

5. Переведите и объясните все лексические преобразования
ТЕКСТ 1
Труба Нержавеющей стали Дуговой сварки
GTAW. Производственный шланг трубки нержавеющей стали с дуговой сваркой обычно использует процесс газовой вольфрамовой дуговой сварки (GTAW/Tig) как источник электрической дуги, которая плавит основной материал и формирует сварку. В процессе GTAW электрическая дуга установлена между вольфрамовым электродом и частью, которая будет сварена. Чтобы начать дугу, сигнал высокого напряжения (обычно 3.5 к 7 киловольт) используется, чтобы сломать (ионизировать) свойства изолирования газа щита и делают это электрически проводящим за крошечное количество потока.
Конденсатор сваливает поток в этот электрический путь, который уменьшает напряжение дуги до уровня, на котором электропитание тогда может поставлять поток для дуги. Электропитание отвечает на требование и обеспечивает поток сварки, чтобы держать дугу установленной. Металл, который будет сварен, расплавлен интенсивной высокой температурой дуги и плавких предохранителей вместе.
Плазменная Дуга. В плазме сварочный факел вольфрамовый электрод расположен в пределах медного носика, у которого есть маленькое открытие в наконечнике. Экспериментальная дуга начата между электродом факела и наконечником носика. Эта дуга тогда передана металлу, который будет сварен.
Вызывая плазменный газ и дугу через сжатое отверстие носика, факел поставляет высокую концентрацию высокой температуры к маленькой области. Это может произвести жесткую дугу, которая предлагает хорошую стабильность дуги и последовательные сварки. Учитывая, что вольфрамовый электрод защищен в пределах медного носика, плазменный процесс обычно учитывает еще много часов сварки прежде, чем обслуживание на электроде будет требоваться.
Зависит ли использовать ли GTAW или плазменный процесс дуги, продукция трубной мельницы от скорости дуговой сварки, и полное время потратило сварку. Поэтому, для максимальной продукции трубной мельницы, эти важные сварочные проблемы нужно рассмотреть: свариваемость материала, ограждающий газ, рассмотрение трубной мельницы (способность трубной мельницы обеспечить последовательное, высококачественное материальное представление края под сварочной дугой), сварочные рассмотрения системы (способность сварочной системы обеспечить последовательную сварочную дугу по оптимальному качеству сварки и максимальному номеру часов сварки).
Свариваемость материала
Свариваемость - слово, используемое только в сварочной промышленности, и поиск этого в словаре Вебстера будет бесплоден. Слово "свариваемость" обычно означает непринужденность, с которой металлический материал тает и течет вместе, чтобы сформировать сустав сварки, который показывает почти так много механическое, тепловой, и свойства сопротивления коррозии как основной компонент сплава.
Свариваемость также подразумевает способность произвести приемлемую скорость сварки под сварочной дугой, и это может измениться очень согласно материалу. Вообще, 300 безупречных сталей, используемых в шланге трубки, обладают высокой степенью свариваемости. 400 рядов безупречные стали также - свариваемы, но постсваривают обработку, проблема, чтобы рассмотреть. Медь, алюминий, основанные на никеле сплавы, титан, и другие драгоценные металлы обладают небольшим количеством степени свариваемости, но могут подарить вызовам поверхностные окиси и литой металлический поток.
Ограждение Газа
Смешивание маленьких процентов от водорода с аргоном ограждает газ (90-процентный аргон, от 10 до 2-процентного водорода) может иметь благоприятное воздействие на проистекающей сварке по этим причинам:
Водород действует как смазка в пределах литого материала сварки, таким образом увеличивая смачиваемость сустава сварки. Результат этого эффекта состоит в том, что два материала края текут вместе быстрее, и таким образом сварочная скорость может быть увеличена.
Водород становится частью процесса передачи энергии к сварке, производя более глубокий профиль сварки с меньшим количеством энергии от дуги. Это означает, что меньше потока сварки и меньшая лужа сварки могут использоваться для того же самого проникновения сварки. Физический размер объединения сварки - ограничение скорости, таким образом меньшая лужа сварки предлагает более высокие скорости сварки.
Водород имеет эффект вычищения на сварку, производя более чистую сварку.
Естественно, с каждой выгодой прибывает недостаток. Водородное дополнение не является подходящим для того, чтобы сварить все материалы трубы, особенно некоторые экзотические сплавы, потому что оно может вызвать водородную хрупкость в проистекающей сварке. Однако, для более обычно используемых безупречных сталей, нет никакой проблемы с хрупкостью.
