

Тема 3.17 Зубообробні верстати з чпк
1 Загальні відомості
Найбільше розповсюдження отримали зубофрезерувальні і зубодовбальні верстати, зубошліфувальні і шліценарізні верстати з ЧПК. По рівню автоматизації наладки верстати розділяються на дві групи:
верстати для дрібносерійного виробництва;
верстати для серійного виробництва.
В верстатах першої групи за допомогою пристроїв ЧПК автоматизуються:
- установка числа зубів заготовки, що обробляється, і кут нахилу зубів:
- параметри обробки зубів;
- режими різання.
Цикл обробки:
переміщення робочих органів верстата в початкове положення.
Вручну виконується установка і закріплення заготовок і ріжучого інструмента. В цих верстатах механічні зв’язки кінематичних ланцюгів замінюються електронними. Для керування використовують пристрої ЧПК типу 2С85.
Верстати для серійного виробництва (2 група) мають менший рівень автоматизації. В них зберігаються механічні зв’язки . З пульта керування встановлюються параметри заготовки і режими обробки, цикл роботи і переміщення робочих органів в вихідне положення.
Для автоматизації циклу обробки використовують системи з елементами ЧПК на основі позиційних і контурних систем ЧПК.
Подальший розвиток і вдосконалення верстатів цієї групи проходить:
створення автоматичних ліній і ділянок, що переналаджуються;
створення зубообробних модулів.
Модулі зубообробних верстатів мають інструментальні магазини заготовок, магазини оснастки для встановлення заготовок на верстаті і ін.Управління модулем с системи ЧПК типу 2С85.
2 Призначення і область використання зубофрезерного верстата з ЧПУ53А20Ф4
Верстат призначений для обробки циліндричних прямозубих і косозубих коліс в одиничному і дрібносерійному виробництві.
3 Основні механізми і рухи верстата з ЧПК 5320Ф4 (див. рис. 82)
Станина А, по її прямокутним напрямним переміщується стійка Б з інструментальним супортом В, на столі Г розміщений шпиндель заготовки, яка притискається центом Д.
При обробці заготовок у верстаті здійснюються рухи, які керуються від пристрою з ЧПК:
головний рух – обертання черв’ячної фрези – координата И;
рух подач:
а) вертикальна подача – переміщення фрезерного супорта В (координата Y);
