі при круглім шліфуванні і способи їх усунення?