

Типы станов для прокатки толстых листов
Применяют два типа станов: одноклетевые и двухклетевые.
Одноклетевые станы.
Современными являются реверсивные четырехвалковые станы. Они имеют два рабочих валка и два опорных валка, диаметр которых больше рабочих.Опорные валки уменьшают прогиб рабочих валков. Четырехвалковые станы называют станами кварто.
Максимальный размер рабочих валков на этих станах Dр = 1200-1400 мм, опорных валков Dоп = 2000-2400 мм. Длина бочки валков до Lб = 5500 мм. Одноклетевые станы используют для прокатки листов и плит толщиной h = 20-250 мм, шириной до 5500 мм.
Двухклетевые станы с последовательным расположением клетей.
При последовательном расположении клетей расстояние между рабочими клетями больше длины раската, выходящего из первой клети.
Первую по ходу прокатки клеть называют черновой, вторую –чистовой.
На современных двухклетевых станах в качестве черновой клети используют реверсивные двухвалковые клети (клети дуо) или реверсивные четырехвалковые клети (клети кварто).
В качестве чистовых клетей используют реверсивные клети кварто или реверсивные универсальные клети кварто. Универсальные рабочие клети кроме горизонтальных валков имеют и вертикально расположенные валки, которые предназначены для бокового обжатия кромок листов.
Самые крупные двухклетевые станы имеют в своем составе клети кварто с рабочими валками Dр= 1000-1200мм, опорными валкамиDоп= 2000-2200ммпри длине бочки валков доLб = 4800 мм.
Двухклетевые станы имеют более высокую производительность и лучшее качество поверхности листов по сравнению с одноклетевыми. На толстолистовых станах (одно- и двухклетевых) перед первой рабочей клетью устанавливают клеть с вертикальными валками Dв.в.= 900-1100мм. Эта клеть выполняет функцию окалиноломателя для удаления печной окалины с поверхности сляба (слитка). Окалина взрыхляется, а затем удаляется гидросбивом.
Технологические операции при прокатке толстых листов
Технологический процесс включает следующие основные операции.
Подготовка слитков или слябов к прокатке.Она включает осмотр поверхности и удаление обнаруженных поверхностных дефектов (плен, раковин, трещин, неметаллических включений и др.)
Нагрев слябов и слитков.Слябы и мелкие слитки нагревают в методических печах с подвижным подом (шагающими балками). Крупные слитки нагревают в камерных печах с выдвижным подом. Обычно температура нагрева перед прокаткой составляет в зависимости от химсостава металла 1150-1280С. Нагретые слябы (слитки) по одному выдают на рольганг и транспортируют к стану для прокатки.
Удаление окалины с поверхности сляба (слитка) перед прокаткой.Для этого перед станом (одноклетевым или двухклетевым) устанавливают окалиноломатель с вертикальными валками. Нагретый сляб первоначально попадает в окалиноломатель. За счет бокового обжатия сляба окалина взрыхляется и облегчается ее удаление с поверхности струей воды под высоким давлением (гидросбив). Одновременно устраняется разноширинность сляба и боковая конусность слитка.
Прокатка.На одноклетевом стане все проходы черновые и чистовые осуществляют в одной клети. Общее число проходов должно быть нечетным. После 2-го и 4-го проходов раскат возвращают в окалиноломатель для удаления выпуклости боковых кромок вертикальными валками окалиноломателя. На двухклетевых станах одновременно прокатывают два сляба: один в черновой, другой – в чистовой клети. Сначала сляб прокатывают в черновой клети. После 2-го и 4-го проходов раскат возвращают к окалиноломателю для устранения выпуклости кромок. Число проходов в черновой клети 5-11. После окончания прокатки в черновой клети раскат для дальнейшей прокатки передают в чистовую клеть. В это время в черновую клеть задают очередной сляб. Дальнейшая прокатка идет одновременно в черновой и чистовой клетях. Число проходов в чистовой клети 5-9. Режим деформации в черновой и чистовой клетях рассчитывают таким образом, чтобы время прокатки в этих клетях было одинаково. В этом случае производительность будет выше.
Правка листов.Листы правят в горячем состоянии при температуреповерхности700-750С на роликовых правильных машинах (7-13 роликов). Листы толщиной более 50ммподвергают правке в холодном состоянии на гидравлических прессах.
Охлаждение листов и их разметка.После правки листы охлаждают на холодильниках следующих типов: роликовых с шайбами; с шагающими балками; с цепными шлепперами.
После охлаждения производится контрольный осмотр поверхности листов с двух сторон на инспекторских стеллажах, где отмечаются обнаруженные на поверхности дефекты для их последующего удаления. Затем производится разметка листов со всех четырех сторон.
Резка листов. Обрезка переднего и заднего конца листов толщиной 25-50 ммпроизводится на гильотинных ножницах (поперечная резка). Боковые кромки также обрезаются гильотинными ножницами (продольная резка). Для полос толщиной до 25ммпоперечная резка концов листа производится гильотинными ножницами. Боковые кромки обрезаются дисковыми ножницами. Резка плит производится газовыми резаками.
Термическая обработка листов.Производится для улучшения структуры и механических свойств металла. Применяют следующие виды термической обработки: нормализацию, отжиг, отпуск, закалку с отпуском. После термической обработки листы правят в холодном состоянии.
