


29 |
|
Довжина арматурної заготовки Lз – визначається за формулою: |
|
Lз=Ly+2la- lз- lф- lн- l0 |
(5.4), |
де lа – довжина кінця стержня, що використовується для утворення тимча-
сового кінцевого анкера, мм. Для “обтиснутих шайб” lа≥Н+5 мм, де Н - висота шайби після опресування (табл. 5.1). Для “висаджених головок” lа=2,5d+5 мм, де d - діаметр арматури.
|
|
|
|
|
|
|
|
|
Таблиця 5.6 |
||
|
|
|
|
|
|
|
|
|
|
||
Температур- |
Коефіцієнт лінійного розширення арматури, |
α |
×10 |
6 |
|
° |
|
||||
ний |
|
|
|
|
, 1/ C |
|
|||||
° |
|
|
|
|
|
|
|
|
|
|
|
інтервал, |
С |
гарячекатаної кла- |
термічно зміцненої |
|
дроту класу |
|
|||||
|
сів А600, А800 |
класів Ат600, Ат800 |
|
|
А240 |
|
|
||||
|
|
|
|
|
|
|
|||||
|
|
|
і А500в |
і Ат1000 |
|
|
|
|
|
|
|
20-300 |
|
|
13,2 |
12,5 |
|
|
|
13 |
|
|
|
20-350 |
|
|
13,5 |
13 |
|
|
13,4 |
|
|
||
20-400 |
|
|
13,8 |
13,5 |
|
|
13,8 |
|
|
||
20-450 |
|
|
14,2 |
14 |
|
|
14,1 |
|
|
||
20-500 |
|
|
14,5 |
- |
|
|
14,5 |
|
|
||
Для забезпечення потрібної точності попереднього напруження арматури необхідно, щоб граничні відхилення фактичного подовження натягнутої арматури від розрахункового не перевищували: 4 мм - при відстані між упорами
5...6,5 м; 6 мм – 9,5 м; 7 мм - 13 м; 8 мм - 16 м; 9 мм - 19 м; 10 мм - 25 м і більш.
Зусилля притискання на один контакт має бути не менше 1000 Н для сталі діаметром 10...14 мм, не менше 2000 Н - для стрижнів великих діаметрів і не менше 200 Н для дроту діаметром до 8 мм.
При виборі типів і кількості перетворювачів току в установках для електричного нагрівання арматури визначаються сила струму, напруга і потужність за формулами:
I = |
70QK |
|
Rτ , |
(5.5) |
де Q - повна кількість теплоти, що витрачається на нагрівання 1 м стержня до розрахункової температури, ккал; К- коефіцієнт, що залежить від схеми під-

30
ключення стержнів в електричний ланцюг; К=1 при послідовному включенні і К=n при паралельному включенні (n - кількість стержнів, що нагріваються одночасно); R - активний опір 1 м стержня, Ом×10-4, при розрахунковій темпера-
турі нагрівання, приймається по таблиці 5.7; τ - час нагрівання, хв.;
Q=Qн+Qп×τ, ккал, де Qн - кількість тепла, ккал, що витрачається на нагрівання 1 м стержня до розрахункової температури (без урахування втрат), приймається по зазначеній таблиці; Qп - втрати тепла, ккал 1 м стержня тепловипромінюванням і конвекцією протягом 1 хв., приймається по зазначеній таблиці.
При нагріванні дротяної арматури силу струму визначають за формулою:
Iср = |
70mnct |
|
R τ , |
(5.6) |
|
|
ср |
|
де m - маса 1 м дроту або сталки, кг; n - кількість дротинок або сталок що нагріваються одночасно; с - питома теплоємність сталі – 0,5×103 Дж/(кг×с); t -
розрахункова температура нагрівання, °С; Rср - середнє значення електричного опору 1 м арматури при нагріванні, що визначається за формулою:
Rcp = |
ρ (2 |
+α0t) |
, Ом |
(5.7) |
||
2 |
|
San |
||||
|
|
|
||||
де ρ - питомий електричний опір арматури – 12×10-8 Ом×м; α0 - температурний коефіцієнт опору арматури 0,0048 К-1.
