

MS / Лекция_12
.pdf112
12 ВЫПЛАВКА СТАЛИ В КИСЛОРОДНЫХ КОНВЕРТЕРАХ КОМБИНИРОВАННОГО ДУТЬЯ
При разработке технологии производства стали в конвертерах комбини-
рованного дутья стремились сохранить преимущества как конвертеров с верх-
ней продувкой:
∙быстрое формирование известково-железистого шлака и возможность управления процессом шлакообразования путем изменения режима про-
дувки;
∙увеличение прихода тепла в результате дожигания части выделяющегося из ванны СО до СО2,
так и конвертеров донного дутья:
∙высокая интенсивность перемешивания ванны;
∙уменьшение окисленности металла и шлака;
∙уменьшение потерь железа и количества выбросов;
∙возможность глубокого обезуглероживания металла без чрезмерного его окисления;
∙возможность продувки ванны инертным газом.
Существующие процессы выплавки стали в конвертерах комбинированного дутья можно разделить на три группы, которые предусматривают следующие режимы подачи газов:
1. Процессы с продувкой ванны снизу аргоном, азотом и другими малоак-
тивными относительно металла газами с низким их расходом (0,01 – 0,25
м3/(т·мин)) и одновременной продувкой кислородом сверху по типу обычного конвертера верхнего дутья (LBE, LD-KG, LD-AB, STB, LD-OTB и др.).
2. Процесс, в котором снизу подается 2 – 10% общего количества кисло-
родного дутья с введение его в защитной среде (LD-OB) без подачи через дон-
ные фурмы флюсов.
3. Процессы, в которых снизу подается более 20% кислородного дутья и известь в порошкообразном виде (OBM-S, Q-BOP-S, KMS).
113
При разработке процессов, которые относятся к 1-й и 2-й группам, глав-
ной задачей было повышение качественных характеристик стали и выхода год-
ного металла при выплавке стали с низким и очень низким содержанием угле-
рода.
Главной задачей 3-й группы процессов является увеличение доли метал-
лического лома в металлической шихте и снижение расхода чугуна.
12.1Процессы с продувкой кислородом сверху и перемешиванием ванны малоактивными газами
Процессы с продувкой ванны снизу аргоном, азотом и другими малоак-
тивными относительно металла газами с расходом 0,01 – 0,25 м3/(т·мин) и од-
новременной продувкой кислородом сверху по типу обычного конвертера верхнего дутья получили наибольшее распространение.
Примером таких технологий может случить процесс LBE (название дано французским и бельгийским институтами черной металлургии, опробовавшими этот процесс в 1977 г.). Эта технология предусматривает продувку кислородом сверху через одно- или двухъярусную (для дожигания СО) фурму, а также по-
дачу через пористые блоки (вставки) в днище конвертера аргона или азота с ин-
тенсивностью ≤ 0,25 м3/(т·мин).
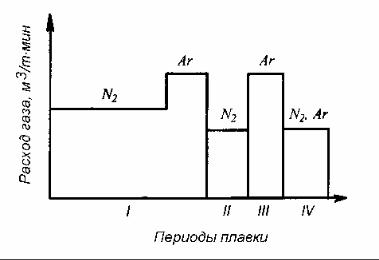
Обычно в течение большей части продолжительности продувки металла кислородом интенсивность подачи газа через днище невелика и составляет 0,02
– 0,05 м3/(т·мин). При выплавке низкоуглеродистых марок стали в заключи-
тельном периоде продувки (за 3 – 7 минут до ее окончания) интенсивность по-
дачи газа увеличивают до 0,1 – 0,3 м3/(т·мин). При этом для понижения концен-
трации азота в металле для продувки используют аргон (рисунок 12.1).
Увеличение интенсивности донного дутья частично компенсирует уменьшение объема оксида углерода, связанное с понижением скорости окис-
ления углерода в заключительном периоде продувки, а также интенсифицирует обезуглероживание в результате понижения парциального давления оксида уг-
114
Рисунок 12.1 – Режим подачи донного дутья:
I – продувка кислородом; II – повалка, отбор проб; III – после-
продувочное перемешивание; IV – выпуск стали
лерода во всплывающих в металле пузырьках. Это позволяет получать низкое содержание углерода в конце продувки (0,03 – 0,04%) без переокисления ме-
талла и шлака.
С целью дальнейшего понижения концентрации углерода используют пе-
ремешивание, которое проводится после продувки ванны кислородом или со-
вмещается во времени с ожиданием результатов анализа после отбора проб ме-
талла. Для послепродувочного перемешивания используют подачу аргона с ин-
тенсивностью 0,1 – 0,3 м3/(т·мин). Длительность перемешивания обычно со-
ставляет 2 – 6 минут, причем меньшие значения характерны для выплавки ста-
ли рядового сортамента, большие значения – для выплавки качественной низ-
коуглеродистой стали. За время послепродувочного перемешивания содержа-
ние углерода в металле дополнительно понижается на 0,01 – 0,015%, составляя в конце продувки 0,01 – 0,02%.
