

6.4 Обробка абразивним інструментом
До методів чистової обробки валів відносяться різні методи шліфування. Вони, як правило, дозволяють забезпечити ті, що вимагаються точність розмірів, форми, взаємного розташування і, в більшості випадків, якість поверхневого шару.
6.4.1 Шліфування
Шліфування – це основний метод чистової обробки будь яких поверхонь.
Шліфування зовнішніх поверхонь деталей типу тіл обертання проводять на круглошліфувальних, торцекруглошліфувальних верстатах, безцентрово-шліфувальних напівавтоматах і автоматах як високої, так і особливо високої точності.
Шийки валів шліфують в дві операції: попереднє і чистове шліфування. Після чистового шліфуванняточністьрозміру IТ7-IТ6, ашорсткістьRа = 3,2-0,2 мкм.
Як правило, всі зовнішні циліндрові поверхні з точністю вище IТ8 і шорсткістю Rа = 1,6-0,4 мкм піддають після чистового точінняшліфуванню.
При обробці на круглошліфувальних і торцекруглошліфувальних верстатах заготівки встановлюють в центрах, патроні, цанзі або в спеціальному пристрої.
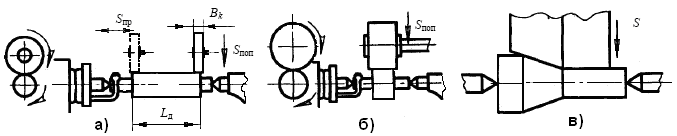
Рис.6.3. Схеми обробки на круглошліфувальних верстатах
Заготівка обертається з окружною швидкістю vзг= 10-50 м/хв залежно від її діаметра. Окружна швидкість шліфувального круга (швидкість різання) - v = 30-60 м/с. Подача S і глибина різання t варіюються залежно від способів шліфування.
Розрізняють наступні різновиди шліфування: подовжнє (з подовжнім рухом подачі) і врізне (з поперечним рухом подачі). Схеми обробки подовжнім і врізним шліфуванням приведені на рис. 3.
Шліфування з подовжньоюподачею застосовують при обробці циліндрових заготівок значної довжини. Така обробка (рис.6.3, а) здійснюється за чотири етапи: врізання, чистове шліфування, виходжування і відведення круга.
В цьому випадку подовжня подача є функцією ширини шліфувального круга:
Sпр= k Bk
де k = 0,6...0,85 – для чорнового шліфування і k = 0,2...0,4 – для чистового.
Поперечна подача на глибину шліфування здійснюється шліфувальним кругом в кінці кожного подвійного ходу заготівки або круга і приймається залежно від матеріалу заготівки, круга і виду обробки S = 0,005-0,05 мм/об. В кінці обробки останні подовжні проходи виконують без поперечної подачі, так зване виходжування.
Врізнешліфуваннязастосовують для обробки поверхонь, довжина яких не перевищує ширину шліфувального круга. Його перевага – велика продуктивність і простота наладки, проте, воно поступається подовжньому шліфуванню по якості, що досягається, поверхні.
Врізне шліфування широко застосовують в масовому і крупносерійному виробництві (рис. 3,б). Швидкості, що рекомендуються, різання v = 50-60 м/с; радіальна (поперечна) подача при остаточному шліфуванні S = 0,001-0,005 мм/об.
Різновидом шліфування з подовжнім рухом подачі є глибиннешліфування. Воно характеризується великою глибиною різання (0,1-0,3 мм) і малою швидкістю різання. При цьому способі шліфування менше ніж при врізному, позначається вплив погрішності форми початкової заготівки і коливання припуску при обробці. Тому глибинне шліфування (рис.6.3, в) застосовують для обробки заготівок без попередньої лезової обробки і, як правило, знімають припуск за один робочий хід. Продуктивність праці підвищується в 1,2–1,3 раз в порівнянні з подовжнім шліфуванням.
При значному об'ємі виробництва застосовують безцентрове шліфування, яке більш продуктивно, ніж шліфування в центрах.
Єство безцентрового шліфування (рис.6.4) полягає в тому, що заготівка 1 поміщається між шліфувальним 2 і ведучим 3 кругами і підтримується ножем (опорою) 4. Центр заготівки при цьому повинен бути дещо вище за лінію, що сполучає центри обох кругів, приблизно на 10-15 мм і більше, залежно від діаметра оброблюваної заготівки щоб уникнути отримання ограновування.

Рис.6.4. Схеми круглого безцентрового шліфування
Шліфувальний круг має окружну швидкість vk= 30-65 м/с, а ведучий vв=10-40 м/хв. Оскільки коефіцієнт тертя між кругом 3 і оброблюваною заготівкою більше, ніж між заготівкою і кругом 2 (рис. 3, а), то ведучий круг повідомляє заготівці обертання із швидкістю кругової подачі vв. Завдяки скосу ножа, направленому у бік привідного круга, заготівка притискається саме до цього круга.
Подовжня подача заготівки забезпечується за рахунок нахилу привідного круга на кут α. При цьому швидкість подачі заготівки розраховується по формулі:
vs= vbkpsinαμ,
де μ = 0,98-0,95 – коефіцієнт прослизання; α = 3-5° – при попередній обробці (T = 0,05-0,15 мм); α = 1-2° – у разі остаточної обробки (T = 0,01-0,03 мм).
На безцентрово-шліфувальних напівавтоматах і автоматах можна шліфувати заготівки деталей типу тіл обертання з циліндровими, конічними і фасонами поверхнями. Застосовують два методи шліфування: прохідне (спосіб подовжнього руху подачі, рис. 4, а) і врізне (спосіб поперечного руху подачі, рис. 4, б). При прохідному шліфуванні за декілька робочих ходи можна досягти точності по 6-му квалітету і Rа = 0,2 мкм.
Врізним шліфуванням (рис. 4, б) обробляють заготівки круглих деталей з уступами, а також заготівки, що мають форму конуса. При цьому методі осі кругів паралелі або привідний круг встановлюється під малим кутом (α = 0,2-0,5°), а осьовому переміщенню оброблюваної заготівки перешкоджає встановлений упор.
По аналогії з врізним шліфуванням знаходить застосування обробка не шліфувальними кругами, а шліфувальною стрічкою, закріплюваною на провідному і веденому шківах. Оброблювану заготівку також встановлюють на ніж.