Напруга струму:
U = |
Izlm |
|
|
K , В |
(5.8) |
де z - повний опір 1 м стержня, Ом×10-4 при нагріванні до розрахункової температури, прийнятий по таблиці 5.7; l - довжина ділянки стержня, що нагрівається, м; m - коефіцієнт, що залежить від схеми включення; при послідовному включенні m=n і при паралельному m=1.
При електронагріванні дротяної арматури напругу струму обчисляють за
формулою:
31 |
|
U = Icp Rcplk , В |
(5.9) |
Потрібну потужність трансформатора N при електронагріванні стержнів арматури обчисляють за формулою (5.10), а при нагріванні дротяної – за фор-
мулою (5.11):
N = |
|
IU |
|
, кВА |
(5.10) |
|
|
1000 |
|
||||
N = |
Iс Uср |
|
p |
|
||
|
|
|
, кВА |
(5.11) |
||
|
1000 |
|
||||
За отриманими значеннями I, U і N підбирають відповідні трансформатори.
Вибір обладнання, щовикористовуєтьсяприелектротермічномуспособі напруженняарматури.
Установка для зварювання стержньових батогів СМЖ-524 – для заготов-
лення стержньових батогів довжиною 7,2...12,5 м і 19,2...24,5 м з анкерними головками на кінцях.
При заготовленні напружуваної арматури на установці СМЖ-524 стержні з її живильника подаються на зварювальну машину механізмом подавання. На передній кінець першого стержня надівається шайба і проводиться гаряче висадження анкерної головки. Стержень подається таким чином, що його кінець закріплюється в затискних губках зварювальної машини. Потім подається другий стержень і проводиться їх стикове зварювання. По досягненні переднім анкером отриманого батога упора з кінцевим вимикачем подача арматури припиняється і проводиться різання кінця батога, надівається друга шайба і висаджується на ньому анкер. Готовий арматурний батіг скидається в стелаж або передається на машину СМЖ-525 для зміцнення стержнів.
Машина СМЖ-525 – призначена для механічного зміцнення стержньової напружуваної арматури класу А-IIIв за допомогою її витягування. Стержньовий батіг укладають у затисклювачі, виконують його розрахунковий розтяг гідрав-
32
лічним домкратом, витримують у розтягнутому стані не менше 2 хвилин і відпускають натяг.
Установка СМЖ-129В – призначена для подовження арматурних стержнів електронагріванням. Дві заготовки з анкерними головками на кінцях укладають у струмопроводні затискачі рухомої і нерухомої опор.
Нагрівання стержнів триває доти, поки рухома опора не доторкнеться до кінцевого вимикача, розміщеного на відстані, що забезпечує задане подовження. Розігріті подовжені стержні вручну переміщують і укладають в упори форми.
Установка СМЖ-128В – призначена для висадження анкерних головок з попереднім нагріванням кінців арматурних стержнів, що осаджуються. Стержні з стелажа підйомним механізмом подаються в затискні губки. Потім проводиться нагрівання кінців стержнів, висадження головок і скидання заготовлених стрижнів у контейнер.
Автоматизована установка ДМ-2 (СМЖ-484) здійснює повний комплекс операцій, включаючи мірне нарізання стержнів; висадження анкерних головок; переміщення до електроконтактів, нагрівання стержнів; переміщення й укладання нагрітих стержнів в упори форми.
Загальний час на виконання усіх операцій при заготовленні і натяганні одного стержня діаметром 12 мм, довжиною 6 м становить 50-60 с. Робота установки розпочинається з укладання пакета стержнів краном у живильник, звідки спеціальним механізмом відбирається й подається в зону різання один стержень.
Після вимірювання відстані між кожною наступною парою упорів за командою ЕОМ стержень відрізається відповідно до розрахунку за програмою. Далі в автоматичному режимі стержні подаються послідовно на висаджування анкерних головок і нагрівання. Після нагрівання кінцеві захвати опускають стержні в упори форми.
Технічні характеристики перелічених машин подано в табл.5.8.