б) радіальна подача – переміщення стойки Б (координата Х);
в) тангенціальна подача – переміщення фрези в осьовому напрямі (координата Z);
г) обертання стола Г із заготовкою (координата W).
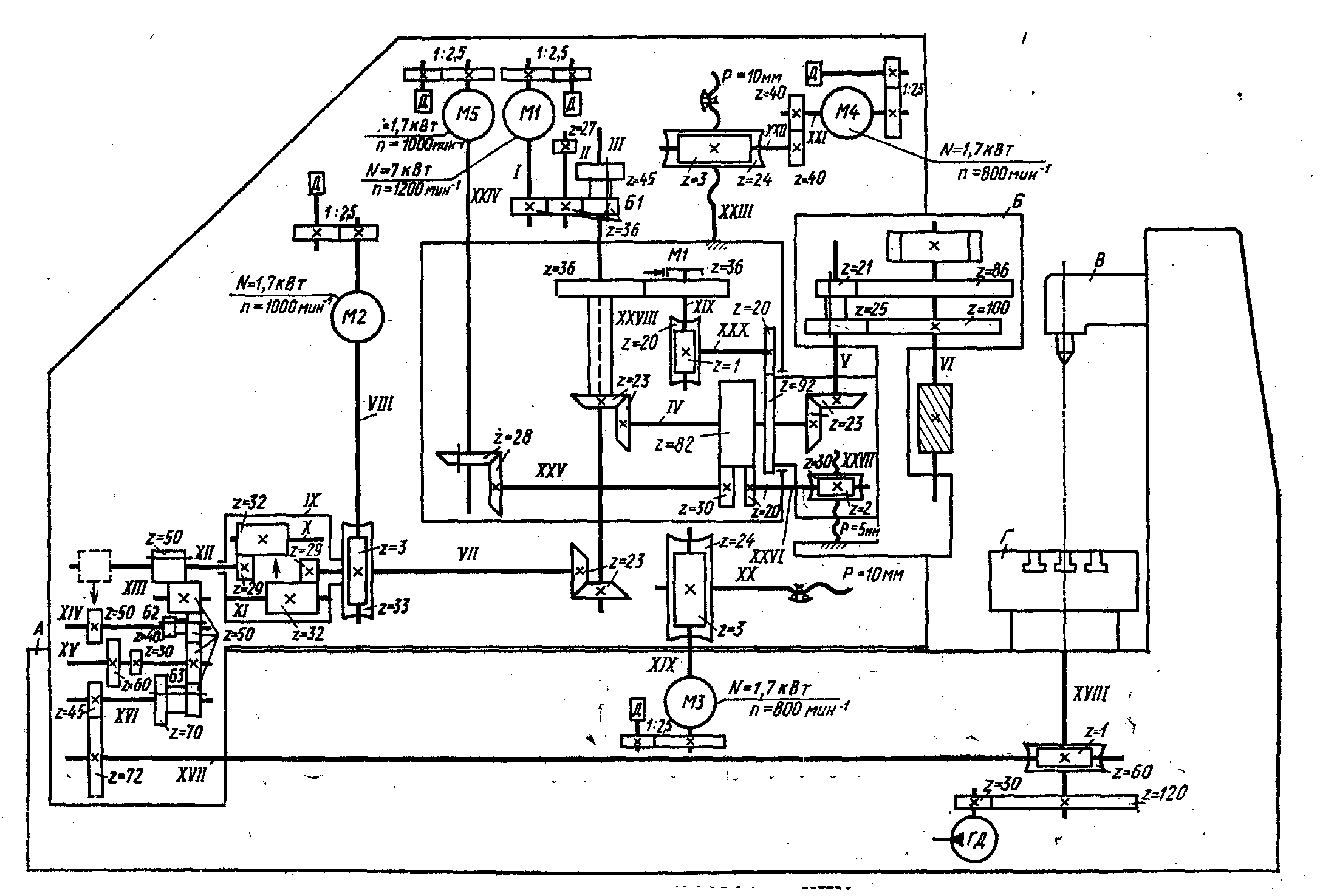
Рисунок 82 - Кінематична схема зубофрезерного напівавтомата 53А20Ф4 з ЧПК
3 Робота механізмів верстата (рис. 82)
3.1 Головний рух – обертання фрези.
Шпиндель з черв'ячною фрезою отримує обертання від двигуна постійного струму М1 і далі через зубчаті передачі 36-36, зубчатий блок Б1, 23-23,23-23, 25-100.
При переключенні блока Б1 отримуються два діапазони частот обертання фрези: n= 80 … 180 об/хв. і n= 181 … 300 об/хв..
3.2 Рух подач:
а) вертикальна подача – здійснюється від двигуна М4 через передачі 40-40,3-24, ходовий гвинт з кроком Р= 10 мм.
Умови настройки ланцюга вертикальної подачі:
1 об.ст. → Sв, тобто за один оберт стола із заготовкою фрезерний супорт переміщується в вертикальному напрямі на Sв. Отримання заданої подачі здійснюється електродвигуном М4, який, отримуючи сигнали від ЧПК з певною частотою (fу ) змінює частоту обертання, і, тим самим, подачу.
б) тангенціальна подача – здійснюється від електродвигуна М5, через зубчаті передачі 28-28,30-82,82-20, черв'ячну передачу 2-30 і ходовий гвинт з кроком Р= 5 мм.
Отримання заданої подачі здійснюється також електродвигуном М5, який, отримуючи сигнали від пристрою ЧПК з певною частотою (fz ), змінює частоту обертання електродвигуна, а як наслідок – і подачу Sт.
в) радіальна подача – здійснюється від електродвигуна М3 через передачу черв'ячну 3-24 і ходовий гвинт з кроком Р= 10 мм.
Переміна подачі стається аналогічно вертикальної і тангенціальної подач, тобто змінює частоту надання сигналів електродвигуну М3.
г) ланцюг ділення і обкатки:
Обертання заготовки стається від електродвигуна М1 і через диференціал від електродвигуна довороту М2. В кінематичному ланцюгу постійних зв’язків – обертання різального інструмента і заготовки пересувні зубчаті блоки Б2 і Б3 і колесо Z= 50 (коробка ділення) забезпечують чотири діапазони чисел зубів колеса, що нарізається. Знаходимо число зубів прямозубих коліс (Z0 ), отримуваних тільки установкою блоків Б1 і Б2 (при вимкнутому електродвигуні М2 і диференціалі).