При послепродувочном перемешивании понижается температура металла
(в 160-т конвертере на 3 – 4оС/мин), поэтому продувку кислородом необходимо заканчивать при более высокой температуре (на 15 – 20оС).
При использовании в качестве перемешивающего газа азота взамен более дорогостоящего аргона содержание его в стали может увеличиваться. Уровень
115
этого повышения зависит от чистоты азота, то есть содержания в нем кислоро-
да. Практика показывает, что при чистоте азота не менее 98% концентрация его в стали увеличивается на 0,0003 – 0,0006%, при чистоте 95% и ниже – 0,001 –
0,003%.
Такая технология обеспечивает:
∙увеличение интенсивности перемешивания ванны, выравнивание ее со-
става и приближение системы металл-шлак к состоянию равновесия;
∙снижение содержания оксидов железа в шлаке и растворенного в металле кислорода при продувке ванны инертным газом.
Низкое парциальное давление оксида углерода в поднимающихся в ме-
талле пузырях аргона способствует протеканию реакции
[C] + [O] = {CO} |
(12.1) |
в направлении образования дополнительного количества СО. При этом концен-
трация кислорода в металле уменьшается по мере увеличения объема газа, по-
даваемого через днище конвертера.
Раскисление металла по реакции (12.1) способствует уменьшению коли-
чества оксидов железа в шлаке в результате поступления в металл дополни-
тельного количества кислорода по реакции
(FeO) = Fe + [O] . |
(12.2) |
При этом окисленность шлака понижается тем больше, чем выше расход газа,
который подают через днище конвертера.
Результат одновременного протекания реакций (12.1) и (12.2) можно опи-
сать уравнением
(FeO) + [C] = {CO} + Fe . |
(12.3) |
Данная технология позволяет также заканчивать продувку металла ки-
слородом при содержании углерода выше требуемого и, продувая ванну инерт-
ным газом, понижать содержание углерода до необходимого уровня.
∙повышение выхода годной стали в результате понижения содержания ок-
сидов железа в шлаке, устранения выбросов и уменьшения количества плавильной пыли;

116
∙снижение угара марганца и увеличение содержания его в металле к мо-
менту окончания продувки кислородом на 0,02 – 0,2%;
∙уменьшение угара ферросплавов при раскислении и легировании в ре-
зультате взаимодействия с менее окисленной ванной;
∙при комбинированной продувке необходимые значения коэффициента распределения фосфора достигаются при меньшей окисленности шлака
(рисунок 12.2).
Рисунок 12.2 – Распределение фосфора между шлаком и металлом в различных кислородно-конвертерных процессах:
1 – донная продувка; 2, 3 – комбинированная продувка с пода-
чей кислорода через днище соответственно 1 – 2 и 0,1 – 0,8
м3/(т·мин); 4 – комбинированная продувка с перемешиванием ванны нейтральным газом; 5 – верхняя продувка
Комбинированная продувка, кроме технологических, обеспечивает также ряд организационных и экономических преимуществ. Например, для процессов типа LBE характерны следующие преимущества:
117
∙выход годной стали увеличивается на 0,5 – 1,5% в результате снижения содержания железа в шлаке, устранения выбросов, уменьшения количе-
ства плавильной пыли;
∙благодаря снижению опасности выбросов и периодического резкого вспе-
нивания ванны появляется возможность уменьшить высоту конвертера
(или увеличить массу металла). При увеличении массы плавки удельный объем конвертера понижают до 0,6 м3/т, уменьшают массу футеровки на
1 т вместимости конвертера, при этом снижаются потери тепла и возрас-
тает производительность конвертера;
∙благоприятные условия перемешивания и обезуглероживания при подаче газа через днище позволяют увеличить расстояние между верхней фур-
мой и зеркалом металла примерно на 0,5 м. Это обеспечивает повышение стойкости фурм, уменьшение локального перегрева металла в первичной реакционной зоне, интенсивности его испарения и образования пыли;
∙уменьшается расход флюсов, которые вводятся для ускорения шлакооб-
разования (вплоть до полного отказа от использования таких добавок, как плавиковый шпат).
Благодаря этим преимуществам срок окупаемости расходов, связанных с реконструкцией обычных конвертеров с верхней продувкой и перевода их на работу с комбинированной продувкой, может быть небольшим.