33
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5.7 |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Діа- |
Елект- |
Кількість теплоти, яка потрібна для нагрівання 1 м стержня, |
|
|
Опір 1 м стержня, 10-4 Ом |
|
|
||||||||||||||
метр |
ричний |
|
|
|
ккал |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
арма |
опір, R, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ту- |
10-4 Ом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
повний Z |
|
|||
Qн |
Qп |
Qн |
Qп |
Qн |
Qп |
Qн |
Qп |
|
активний R |
|
|
|
|
||||||||
ри, |
|
|
при |
|
при |
|
при |
|
при |
|
|
|
|
|
|
|
|
|
|
|
|
мм |
|
|
τ=1 |
|
τ=1 |
|
τ=1 |
|
τ=1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
хв. |
|
хв. |
|
хв. |
|
хв. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
при температурі, °С |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
300 |
350 |
400 |
450 |
300 |
350 |
|
400 |
|
450 |
300 |
350 |
|
400 |
450 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
13 |
|
14 |
15 |
16 |
|
17 |
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
16,7 |
21,9 |
3,33 |
26,8 |
4,26 |
30,8 |
5,33 |
35,8 |
5,52 |
51,4 |
58,5 |
|
61,2 |
|
65,7 |
58,0 |
63,6 |
|
68,8 |
74,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
11,5 |
31,4 |
3,98 |
37,7 |
5,09 |
44,2 |
6,37 |
51,5 |
7,78 |
40,0 |
49,8 |
|
47,6 |
|
51,2 |
47,0 |
51,3 |
|
54,8 |
60,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
8,45 |
42,7 |
4,77 |
51,3 |
6,02 |
60,0 |
7,54 |
70,0 |
9,22 |
33,2 |
36,7 |
|
39,5 |
|
42,5 |
38,4 |
41,8 |
|
45,6 |
49,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
6,45 |
55,8 |
5,28 |
67,0 |
6,75 |
78,5 |
8,45 |
91,1 |
10,33 |
28,5 |
31,2 |
|
34,0 |
|
36,5 |
33,2 |
36,2 |
|
39,4 |
42,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
5,12 |
70,6 |
5,92 |
84,8 |
7,58 |
99,4 |
9,5 |
115,6 |
11,61 |
25,2 |
27,6 |
|
30,0 |
|
32,3 |
29,4 |
32,1 |
|
34,9 |
37,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
4,15 |
87,2 |
6,66 |
104,7 |
8,52 |
122,8 |
10,66 |
143,0 |
13,05 |
22,6 |
24,8 |
|
26,9 |
|
29,0 |
26,4 |
28,8 |
|
31,3 |
33,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22 |
3,42 |
104,3 |
7,47 |
126,3 |
9,56 |
148,0 |
11,95 |
172,0 |
14,65 |
20,7 |
22,7 |
|
24,6 |
|
26,5 |
24,4 |
26,6 |
|
29,0 |
31,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
2,65 |
136,0 |
8,37 |
163,0 |
10,7 |
191,2 |
13,4 |
225,5 |
16,4 |
18,0 |
19,7 |
|
