

Лекція 15.
Технологічність конструкцій заготовок.
Під технологічністю конструкцій заготовок розуміють не тільки можливість їх раціональної механічної обробки, але і можливість доцільно і продуктивно одержувати якісні заготовки.
Наприклад, литі заготовки повинні задовольняти таким основним вимогам:
1 — для одержання однорідної структури і зменшення внутрішніх напружень товщина стінок виливка повинна бути рівномірної, без різких переходів;
2 — форма заготовки повинна забезпечувати можливість рознімання моделі;
3 — у виливків, одержуваних по рознімній моделі, поверхні, перпендикулярні до площини рознімання, повинні мати конструктивні ливарні ухили.
Подібні вимоги пред'являються до заготовок, що одержуються об'ємним штампуванням.
Для різних деталей, що піддаються механічній обробці, існує багато загальних і специфічних рекомендацій. Приведемо найбільш важливі та універсальні з них:
1. У машині або апараті повинна бути, по можливості, невелика кількість складних для обробки деталей. Кількість і розміри оброблюваних поверхонь повинні бути мінімальними.
2. Повинна бути забезпечена достатня жорсткість деталей, що запобігає деформації від сил різання і затискання (табл. 1, поз. 1, 2).
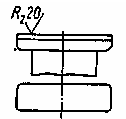
3. Оброблювані площини значної довжини не слід робити суцільними (табл. 1, поз. 3).
4. Оброблювані площини доцільно розташовувати на одному рівні (табл. 1, поз. 4).
5. Важкооброблювані деталі складної форми іноді доцільно розчленовувати на прості, що з'єднуються зварюванням, впресовуванням та
іншими способами (табл. 1, поз. 5, 6).
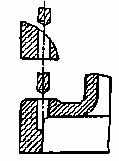
6. Необхідно передбачити вільний вихід інструмента наприкінці різання або обмежити довжину чистової обробки (табл. 1, поз. 7).
7. У багатоступеневих отворах найбільш точну ступінь доцільно виконувати наскрізь (табл. 1, поз. 8).
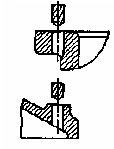
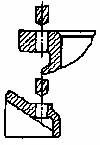
8. Варто уникати отворів, осі яких не перпендикулярні до поверхні входу і виходу свердла (табл. 1, поз. 9).
9. Треба прагнути, щоб нарізку в отворі можна було нарізати на прохід (табл. 1, поз. 10).
10. Конструкція втулок повинна забезпечувати вільний вхід в отвір і вихід з нього інструмента (табл. 1, поз. 11).
11. Особливо ретельно повинна бути продумана технологічність деталей, що піддаються відповідальній і тривалій операціям обробки (розточування корпусних деталей, свердління глибоких отворів та ін.). Варто уникати отворів складної форми, наприклад, замінивши внутрішню нарізку великого діаметра різьбовими отворами малого діаметра в торці деталі, а упорний буртик — притискним стопорним кільцем (табл. 1, поз. 12).
Співвісні отвори в декількох стінках корпусних деталей варто виконувати зі зменшенням діаметру в одному напрямку (табл. 1, поз. 13).
При конструюванні машин і апаратів необхідно прагнути, щоб вони відповідали вимогам продуктивних та економічних способів складання.
Таблиця 1.
|
Номер позиції |
Конструкції |
Переваги технологічної конструкції | |
|
Нетехнологічна |
Технологічна | ||
|
1 |
|
|
За рахунок введення ребер жорсткості зменшуються деформації і вібрація литого корпусу |
|
2 |
|
|
За рахунок застосування додаткового приливу (допоміжної технологічної бази) зменшення вібрації литого корпусу при високих режимах різання.
|
|
3 |
|
|
1. Підвищується точність обробки. 2. Знижується зношування інструменту.
|
|
4 |
|
|
Спрощується обробка і контроль.
|
|
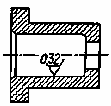
5 |
|
|
За рахунок використання зварної конструкції із труби і втулки значно зменшується трудоємкість виготовлення деталі.