12.2Использование комбинированной продувки для увеличения доли лома в металлической шихте
В кислородных конвертерах комбинированного дутья увеличение доли лома в металлической шихте может быть достигнуто следующими способами:
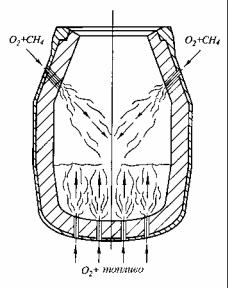
1. Дожигание СО отходящих газов до СО2 в рабочем пространстве кон-
вертера кислородом, который подается через боковые (рисунок 12.3) или верх-
нюю фурмы.
118
Рисунок 12.3 – Схема конвертера комбиниро-
ванного дутья с верхними боковыми фурмами
2. Вдувание в ванну углеродсодержащих материалов (кокса и угля) через днище конвертера в сочетании с дожиганием отходящих газов подачей кисло-
рода через верхнюю или боковые фурмы.
3. Предварительный нагрев лома, в ходе которого донные фурмы конвер-
тера используются как обычные горелки, в которых в стехиометрическом соот-
ношении сжигаются углеводороды в потоке кислорода.
Первый из этих способов реализован в конвертерах комбинированного дутья фирмы «Maxhütte» (ФРГ). При дожигании СО подачей 40% общего коли-
чества кислорода сверху содержание СО2 в отходящих из конвертера газах уве-
личилось с 3 до ~ 20%.
При комбинированной продувке за счет тепла, выделяющегося при дожи-
гании отходящих газов и передаваемого непосредственно металлу, долю лома в металлической шихте удалось существенно повысить (таблица 12.1).
В ходе исследований установлено, что тепло от дожигания газов переда-
ется ванне, в основном, не за счет нагрева футеровки и излучения от нее, а не-
посредственно от свободной струи. Поток кислорода, выходящий из сопла ки-
слородной фурмы, двигаясь в рабочем пространстве конвертера втягивает в се-
бя большое количество отходящих газов. В результате взаимодействия этих га-
зов с кислородом образуется факел, который с высокой скоростью встречается в поверхностью металла.
|
|
|
119 |
|
Таблица 12.1 – Расход чугуна и лома при выплавке стали в конвертерах |
||||
|
|
|
||
Показатели |
|
Способ выплавки |
||
|
|
|
||
LD |
OBM |
комбинированный |
||
|
||||
|
|
|
|
|
Расход чугуна, кг/т |
795 |
810 |
740 |
|
Расход лома, кг/т |
310 |
270 |
335 |
|
Доля лома в металлической шихте, % |
28 |
25 |
31 |
|
Примечание. Состав чугуна 4,2% С, 1% Si, температура 1340оС. Содержание углерода на выпуске 0,05% С, температура 1620оС.
Было также установлено, что снижение количества кислорода, который подается через донные фурмы, до ~30% от общего его расхода существенно не сказывается на протекании металлургических процессов в сравнении с чистой донной продувкой.
Второй способ увеличения доли лома в металлической шихте конверте-
ров был реализован при разработке процесса, получившего название KMS (по первым буквам в названиях фирм Klöckner – Maxhütte – Stahlherstellung).
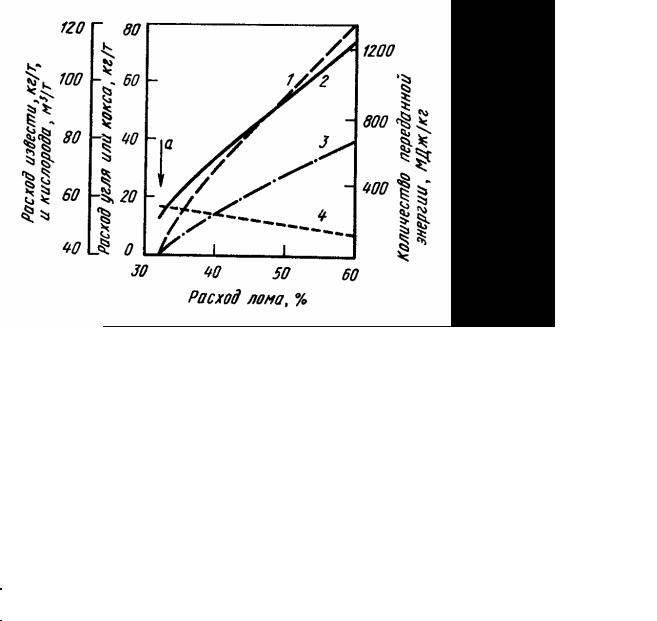
Установленные зависимости между расходами угля или кокса, кислорода и извести, а также количеством энергии, переданной стали, от доли лома в ме-
таллической шихте показаны на рисунке 12.4. В таблице 12.2 приведен состав отходящих из конвертера газов при работе различными способами.