21,4 |
|
23,1 |
21,2 |
23,1 |
|
25,2 |
27,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
28 |
2,11 |
170,5 |
9,25 |
204,2 |
11,8 |
240,0 |
14,82 |
279,0 |
18,75 |
16,2 |
17,7 |
|
19,3 |
|
20,7 |
18,9 |
27,0 |
|
22,5 |
24,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
32 |
1,62 |
223,0 |
10,6 |
268,0 |
13,6 |
314,0 |
17,05 |
365,0 |
20,8 |
14,2 |
15,5 |
|
16,8 |
|
18,2 |
16,7 |
18,2 |
|
19,8 |
21,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
36 |
1,28 |
282,0 |
11,8 |
332,0 |
15,25 |
397,0 |
19,1 |
462,0 |
28,4 |
12,6 |
13,8 |
|
15,1 |
|
16,2 |
14,9 |
16,2 |
|
17,7 |
19,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
34
Таблиця 5.8. Технічна характеристика установок, що використовуються
при електротермічному способі напруження арматури
Показник |
СМЖ-524 |
СМЖ-525 |
СМЖ- |
СМЖ- |
ДМ-2 |
|
|
|
|
|
128В |
129В |
|
Діаметр арматурних |
|
|
|
|
|
|
стержнів, мм |
12...40 |
22...36 |
10...25 |
10...25 |
10...18 |
|
Довжина стержнів |
|
|
|
|
|
|
або |
стержньових |
7200... |
6000... |
5590... |
3000... |
6100... |
батогів, мм |
24600 |
24000 |
7500 |
7500 |
6500 |
|
Клас сталі стержнів |
A400; |
A400 |
A600-1000; |
A400; |
A600; |
|
|
|
A600; A800 |
|
Aт500-1000 |
A600-1000 |
Aт600-1000 |
Установлена поту- |
|
|
|
|
|
|
жність |
трансформа- |
|
|
|
|
|
торів, кВА |
150 |
- |
140 |
40 |
176 |
|
Габарити, мм: |
22610... |
9635... |
|
|
|
|
довжина |
36960 |
27635 |
9190 |
6600 |
10360 |
|
ширина |
|
1525 |
1750 |
1800 |
1250 |
9900 |
висота |
|
1630 |
1035 |
1130 |
1450 |
1780 |
Маса, кг |
5280 |
5100 |
2500 |
820 |
8500 |
|
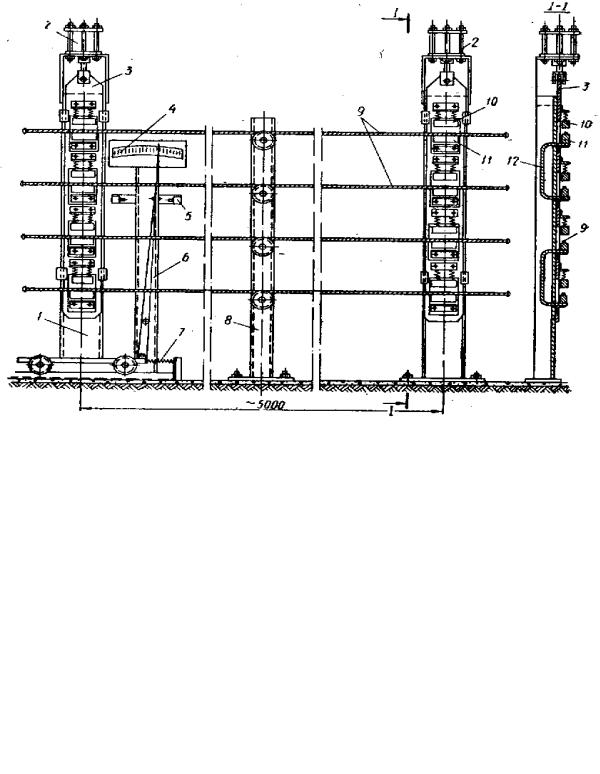
Рис. 5.2. Установка для електротермічного нагрівання стержньової арматури:
1 – рухома опора; 2 – пневмоциліндри; 3 – штанги; 4 – шпала; 5 – кінцевий вимикач; 6 – нерухома опора; 7 – пружини повертання; 8 – проміжна опора; 9 – стержні; 10 – притискні губки; 11 – контактні губки; 12 – шини.

35
Приклад. Виробництво багатопустотних залізобетонних плит перекриттів марки ПК 8-60-15 розміром 5980×1490×220 мм виконується за агрегатнопотоковою технологією.
Вироби формуються на силових піддонах з негайним розпалублюванням.
Натяг арматури класу А600 10 мм (5 шт.) проводиться електротермічним способом.
Величина проектного напруження арматури становить 420 МПа. Потрібно визначити довжину напружуваного елемента, температуру електронагрівання, а також параметри струму для електронагрівання.