Добавление водорода к газу щита уменьшает жизнь стандартных 2 процентов торированный вольфрам сварочный электрод. При этих условиях некоторые изготовители используют 1.5 процента лантанированный вольфрам, который может более легко приспособить водородное дополнение.
Рассмотрения Трубной мельницы
Для трубной мельницы важно обеспечить последовательное, высококачественное материальное представление края под сварочной дугой. Завод должен обеспечить, чистый материал края сцеплялся вместе без любого влияния шва сварки под сварочной дугой, даже в высоких скоростях. Отказ достигнуть этого приведет к уменьшенному качеству сварки и наиболее вероятно сокращению скорости трубной мельницы, чтобы достигнуть необходимого качества.
Пригодный наверх сустав сварки зависит от требований спецификации сварки. Шланг трубки произведен согласно свободной или твердой терпимости, в зависимости от заявления, для которого должна быть куплена труба. Когда два края труб бодаются вместе для того, чтобы сварить, два из главных рассмотрений - несоответствие и промежутки.
Обычно, коробка сварки трубной мельницы будет настроена, чтобы гарантировать, что ролики коробки сварки или ботинки ведут окончания трубы вместе и держат их в положении под сварочной дугой.
Сварка, произведенная любой трубной мельницей, является функцией входа высокой температуры для данной длины шланга трубки. Для данной сварочной силы тока трубная мельница должна поддержать завод сварочная скорость в пределах близкой терпимости. Продукты доступны, которые связывают сварочную текущую силу тока точно с трубной мельницей фактическая скорость, а не запрограммированная скорость. Эти системы также помогли в уменьшении шланга трубки отходов, произведенного при закрытии трубной мельницы и запуске.
Сварка Рассмотрений Системы
С любой сварочной системой используемое оборудование должно обеспечить устойчивую сварочную дугу в пределах близкой терпимости, чтобы произвести качество сварки последовательной продукции. Параметры, под которыми выступает трубная мельница, еще более важны из-за сварочных вовлеченных скоростей.
Исследуя более близко все элементы сварочной системы, поставщики трубы могут уменьшить или устранить некоторые из причин, что сварочные системы, кажется, развивают собственную индивидуальность. Типичная сварочная система включает многие из следующих элементов.
Электропитание / Стартер Дуги. Двигатель позади дуги, электропитания, и стартера дуги обеспечивает средства начать сварочную дугу и обеспечить устойчивую власть, которой материал трубы сплавлен вместе. Сначала, эти электропитания были простыми, большими трансформаторами, предоставляя грубую силу дуге. Многие из этих систем теперь были заменены электропитаниями большей эффективности и точности. Недавно, мощные линейные усилители предложили производителям трубы постоянно-текущее электропитание, способное к исправлению дуги неустойчивость в миллисекундах.
Дистанционное управление Дуги. Качество и воспроизводимость сварки зависят в значительной степени от формы дуги и напряжения, которые пропорциональны расстоянию между электродом факела и заготовкой. Расстояние промежутка дуги должно быть сохранено постоянным во время сварки. Диспетчеры расстояния дуги предлагают способность задать и поддержать промежуток дуги в пределах близко определенной терпимости.
Дистанционное управление дуги в обычной сварке обеспечивает способность считать постоянным расстояние, электрод остается от части быть сваренным. Это обычно - средство приспособить выход части или попятиться электрод, поскольку часть создана через дополнение материала наполнителя к зоне сварки. Дистанционное управление дуги для сварки трубной мельницы обеспечивает средство поместить и изменить промежуток дуги электрода быстро при изменяющихся электродах и изменить положение электрода, чтобы приспособить некоторое количество изнашивания электрода.
Магнитное Управление за Дугой. Скорости сварки трубной мельницы настолько высоки, и материальные шаги так быстро под дугой, что магнитные системы управления дуги иногда используются, чтобы считать, что сварочная дуга в точном и повторимом положении по материалу сварена. Это препятствует тому, чтобы дуга переместилась или от того, чтобы быть привлеченным до быстродействующего объединения сварки, переезжающего ниже. С простой установкой магнитный блок управления дуги легко может добавить по крайней мере 5 процентов к скорости продукции трубной мельницы.