|
|
6 |
|
|
Використання складальної конструкції зменшує витрати матеріалу і трудоємкість виготовлення деталі. |
|
7 |
|
|
1.Спрощується обробка і знижується вимоги до конструкції інструменту. 2.Знижується трудоємкість обробки. 3.Підвищується точність обробки.
|
|
8 |
|
|
1.Інструмент запобігається від поломки. 2.Знижується трудоємкість обробки. 3.Підвищується точність обробки.
|
|
9 |
|
|
1.Покращується умови роботи інструменту, зменшується імовірність його поломки. 2.Знижується трудоємкість обробки. |
|
10 |
|
|
1.Зпрощується обробка завдяки вільному доступу інструменту, легкості контролю і спостереженню за обробкою. 2.Забеспечується можливість обробки на попередньо налаштованому верстаті.
|
|
11 |
|
|
1.Значно спрощується виготовлення корпуса. 2.Знижується трудоємкість обробки отвору на розточному верстаті. |
|
12 |
|
|
1.Зпрощується обробка основних отворів на розточному верстаті. 2. Підвищується точність обробки отворів завдяки виключенню необхідності повороту заготовки на 180°. |




















Показники економічності технологічного процесу.
Розробляючи ТП обробки деталі, можна одержати декілька його варіантів, найбільш економічний з яких не завжди очевидний, і треба вміти порівнювати конкуруючі варіанти по собівартості.
Найбільш точним є метод прямого розрахунку собівартості повної обробки деталі або виконання окремих операцій. Через його складність і трудомісткість для визначення найбільш економічного варіанта використовують метод порівняння техніко-економічних показників.
Техніко-економічні показники можна розділити на абсолютні і відносні (безрозмірні).
Абсолютні техніко-економічні показники:
Сумарний основний час по усім (п) ТО обробки
![]() .
.
Цей показник є узагальненим і тому не дає досить повної і надійної оцінки порівнюваних варіантів ТП.
2. Трудомісткість обробки заготовки по всіх ТО обробки
![]() .
.
Користуючись цим критерієм, можна вибрати найбільш продуктивний процес.
Собівартість всіх ТО механічної обробки
![]() ,
,
де 3 — основна зарплата робітників; Ц — сума інших цехових витрат (накладних).
Тому що цехові накладні витрати даються в % від основної зарплати, позначимо них через Н. Тоді собівартість обробки буде визначена по формулі
![]() .
.
На заводах харчового машинобудування величина Н, як правило, коливається в межах 200...350 %.
Відносні техніко-економічні показники:
1.
Коефіцієнт використання матеріалу
![]() .
.
2. Коефіцієнт використання верстата за основним часом
![]() .
.
Коефіцієнт характеризує ступінь механізації й автоматизації обробки, і варто прагнути, щоб він наближався до одиниці.
3. Коефіцієнт допоміжного часу
![]() .
.
4. Коефіцієнт використання верстата по потужності
![]() ,
,
де
![]() —
сумарна потужність, що витрачається на
приводі, для всіх працюючих
інструментів;
Nст
- потужність головного привода.
—
сумарна потужність, що витрачається на
приводі, для всіх працюючих
інструментів;
Nст
- потужність головного привода.
Запитання для самоперевірки:
Яке призначення розроблення альтернативних варіантів ТП виготовлення деталі.
Поняття технологічності виробів.
Якими показниками визначається технологічність виробів.
Поняття продуктивності, надійності, довговічності, ремонтоздатності складальних одиниць.
Основні фактори, яки необхідно враховувати при оцінці технологічності конструкції деталей та складальних одиниць.
Поняття технологічності конструкцій заготовок, приклади.
Економічність технологічного процесу. Основні критерії.
Абсолютні критерії економічності технологічного процесу.
Відносні критерії економічності технологічного процесу.
Література: [1, с.53-58].