1). Обчислюємо величину подовження арматури l0 (5.1), попередньо визначивши:
-початковий модуль пружності арматурної сталі класу A600 - Епоч=2×105 МПа (табл.2.1);
-відстань між зовнішніми гранями упорів на піддоні (див. рис. 6.2а):
Ly=lв+2ly=5980+2×200=6380 мм;
-коефіцієнт k=1 (табл.5.4);
-гранично допустиме відхилення попереднього напруження арматури
Δσ0=±90 МПа (табл.5.3);
-виконання умови σ0+Δσ0 ≤Rан ≤ 0,95×σт : 420+90=510<0,95×600=570 –
умова виконується.
l0 = 1 420 +5 90 6380 =16,3 мм;2 10
2). Визначаємо повне подовження арматури при її електронагріванні за формулою (5.2): lп= l0+ lз+ lф+ lн+Сt, мм
l0=16,3 мм;
lз=2m×σ0=2×0,03 мм3/кгс ×27кгс/мм2=1,62 мм (приймаємо тип анкера
– «висаджена голівка»);
lф=2 мм (багатопустотні плити перекриття формуються на піддонах довжиною 6...12 м з жорсткими упорами);

36
lн=0 (тому що як напружуваний елемент використовується не дротяна, а стержньова арматура);
Сt=6,38×0,5=3,19 мм lп=16,3+1,62+2,0+3,19=23,08 мм
3). Температура, яка потрібна для нагрівання і подовження арматури для забезпечення заданого напруження, визначається за формулою 5.3:
tp = α llпк +t0 ,°С,
lк=Lз-1000 мм; lк=6391,7-1000=5391,7 мм,
де довжина заготовки: Lз=Ly+2la- lc- lф- lн- l0=6380+2(2,5×10+5)- 18,31=6391,7 мм;
α=13,8×10-6 (табл.5.6) – ця величина вибирається, виходячи із застосовуваного класу напружуваної арматури (А-IV), а також температурного ін-
тервалу (20-400°С), визначеного з табл.5.2; t0=20°С
tp = |
|
|
23,08 |
+20 |
=330°C . |
||
13,8 |
10 |
−6 |
5391,7 |
||||
|
|
|
|
||||
4). Визначаємо потрібну силу струму для нагрівання арматурної сталі до розрахункової температури (5.5):
I = 70 QK |
, |
Rτ |
Q=Qн+Qп×τ; Qн=24,84 ккал; Qп=3,89 ккал (при τ=1 хв.) – табл.5.7 Q=24,84+3,89=28,73 ккал;
К=1 (при послідовному включенні стержнів, що нагріваються); R=55,66×10-4 Ом (табл.5.7)
I = |
70 28,73 1 |
|
= 601 A ; |
|
−4 |
||||
|
55,66 10 |
1 |
|
|
5). Напруга струму при електронагріванні стержньової арматури
37
= Izlm
U K , В,
Z=61,36×10-4 Ом (табл.5.7);
m=n=3 (при послідовному включенні стержнів, що нагріваються) – в установці СМЖ-129В можна одночасно нагрівати 3 стержня.
U = 601 61,36 10−4 5,3917 3 = 59,6 В 1
6). Потужність трансформатора при електронагріванні стержнів арматури
(5.10): |
|
|
N = |
601 59,6 |
= 35,8 ква; |
|
1000 |
|
7). Вибираємо тип установки для електронагрівання стержнів – СМЖ-129В (установлена потужність 40 ква – табл.5.8).
ВАРІАНТ ЗАВДАНЬ
|
|
Розмір, см |
|
|
|
проектне |
||
№ |
марки |
|
|
|
n |
напруження, |
||
L |
B |
H |
клас |
|||||
|
|
|
МПа |
|||||
|
|
|
|
|
|
|
||
1 |
ПК 84-10-8 |
838 |
99 |
22 |
10А600 |
5 |
450 |
|
2 |
ПК 77-10-8 |
768 |
99 |
22 |
12Ат800 |
4 |
500 |
|
3 |
ПК 87-12-8 |
868 |
119 |
22 |
14Ат600 |
6 |
480 |
|
4 |
ПК 89-10-8 |
888 |
99 |
22 |
8А600 |
7 |
475 |
|
5 |
ПК 64-15-8 |
638 |
149 |
22 |
10Ат1000 |
4 |
700 |
|
6 |
ПК 90-15-8 |
898 |
149 |
22 |
16Ат800 |
5 |
650 |
|
7 |
ПК 81-10-8 |
808 |
99 |
22 |
14А800 |
6 |
600 |
|
8 |
ПК 68-10-8 |
678 |
99 |
22 |
10А1000 |
5 |
750 |
|
9 |
ПК 120-10-8 |
1198 |
99 |
30 |
18Ат1000 |
6 |
700 |
|
0 |
ПК 68-10-8 |
678 |
99 |
22 |
12А800 |
4 |
630 |
|
38
Практична робота №6
МЕХАНІЧНИЙ СПОСІБ НАПРУЖЕННЯ АРМАТУРИ
Завдання. Виконати розрахунок параметрів механічного натягання арматури.