Вольфрамовый Электрод. Вольфрам сварочный электрод, источник сварочной дуги, является одним из самых важных элементов сварочной системы, но этим также, является одним из обычно проигнорированный пользователями трубной мельницы. Каждый раз, когда завод закрывается и запускает снова, определенное количество отходов произведено, и проблема получения целой системы, устойчивой снова для непрерывной продукции, становится главной.
Некоторые производители шланга трубки продолжают размалывать их вольфрамовые электроды вручную и затем задаваться вопросом, почему они получают непоследовательные результаты. Для сварки трубной мельницы скрытия счетов на вольфраме сварочный электрод - один шаг, который может улучшить последовательность сварки продукции с незначительным усилием. Много пользователей трубной мельницы теперь покупают свое предоснование электродов поставщиком. Это помогает устранить изменчивость операторов, размалывающих электроды с немного различными конфигурациями.
TEXT B
Rub-down
Screw the group used for treatment of cylindrical, conical, shaped surfaces of revolution, as well as to handle the plane perpendicular to the axis of rotation of the workpiece. For lathe group is the main tool cutter. In screw-cutter machines hvyntorizalnyh put rifling on cylindrical and conical surfaces and spiral grooves on the end surfaces of workpieces. For application rifling also used taps and dies, and for processing holes - drill, vertical reamer.
In lathe group used two types of motion: rotational movement of the workpiece (cutting motion) and motion instrument (motion filing) to ensure the continuity of the cutting process.
CNC cutters are classified according to various criteria. By cutting material of distinction steel cutters, carbide and mineral сeramic. By construction incisors divided into solid and sophisticated. Depending on the location of the main cutting edge cutters distinguish Dextral and left-sided. When cutting right-cutter cuts off chips from the workpiece by moving the tool from right to left. In the left-hand cutter cutting tool moves from left to right. From the position of the axis of the cutter head relative to the axis of the body (in terms of) distinguish cutting straight lines (Fig. 1.8, a - e) and bent (Fig. 1.8, g). There are also cutting finishing and roughing.
Depending on the purpose (type of treatment) is divided into continuous cutting, boring, cut, ditch, shaped.
Globe cutters designed for turning outer surfaces (Fig. 1.8, a, b, e). Globe incisors (direct or blocks) to the main angle in terms of (φ = 90 °, Fig. 1.8, c) is used for treatment outside or end surfaces. Checkpoints cutter (Fig. 1.8, g) - versatile, you can handle the cylindrical surface and trim the end.
For finishing cutters used in two types: with a rounded tip (rys.1.8, e) and extensive finishing cutters with straight primary cutting edge (Fig. 1.8, e). The first type is applied to handle relatively small surfaces, the second - Surface Treatment pieces of considerable size. Scoring cutters are designed to be processed ends, cutting - for abscission of metal blanks (rys.1.8 a). Length of cutter head should be slightly larger than the radius of the workpiece that is cut.
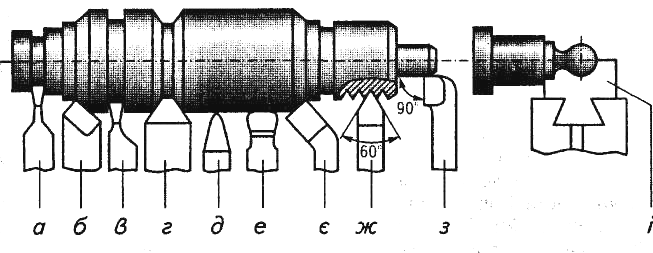 Рис.
1.8 - Types of turning tools
Рис.
1.8 - Types of turning tools
Boring cutters are used for boring through and blind holes and cut - for external application (Figure 1.8, g) and internal rifling. Form cutting edge of incisors must meet the profile cuttings. The main cutting edge of the tool (Figure 1.8, f) for symmetric rifling sharpen cutting angle 60 °.
Ditch cutters used for cutting grooves of different profiles: rectangular (Figure 1.8, c), similar to the trapezoid (Figure.1.8, d). Shaped incisors (Figure.11.8 i) used for the manufacture and cultivation of complex shaped surfaces.
By cutting lathe group are also revolving, revolving and automatic and semiautomatic.
Turning and boring machines are designed to handle heavy pieces of large diameter and small length not exceeding 0.7 diameter. Usually this particular type of disc: rotor water and gas turbines, pulleys, flywheels, gears and more. Blanks inserted and fixed on a horizontal circular table - swashplate, which rotates around a vertical axis. In turning and boring machines cutters can handle internal and external cylindrical, conical shaped and flat surface, annular grooves in various fields. In addition, they can also be drilled, countersink and deploy holes.