Коробка ділення забезпечує наступні передаточні відношеня:
і к.д.1= 50/50. 50/50. 45/72 =5/8; ік.д.2= 50/50. 640/60. 45/72 =5/12;
ік.д.3= 50/50. 30/70. 45/72 =15/56; ік.д.= 50/50. 40/60.30/70. 45/72 =5/28.
Рівняння кінематичного ланцюга від фрези до столу з заготовкою при нарізанні циліндричних коліс має вигляд:
1 об.фр.. 100/25 .23/23. 23/23. 23/23. 29/32. 32/29 . ік.д . 1/60 = К/Z0 .
Підставляючи отримані вище значення ік.д в рівняння отримаємо:
Z0 = 24; 36; 58; 84 (параметр Z0 набирається на пульті ЧПК).
Де Z0 - число зубів циліндричних прямозубих коліс, які нарізуються тільки включенням блоків Б2і Б3 коробки ділення.
Із цього рівняння отримуємо: ік.д.= 15/ Z0.
При нарізанні косозубих і черв'ячних коліс методом тангенціальної подачі в роботу включаються електродвигуни М1 і М2. Від електродвигуна М2 приводяться в рух диференціал, за допомогою якого столу із заготовкою надається додатковий рух ± 1 оберт.
Знак «+» застосовується при різнойменних напрямках гвинтової лінії зубчатого колеса і черв'ячної фрези.
Знак «-» - при однойменних напрямках гвинтової лінії колеса і черв'ячної фрези.
Рівняння кінематичного ланцюга при нарізанні косозубих коліс:
1 об.фр.100/25 . 23/23 . 23/23 . 23/23 . 29/32 . 32/29 . 15/ Z0 . 1/60 ±
± 1 . 100/25 . 23/23 . 23/23 . 1/Б . 136/36 . 1/ fv . fw . 3/33. iдиф .15/ Z0 . 1/60 =
= К/Z,
де Б1 – зубчаті передачі блока (36-36 або 36-36-27-45);
fv – частота сигналів (імпульсів), які подаються від ЧПК електродвигуну М1;
fw – частота сигналів, які подаються від ЧПК електродвигуну М2;
К – число зубів черв'ячної фрези;
Z – число зубів колеса, що нарізується.
3.3 Поворот супорта
Поворот супорта В здійснюється при вмиканні електродвигуна М1, зубчаті передачі 36-36 блока Б1, 36-36 (електромуфта М1 включена), черв'ячну передачу 1-20, зубчату передачу 20-92.
Для оберту передбачені два режими: безрозмірний від штовхальної кнопки на пульті ЧПК і розмірний на величину, яка задається на пристрої ЧПК.
3.4 Гідросистема верстата
Гідросистема верстата забезпечує:
перемикання зубчатих блоків Б1 – в приводі головного руху, блоків Б2 і Б3 в ланцюгу ділення:
затискання фрезерної стойки Б, супорта В, кронштейну Д для підтискання оправки із заготовкою, затискання заготовки, фрезерувальної каретки;
гальмування шпинделя заготовки;
змазка механізмів верстата.
Контрольні запитання на тему 17
Вказати, які параметри програмуються пристроєм ЧПК в верстатах для дрібносерійного і серійного виробництва.
Вказати, за якими напрямками відбувається розвиток і вдосконалення зубофрезерувальних верстатів.
Назвати основні механізми верстат 53А20Ф4.
Назвати рухи в верстаті 53А20Ф4 і координатні осі, по яким переміщуються механізми.
По кінематичній схемі верстата (рис.82) пояснити роботу механізмів верстата: головного руху, вертикальної, радіальної і тангенціальної подач.
По кінематичній схемі верстата (рис.82) пояснити кінематику руху ланцюга ділення і обкатки при нарізанні прямозубих циліндричних коліс; скласти рівняння ланцюгу ділення і обкатки.
По кінематичній схемі верстата (рис.82) пояснити кінематику руху ланцюга ділення і обкатки при нарізанні косозубих циліндричних коліс; скласти рівняння кінематичного ланцюга ділення і обкатки.
Пояснити роботу механізму оберту фрезерувального супорту верстата.
Гідросистема верстата і її функції.
Список література
С.Е. Локтева Станки с программным управлением и промышленные роботы, 1986