Механічний спосіб натягання арматури (стержньової, дротяної і канатної) рекомендується здійснювати гідравлічними домкратами (рис. 6.1) або вантажними пристроями із системою блоків і важелів. При застосуванні поліспастних і гвинтових пристроїв можна досягти значних зусиль натягу. Гвинтовими пристроями створюються великі зусилля тільки при використанні самогальмуючих гвинтів, достатньо міцних і жорстких для сприйняття крутного моменту. Недоліком гвинтових домкратів є неможливість вимірювання зусилля натягу з необхідною точністю. В цьому випадку натягання арматури контролюють тільки за її подовженням.
При механічному напруженні арматури залізобетонних резервуарів і труб доцільно застосовувати машини для безперервного намотування і натягання арматури. Але через часті обриви дроту краще використовувати їх при електромеханічному способі натягання.
При механічному способі натягання арматури найбільш поширені гідравлічні домкрати (табл.6.2). Як привід гідравлічних домкратів використовують насосні станції СМЖ-83 з механічним приводом і НСР-400М з ручним.
Механічне натягання арматури рекомендується виконувати за два етапи. На першому етапі арматуру натягають із зусиллям, рівним 40-50% заданої величини. Після цього старанно перевіряють правильність розміщення та закріплення напружуваної арматури, встановлюють закладні деталі, каркаси, сітки й остаточно складають форми. На другому етапі арматуру натягають до проектної величини зусилля з перетяжкою на 10%, витримують протягом 8-10 хвилин. На цьому етапі перевіряють надійність анкерування (крім того, короткочасна перетяжка зменшує втрати напруження від релаксації), після чого зусилля зменшують до проектної величини.
39
Рис. 6.1. Натягання арматури гідродомкратами: а – стенд з переносним гідродомкратом і насосною станцією для виробів завдовжки до 6 м; б
– стенд з стаціонарним гідродомкратом для виробів до 24 м; 1 – гідродомкрат; 2 – буфер; 3 – форма; 4 – роликові опори; 5 – рама; 6 – консоль для встановлення гідродомкрата; 7 – силові упори; 8 – торцева головка з кондукторним диском; 9 - арматурний каркас; 10 – опори; 11 – вузол з’єднання головки з штангою домкрата; 12 – шток домкрата.
Натягання арматури дозволяється виконувати тільки в присутності технічного персоналу, який здійснює поопераційний контроль. Дані контрольної перевірки заносяться в спеціальний журнал. Натягання арматури на упори стендів і форм рекомендується виконувати груповим способом з однієї сторони й одним домкратом потрібної потужності та потрібного ходу поршня. При відсутності домкратів відповідної потужності дозволяється одночасне натягання арматури кількома домкратами.
При натяганні арматури кількома домкратами необхідно виконувати такі вимоги: застосовувати домкрати тільки одного типу і з однаковою технічною характеристикою, установлювати їх симетрично щодо рівнодіючих зусиль на-
тягу з відхиленнями в межах ±10 мм і приєднувати до однієї насосної станції, оснащеної манометрами для вимірювання тиску.