Unlike conventional lathes multichisel usually have two mutually independent calipers: front and rear. Each of them fix a few cutters that operate simultaneously. The front caliper has only longitudinal motion, so set it cutters cut only the cylindrical surface. The rear caliper has only traverse and cutters, installed in it handles face plane grooves, short and conical shaped surface facets. In multichisel machines handle blanks of different parts: staircase shafts, gears, disks, etc..
Fix Logging in centers 3-cam tubes on mandrels and more. Fast and accurate setting incisors with adjustment machine do after installed on the machine before starting work detail or reference the pattern.
Turning revolving machines for processing large enough batch that have relatively complex form processing to be applied consistently different tools: cutters, drills, core drills, reamer, taps, dies and others. Typical parts that are processed on a capstan lathe - it bolts, screws, nuts, bushings, rollers, various fittings and other parts. Unlike lathes, capstan lathe in there and tailstock leadscrew, and longitudinal caliper is multiposition turret, which in adjustment establish the necessary tools and the processing of administering them to work in sequence.
There revolving machines with vertical and horizontal axis turret. Depending on the type of machined workpieces distinguish turret lathes for rod-shaped (characterized by the largest diameter rod) and cartridge (characterized by the largest diameter workpiece over bed and cross slide) works.
Automatic lathe machine is called, which after adjustment processing is performed automatically.
Semiautomatic called machines, in which the entire processing cycle workpiece and stops the machine after its completion is done automatically, and the installation, removal of blanks and start the machine manually. Semiautomatic is multichisel lathes. On turning machines handle fasteners, shafts, bushings, rings, valves and other components, and their use is usually a massive and high volume production ¬ there too. In the process of turning semi axle shafts, flanges, gears and other parts, use them mainly in mass production.
Turning automatic and classified form blank (rod and cartridge), the number of spindles (spindled and multispindle) and the location of spindles (horizontal and vertical).
1. Долота, которые будут использоваться для того, чтобы разрубить металлы на части, сделаны из стали высшего качества. 2. Этот бар подвергнут действию двух наборов внешних сил. 3. Различные рывки используются, чтобы ввернуть различные типы машинных частей, такие как моечные машины, болты и шахты. 4. Приспосабливаемые рывки называют так, потому что они могут проситься для вворачивания и отвинчивания болтов и орехов различных размеров. 5. Высокая сокращающаяся скорость, маленькая толщина чипа и большой угол граблей - факторы, облегчающие поток чипа по лицу инструмента. 6. Расстояние, что инструмент установлен в работу для того, чтобы сократить операции, упоминается как глубина сокращения. 7. Металлы могут быть сильными, что трудно произвести инструмент, способный к отключению чипа без частых отказов. 8. Когда инструмент сокращает металл, сила проявлена на ее лице материалом, толкавшим перед собой, и сила трения настроена вдоль лица инструмента скользящим чипом. 9. Основной принцип проекта, используемого в создании режущих инструментов единственного пункта, является клином, который может быть изменен в соответствии с требованиями. 10. Будучи поставленным магазину, работа была обработана на токарном станке. 11. Мы услышали, что они применили новый вид добавки, чтобы получить устойчивое присоединение. 12. Недавно, методы были развиты для пайки твердым припоем индукции в уменьшающей атмосфере, чтобы избежать использования потока и таким образом проблем полного удаления гриппа [остатки. 13. В этой единице очищенный сухой уменьшающий газ, такой как водород, входит в единицу наверху, перемещает воздух и окружает часть, которая будет нагрета. 14. После нагревания к поднятой температуре окисные фильмы на металлических поверхностях, к которым присоединятся и на присоединяющемся ре сплава, уменьшали, разрешая удовлетворительный поток сплава в сустав капиллярным действием, таким образом производя хорошее обязательство. 15. Эти отношения находят другие заявления, где подобные особенности необходимы, например в печати машин.
10. Работаz индивидуально, прочитайте и переведите следующие статьи.
ТЕКСТ A
Один из самых важных и существенных инструментов - дрель. Дрель используется для организации строительства в строительной промышленности, или для того, чтобы сверлить водные или нефтяные скважины. Части: шасси, единица власти, силовые единицы, ведущая бурильная труба, сверло.