

I.1.1 Лезвийная обработка резанием
С
v
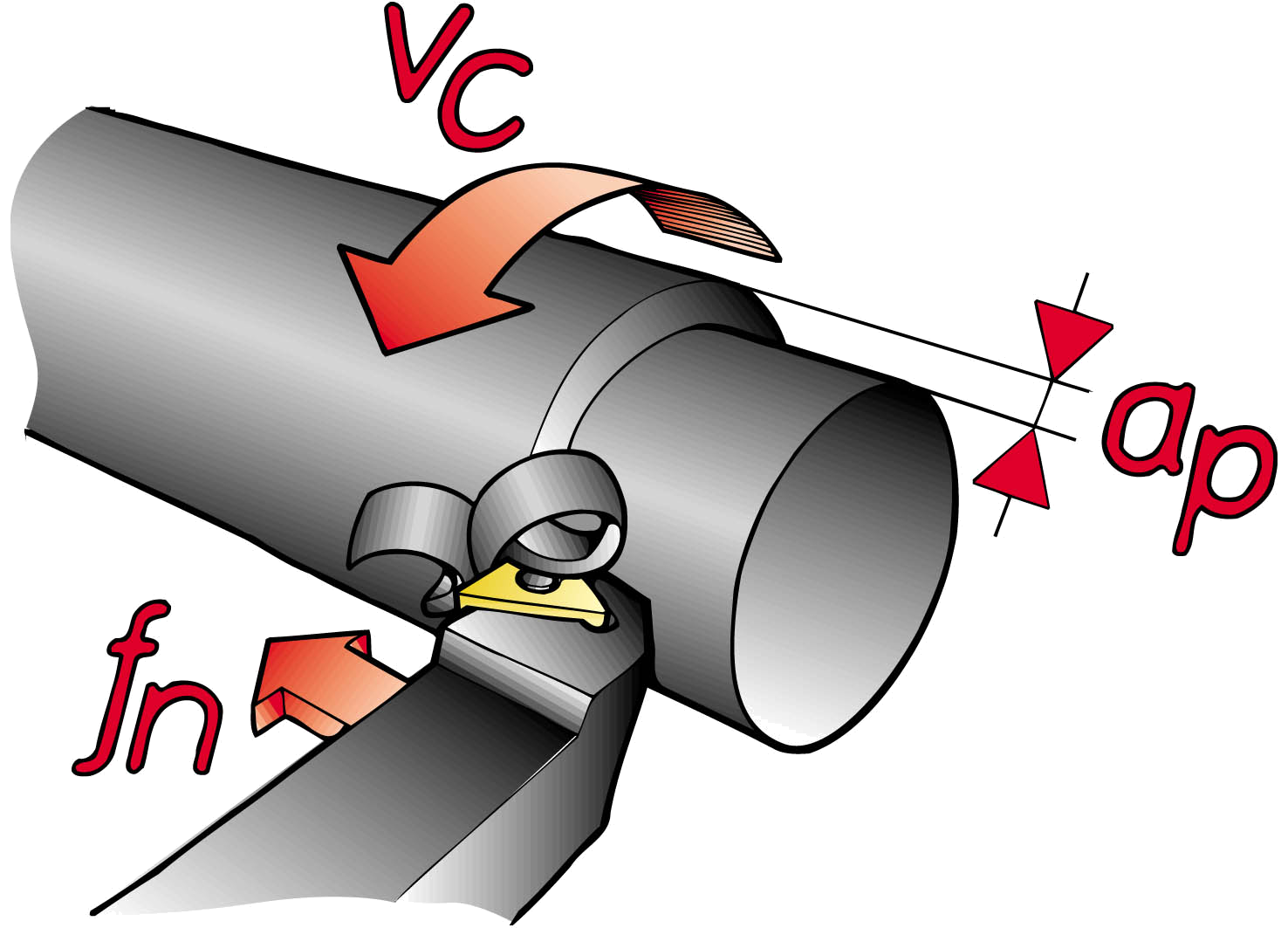
V – скорость резания (м/мин);
Dr – главное движение (вращательное);
s
t
DS – движение подачи
(прямолинейное или криволинейное);
t
s
Рис. 1. Схема процесса резания (точение)
Условия осуществления процесса резания
Для осуществления процесса резания необходимо соблюдение некоторых условий:
твердость и прочность режущей части инструмента должна быть больше твердости и прочности обрабатываемого материала;
режущая часть инструмента должна быть сформирована в виде режущего клина соответствующими геометрическими параметрами;
процесс резания может происходить только при соответствующем нагружении системы, которое обеспечивается взаимосвязанными движениями заготовки и инструмента, например: вращение заготовки – скорость резания и поступательное движение инструмента – подача;
разность размеров обрабатываемой и обработанной поверхности – наличие глубины резания.
Таким образом, можно сделать вывод, что существуют критические условия осуществления процесса резания. Они определяются соотношением прочностных характеристик материала инструмента и обрабатываемой заготовки и параметрами износостойкости и теплостойкости инструментального и обрабатываемого материала. Отсюда следует, что для каждой пары материалов, участвующих в резании, имеют место предельные условия, обусловленные величинами работоспособности его до разрушения – стойкость инструмента. Помимо этих факторов, критические условия обработки зависят от химической совместимости пары материалов. Критические режимы резания определяются скоростью резания, подачей, глубиной резания, которые зависят от жесткости системы СПИЗ (станок – приспособление – инструмент – заготовка). Выбор оптимальных режимов резания зависит от метода лезвийной обработки.
I.1.2 Основные понятия о режимах резания и формулы для их расчета
Глубина резания - величина срезаемого слоя за один проход, измеренная в направлении, перпендикулярном к обработанной поверхности. Глубина резания t всегда перпендикулярна направлению движения подачи и при наружном продольном точении она представляет собой полуразность между диаметром заготовки и диаметром обработанной поверхности, полученной после одного прохода:
![]()
Подача - величина перемещения режущей кромки относительно обработанной поверхности в единицу времени в направлении движения подачи.
Скорость резания - величина перемещения точки режущей кромки относительно поверхности резания в единицу времени в процессе осуществления главного движения.
При токарной обработке, когда обрабатываемая заготовка диаметром D мм вращается с некоторым числом оборотов n в минуту, скорость резания v в разных точках режущей кромки будет величиной переменной. Однако в расчетах скорости резания принимается ее максимальное значение, определяемое по формуле:
![]()
Основное (технологическое) время - это время, в течение которого происходит процесс снятия стружки.
При обработке за один проход основное время может быть подсчитано по формуле:
![]() ,
,
где L – величина пути инструмента в направлении подачи в мм;
n - число оборотов заготовки ( шпинделя) в минуту; S – подача в мм/об.
Путь, проходимый инструментом в направлении подачи, зависит от направления подачи, геометрии инструмента и особенностей наладки станка.
Элементами пути являются:
![]() ,
,
где l – размер обработанной поверхности в направлении подачи в мм;
![]() –величина
врезания в мм;
-
выход
режущего инструмента (перебег) в мм.
–величина
врезания в мм;
-
выход
режущего инструмента (перебег) в мм.
При продольном точении: размер обработанной поверхности в направлении подачи l определяем по чертежу; Δ = 1 ÷ 2 мм