40
Технологічні розрахунки механічного натягання арматури. Довжина заготовок стержнів, дротин пакета при натяганні на упори форм повинна бути більшою за відстань між зовнішніми гранями упорів Ly (рис. 6.2, а):
Lзаг =Lу +2 la +5 мм. |
(6.1) |
При натяганні на упори довгого або короткого стенда, в якому використовуються інвентарні тяги з захватами, довжина заготовки повинна бути меншою,
ніж відстань між упорами. |
|
Довжина заготовки для короткого стенда (рис. 6.2б) становить: |
|
L заг = lв + 2 lа + (800 ...1000 ) , мм. |
(6.2) |
Довжина заготовки для довгого стенда (рис. 6.2, в) |
|
L заг = nlв + (n −1)k 0 + 2k1 + 2k 2 + 2k 3 , мм. |
(6.3) |
Довжина пучків при натяганні на затверділий бетон із закріпленням конічними клиновими анкерами (рис. 6.2г) повинна бути більшою за довжину виробу:
L заг = lв + l1 + 300 , мм. |
(6.4). |
||
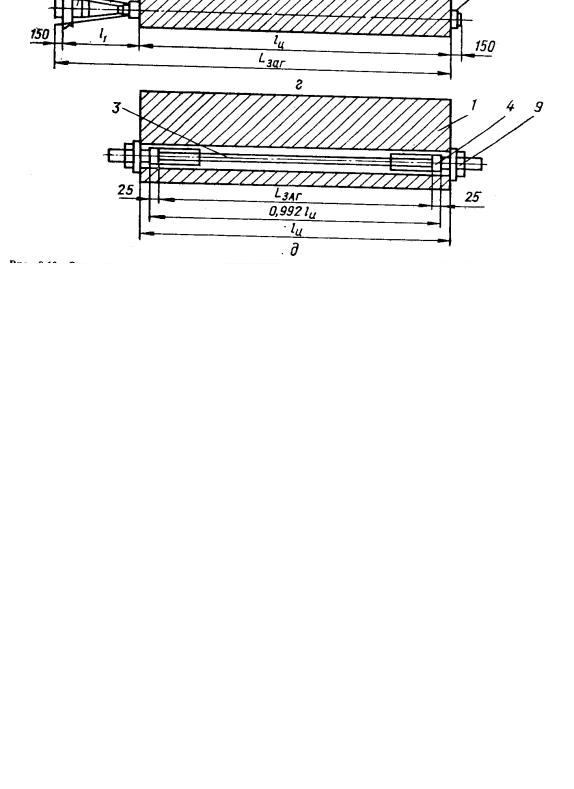
При натяганні на бетон пучків з гільзовими анкерами (рис. 6.2 д): |
|
||
Lзаг = 0,992 lв −50 , мм. |
(6.5) |
||
Тягове зусилля домкрата для натягання арматури визначають за форму- |
|||
лою, Н, |
|
||
Q = |
k n Saσ0 |
, |
(6.6) |
|
|||
|
η |
|
|
де k=1,1 – коефіцієнт, що враховує можливий технологічний перенатяг; n – кількість напружуваних стержнів чи дротинок, що натягаються одночасно; Sa –
площа поперечного перерізу одного стержня, мм2; σ0 – проектне напруження,
МПа; η=0,94...0,96 – коефіцієнт корисної дії гідродомкрата.
Враховуючи тягове зусилля і можливе подовження арматури, визначають хід поршня, мм:
41 |
|
S =(σ0LНС / Ea ) + A, |
(6.7) |
де LНС - довжина напружуваного стержня, ; А – довжина ходу поршня, що потрібна для вибирання вільного провисання арматури, мм; можна приймати ве-
личину А=(0,007...0,01)LНС.
При натяганні арматури домкратом з перехоплюванням
S = |
1 |
( |
σ0Lзагk'nп +A), |
(6.8) |
|
||||
|
nп |
Ea |
|
|
де nп- кількість перехоплень; k'=0,95 – коефіцієнт, який враховує проковзування арматури в затискачі.
Приклад роботи. Виконати розрахунок параметрів механічного натягання арматури при виготовленні залізобетонних попередньо напружених ребристих плит покриттів розміром у плані 3×12 м (довжина виробу 11980 мм). Величина проектного напруження арматури складає 620 МПа. Як напружуваний елемент використовується стержнева арматура 22 мм класу А-V (2 стержня).
1). Довжина арматурної заготовки (6.2):
Lзаг =Lу +2 la +5
Для закріплення арматури класу А-V в упорах форми (стенда) приймаємо тип анкерного пристрою “висаджена головка”. Для “висаджених головок” lа=2,5d+5 мм, де d - діаметр арматури.