Схема расположения оборудования и технологический процесс прокатки на двухклетевом толстолистовом стане 2800
Основной характеристикой листовых станов является длина бочки валков. После наименования стана следуют цифры (число), указывающие длину бочки валков. Таким образом, наименование "толстолистовой стан 2800" указывает, что стан имеет длину бочки валков равную 2800 мм.
Схема расположения оборудования двухклетевого толстолистового стана 2800 приведена на рис. 30.
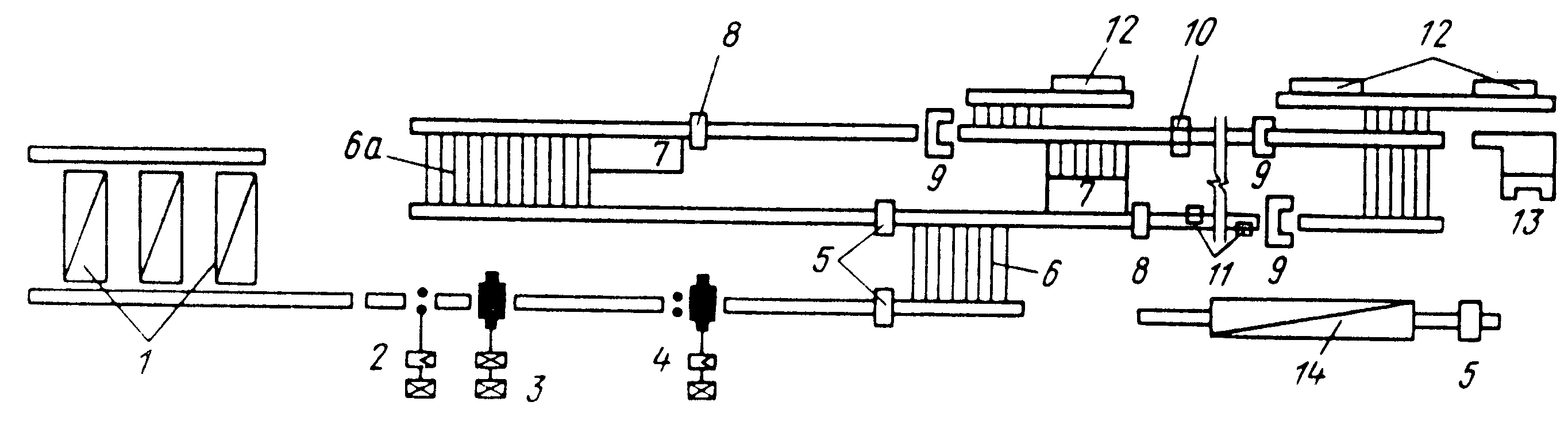
Рис. 30. Типичная схема расположения оборудования
двухклетевого толстолистового стана 2800:
1 – нагревательные методические печи; 2 – клеть с вертикальными валками; 3 – черновая реверсивная клеть дуо; 4 – чистовая реверсивная универсальная клеть кварто; 5 – ролико-правильные машины; 6, 6а – стеллажи-холодильники; 7 – инспекционные столы с кантователями листов; 8 – разметочные тележки; 9 – гильотинные ножницы поперечной резки; 10,11 – дисковые, гильотинные ножницы; 12 – уборочные карманы; 13 – отдельно стоящие гильотинные ножницы; 14 – печь для термообработки листов
Стан предназначен для прокатки листов толщиной 4-50 мм, шириной до 2500мм, длиной до 20м.
Исходной заготовкой для прокатки листов являются слябы толщиной 125-250 мм, шириной 700-1600мм, длиной 2500-6000мм.
Слябы нагреваются в трех методических печах 1. В состав прокатного стана входит черновой окалиноломатель с вертикальными валками 2, черновая двухвалковая клеть 3 и чистовая универсальная четырехвалковая клеть 4 (клеть кварто). Все клети реверсивные. Размеры валков: в клети 2 – D = 950-1000 мм, длина бочки валка Lб = 600 мм; в черновой клети дуо 3 – D = 1100 мм, Lб = 2800 мм; в чистовой универсальной клети 4 диаметр рабочих валков Dр = 800 мм, диаметр опорных валков Dоп = 1400 мм, длина бочки валков Lб = 2800 мм.
Нагретые в печи слябы подаются рольгангом к окалиноломателю. Затем сляб прокатывается сначала в черновой клети за несколько проходов, а потом в чистовой клети. За чистовой клетью установлено душирующее устройство для охлаждения листов водовоздушной смесью для придания металлу мелкозернистой структуры и высоких механических свойств.
После прокатки листы правятся на роликоправильных машинах 5. Первая по ходу прокатки правильная машина предназначена для горячей правки листов толщиной 4-25мм, вторая – для правки листов толщиной 25-50мм.
Охлаждаясь на холодильнике 6, листы вместе с тем перемещаются на вторую технологическую линию стана, а затем через холодильник 6а – на третью линию. Здесь листы проходят осмотр на инспекционном столе 7 и разметку с помощью специальной тележки 8. Поперечная резка листов производится на гильотинных ножницах 9, а обрезка боковых кромок – на дисковых ножницах 10.
При прокатке листов толщиной более 25 ммобрезка боковых кромок выполняется на продольно расположенных гильотинных ножницах11; для этого листы с третьей линии снова передаются на вторую. Готовые листы собираются в карманах12.
Дополнительная порезка листов может производиться на отдельно стоящих ножницах 13. Для термической обработки продукции используется печь 14.