

8.4. Показатели работы поточных линий
При организации работы поточных линий осуществляется расчет следующих основных показателей:
полезный (действительный) фонд времени работы поточной линии;
количество рабочих мест по операциям и на линии;
коэффициент загрузки рабочих мест;
такт;
темп;
ритм.
Полезный фонд времени работы рассчитывается с учетом существующего режима работы предприятия (количество выходных и праздничных дней), а так же среднестатистических потерь времени на регламентированный ремонт и наладку поточной линии.
Тактом поточной линии называется промежуток времени между двумя смежными запусками (выпусками) изделий, узлов и деталей на линии (с линии).
Такт поточной линии определяется из отношения годового (месячного, сменного) фонда времени к количеству подлежащих к выпуску за этот период времени изделий в натуральном выражении по формуле (8.6):
![]() , (8.6)
, (8.6)
где
![]() ‑ полезный фонд времени за период;
‑ полезный фонд времени за период;
![]() ‑объем
производства в натуральном выражении
за период;
‑объем
производства в натуральном выражении
за период;
![]() ‑такт
поточной линии.
‑такт
поточной линии.
Темп поточной линии характеризует количество выпускаемой с поточной линии изделий в единицу времени и определяется по формуле (8.7):
![]() , (8.7)
, (8.7)
где
![]() ‑ полезный фонд времени за период;
‑ полезный фонд времени за период;
![]() ‑объем
производства в натуральном выражении
за период;
‑объем
производства в натуральном выражении
за период;
![]() ‑темп
поточной линии.
‑темп
поточной линии.
Ритм поточной линии характеризует промежуток времени между выпуском смежных партий изделий с линии. Определяется только в случае партионной транспортировки делателей по формуле (8.8):
![]() , (8.8)
, (8.8)
где
![]() ‑ ритм поточной линии;
‑ ритм поточной линии;
![]() ‑величина
транспортной партии;
‑величина
транспортной партии;
![]() ‑такт
поточной линии.
‑такт
поточной линии.
При расчете потребного (необходимого) числа рабочих мест вначале определяют расчетное число рабочих мест по каждой операции отдельно. Затем устанавливают принятое число по каждой операции и, наконец, суммируют расчетное и принятое число рабочих мест по всем операциям и определяют их коэффициент загрузки.
Расчетное число рабочих мест по каждой операции определяется делением штучного времени на такт работы линии по формуле (8.9):
![]() , (8.9)
, (8.9)
где
![]() ‑ расчетное число рабочих мест на
‑ расчетное число рабочих мест на![]() операции;
операции;
![]() ‑штучное
время на
‑штучное
время на
![]() операции,мин;
операции,мин;
![]() ‑такт
поточной линии.
‑такт
поточной линии.
Принятое
число рабочих мест
![]() по каждой операции устанавливается
путем округления расчетного их количества
до ближайшего целого числа. Коэффициент
загрузки рабочих мест определяется по
формуле (8.10)
по каждой операции устанавливается
путем округления расчетного их количества
до ближайшего целого числа. Коэффициент
загрузки рабочих мест определяется по
формуле (8.10)
![]() , (8.10)
, (8.10)
где
![]() ‑ коэффициент загрузки рабочих мест;
‑ коэффициент загрузки рабочих мест;
![]() ‑расчетное
число рабочих мест;
‑расчетное
число рабочих мест;
![]() ‑принятое
число рабочих мест.
‑принятое
число рабочих мест.
Коэффициент загрузки всех рабочих мест на поточной линии определяется по формуле (8.11):
 , (8.11)
, (8.11)
где
![]() ‑ коэффициент загрузки рабочих мест
на поточной лини;
‑ коэффициент загрузки рабочих мест
на поточной лини;
![]() ‑количество
операций;
‑количество
операций;
![]() ‑расчетное
число рабочих мест;
‑расчетное
число рабочих мест;
![]() ‑принятое
число рабочих мест.
‑принятое
число рабочих мест.
Тема 9. Совершенствование производственных процессов
9.1. Концепция синхронного производства
Основной целью фирмы в концепции синхронного производства является максимизация финансовых результатов, к которым относят:
чистую прибыль (абсолютный показатель);
прибыль на инвестированный капитал (относительная величина);
поток денежных средств (критерии положительного значения, которое необходимо для выживания предприятия).
Важность потока денежных средств связана с тем, что не имея наличных средств, фирма может обанкротиться при высокой рентабельности, если вся прибыль инвестирована в оборудование или товарно-материальные запасы.
Для определения финансовых результатов необходимы следующие показатели:
выручка (денежные средства, полученные фирмой после продажи);
товарно-материальные запасы;
операционные расходы все денежные средства, затрачиваемые системой на преобразование товарно-материальных запасов в новые денежные поступления (зарплата основного и вспомогательного персонала, амортизация оборудования, издержки по хранению запасов).
Для улучшения финансовых показателей необходимо стараться увеличить выручку при снижении уровней товарно-материальных запасов и операционных расходов.