Lзаг=11980+2×200+2(2,5×22+5)+5=12505 мм;
2). Тягове зусилля гідродомкрата для натягання арматури (6.6):
Q = k n Saσ0
η
|
1,1 2 |
3,14 22 |
2 |
620 |
||
Q = |
|
4 |
|
|||
|
|
|
|
= 545 êÍ |
||
0,95 |
1000 |
|
||||
|
|
|
||||
3). Хід поршня (6.8):
S =(σ0LНС / Ea ) + A,
де LНС - довжина напружуваного стержня, мм: LНС=12505-2(2,5×22+5)=12385 мм
42
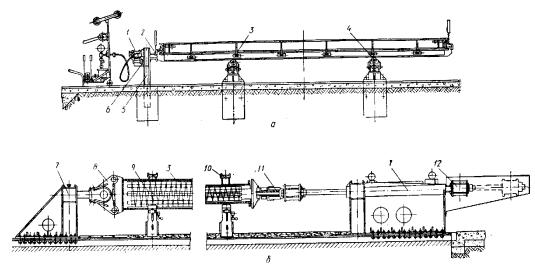
Рис. 6.2. Схеми для розрахунку довжини заготовки при механічному натяганні арматури: а - на упори форми; б - на упори короткого стенда; в - на упори довгого стенда; г - на бетон при використанні конічного анкера; д - на бетон при використанні гільзового анкера; 1 - виріб; 2 - упори; 3 - напружувана арматура; 4 - затискач; 5 - захват з тягою; 6 - розподільна діафрагма; 7 - напрямна діафрагма; 8 - домкрат; 9 - фіксуюча гайка затискача

43
Марка гі- |
Найбі- |
Хід |
Робоча |
дродомк- |
льше |
по- |
площа |
рата |
разове |
ршня |
поршня, |
|
зусил- |
, мм |
см2 |
|
ля, кН |
|
314 |
СМЖ-25 |
630 |
800 |
|
(СМ- |
|
|
|
513Б) |
|
|
|
|
|
|
- |
СМЖ-81 |
630 |
315 |
|
|
|
|
176 |
СМЖ-82 |
630 |
315 |
|
(ДГС 63- |
|
|
|
315) |
|
|
|
|
|
|
402 |
СМЖ-84 |
1000 |
125 |
|
(6280СА) |
|
|
|
|
|
|
|
Потуж- |
Призначення гідродомкрата, діа- |
Привід |
Маса, |
Габаритні розмі- |
ність |
метр арматури, що натягається, мм; |
гідродом- |
кг |
ри, мм |
електро- |
число стержнів, що натягаються |
крата |
|
|
двигуна, |
одночасно |
|
|
|
кВт |
|
|
|
|
|
|
|
|
|
7,5 |
Натяг арматури усіх видів на дов- |
Від насоса |
2850 |
3080×1670×2850 |
|
гих стендах, зміцнення стержневої |
Н-401Е |
|
|
|
арматури витягуванням. |
|
|
|
|
24 дроти діаметром 5 мм, 3 сталки |
|
|
|
|
діаметром 15 мм, стержень діамет- |
|
|
|
|
ром до 36 мм |
|
|
|
- |
Груповий натяг дротяної арматури. |
Від насос- |
75 |
800×245×165 |
|
18-24 дротів діаметром 5 мм |
ної станції |
|
|
|
|
СМЖ-83 |
|
|
- |
Натяг арматури усіх видів із гвин- |
Від насос- |
80 |
1000×210×243 |
|
товою тягою на коротких стендах і |
ної станції |
|
|
|
в силових формах. 24 дроти діамет- |
СМЖ-83 |
|
|
|
ром 5 мм, 3 сталки діаметром 15 |
|
|
|
|
мм, стержнева арматура діаметром |
|
|
|
|
28-40 мм |
|
|
|
5 |
Натяг арматури усіх видів із стерж- |
Від насоса |
625 |
1200×755×1320 |
|
невою тягою на довгих і коротких |
Н-401 |
|
|
|
стендах; зміцнення стержневої ар- |
|
|
|
|
матури витягуванням. 48 дротів ді- |
|
|
|
|
аметром 5 мм, 6 сталок діаметром |
|
|
|
|
15 мм, 1 стержень діаметром 16-40 |
|
|
|
|
мм |
|
|
|