В условиях массового производства предприятия стремились обеспечить равенство или кратность операций такту. Однако, когда возникает необходимость в производстве индивидуализированных изделий, целесообразным является сохранение различной длительности отдельных операций при изменении потока поступающих на операцию изделий.
Все операции делятся на три категории.
“Узким местом” называют любой ресурс, мощность которого меньше, чем потребность в потребность в нем. Как правило, перед узким местом происходит скопление деталей, ожидающих обработки или возникает очередь.
Избыточным ресурсом считается любой ресурс, мощность которого повышает потребность в нем, то есть такой ресурс не может работать непрерывно, поскольку в этом случае будет производиться большой объем продукции, чем требуется. Иными словами избыточный ресурс предполагает наличие временных простоев.
Ресурс ограниченной мощности является ресурс, загрузка которого практически соответствует его мощности, и который в случае возникновения значительных простоев, может стать узким местом.
Продолжительность производственного цикла складывается из следующих временных компонентов:
время наладки – время, которое деталь проводит в ожидании наладки ресурса для выпуска данной детали;
время обработки – время на протяжении, которого деталь находится в обработке;
время ожидания обработки – время в течении которого деталь ожидает освобождение занятого ресурса;
время ожидания сборки – время, на протяжении которого деталь ожидает не освобождения ресурса, а другой детали, с которой ее нужно объединить в процессе сборки;
время простоя – все остальное не использованное время.
Для детали проходящей через недостаточный ресурс, наиболее продолжительным будет время ожидания обработки.
Определение узких мест возможно двумя методами: на основе определения загрузки каждой из операций, на основе накопленного, на предприятии опыта или наблюдения за системной в действии, с целью выявления скопления запасов или возникновения очередей.
Сосредоточения внимания на узких местах необходимо, потому что их мощность меньше рыночного спроса на продукцию. Ценность времени сэкономленного в узком месте, связана с тем, что один час времени работы узкого места равен дополнительному часу работы всего предприятия. В тоже время одни час, сэкономленный в работе избыточного ресурса, не имеет никакой ценности. Мы просто увеличиваем время простоя данного ресурса на один час. Каждая производственная система нуждается в определенной контрольной точке или нескольких точках для управления потоком изделий. Если в системе есть узкое место, то именно оно является лучшей контрольной точкой, называемой “барабаном”, потому что она задает темп поступления изделия в начале процесса.
Контрольная точка необходима, для того чтобы создать перед узким местом резервные запасы предметов труда с целью обеспечения узкого места постоянной загрузкой (см. рис. 9.1).

В
начало процесса сообщается какое
количество изделий выпущено ресурсом
![]() ,
чтобы ресурс
,
чтобы ресурс![]() производил такое же количество, и не
больше. Данный метод позволяет избежать
накопления излишних товароматериальных
запасов. Если в системе нет узкого места,
то в качестве барабана может использоваться
ресурс с ограниченной мощностью или
избыточный ресурс, после которого детали
распространяются на наибольшее количество
операций. Для узких мест желательны
большие размеры обработочных партий с
целью сокращения времени на наладку
оборудования.
производил такое же количество, и не
больше. Данный метод позволяет избежать
накопления излишних товароматериальных
запасов. Если в системе нет узкого места,
то в качестве барабана может использоваться
ресурс с ограниченной мощностью или
избыточный ресурс, после которого детали
распространяются на наибольшее количество
операций. Для узких мест желательны
большие размеры обработочных партий с
целью сокращения времени на наладку
оборудования.
Передаточные партии должны стремиться к минимуму. В зависимости от вида выпускаемой продукции и используемых производственных потоков все предприятия можно разделить на три типа:
на рис. 9.2 представлено предприятие типа
 (текстильная, нефтеперерабатывающая,
сталелитейная отрасль);
(текстильная, нефтеперерабатывающая,
сталелитейная отрасль);на рис. 9.2 представлено предприятие типа
 (самолетостроение, транспортные
средства, прочие товара производственного
назначения);
(самолетостроение, транспортные
средства, прочие товара производственного
назначения);н
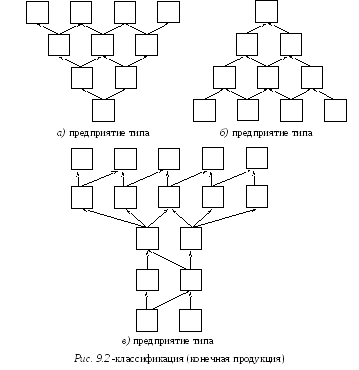 арис. 9.2
представлено
предприятия
типа
арис. 9.2
представлено
предприятия
типа
 (товары широкого потребления).
(товары широкого потребления).
Основные
сведения
![]() - классификации
приведены в таб.
9.2.
- классификации
приведены в таб.
9.2.
Для решения проблемы “узких мест” могут применяться:
наиболее квалифицированные работники;
вспомогательные работники;
сверхурочная работа;
выполнение работы на другом предприятии;
приобретение нового оборудования;
изменение конструкции изделия или перепроектирование процесса.
Следует помнить, что приобретение нового оборудования следует применять, в крайнем случае, так как после изменения характеристик заказов “узким местом” может стать другое рабочее место.