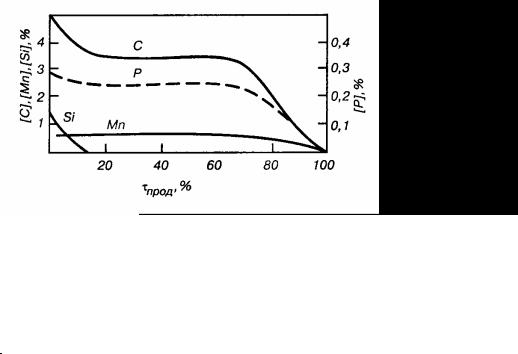
Поведение примесей металла в процессе KMS сходно с поведением их в процессе OBM (рисунок 12.5). Горизонтальный участок кинетической кривой для углерода соответствует вдуванию твердого топлива в ванну.
Исключением является сера, которая дополнительно поступает в металл из угля или кокса. В процессе KMS содержание серы в металле зависит от со-
держания ее в чугуне и твердом топливе, а также от шлакового режима плавки
(таблица 12.3). При содержании серы в топливе до 0,3% особых трудностей при получении стали с концентрацией серы, характерной для процессов донного или верхнего дутья без использования дополнительного топлива, не возникает.
При более высоком содержании серы в топливе концентрация серы в металле в конце плавки увеличивается и повышение расхода извести не приводит к ее по-
120
Рисунок 12.4 – Зависимость расхода угля или кокса (1), расхода кислорода (2), количества переданной стали энергии (3) и расхода извести (4) от доли лома в шихте. Состав отходящего газа: СО/СО2 = 4/1; Н2/Н2О = 1/1. Стрелкой а показаны соотношения, достигаемые при комбинированной продувке кислородом в конвертере OBM с дожиганием отходящих газов при переработке чугуна, содер- жащего 1% кремния
Таблица 12.2 – Состав конвертерных газов
|
|
Состав газа, % |
|
|
|
|
|
||
Способ выплавки |
|
|
|
|
|
Примечание |
|
||
СО |
СО2 |
Н2 |
Н2О |
N2 |
|
||||
|
|
|
|
|
|||||
Донная продувка |
86,3 |
2,8 |
5,6 |
– |
5,3 |
Состав газа определен в |
|||
|
|
|
|
|
|
газгольдере |
|
|
|
Комбинированная про- |
77 |
19 |
2 |
2 |
– |
Средний |
состав |
газа. |
|
дувка (60% через дни- |
|
|
|
|
|
Пробы |
отбирали |
из |
|
ще и 40% сверху) с до- |
|
|
|
|
|
конвертера |
во время |
||
жиганием |
|
|
|
|
|
продувки. Снизу дава- |
|||
|
|
|
|
|
|
ли С3Н6 с расходом 2% |
|||
|
|
|
|
|
|
от расхода |
кислорода |
||
|
|
|
|
|
|
снизу |
|
|
|
KMS |
60 |
15 |
12,5 |
12,5 |
– |
Расчетные значения для |
|||
|
|
|
|
|
|
угля, содержащего 85% |
|||
|
|
|
|
|
|
С и 4% Н2 |
|
|
|
Верхняя продувка |
64,5 |
18,4 |
0,7 |
– |
16,4 |
Состав газа определен в |
|||
|
|
|
|
|
|
газгольдере |
|
|
|
121
Рисунок 12.5 – Поведение углерода, кремния, марганца и фосфора в ходе плав-
ки процессом KMS
Таблица 12.3 – Содержание серы в стали в разных процессах
Содержание |
Содержание |
Содержание серы в стали, % |
|||
серы в чугуне, |
серы в угле, |
|
|
|
|
OBM, Q-BOP |
LD |
KMS |
|||
% |
% |
||||
|
|
|
|||
0,030 |
– |
0,018 |
0,023 |
– |
|
|
|
|
|
|
|
0,030 |
0,3 |
– |
– |
0,023/0,018 |
|
|
|
|
|
|
|
0,030 |
0,8 |
– |
– |
0,033/0,027 |
|
|
|
|
|
|
|
0,010 |
0,8 |
– |
– |
0,027/0,022 |
|
|
|
|
|
|
|
Примечание: в числителе – для одношлакового варианта, в знаменателе – для двухшлакового
нижению. В этом случае следует использовать технологию плавки с промежу-
точным скачиванием шлака или использовать методы внепечной десульфура-
ции чугуна и стали.
Третий способ увеличения доли лома в металлической шихте был опро-
бован при переделе высокофосфористого чугуна в 60-т конвертере. Трехминут-
ный подогрев лома позволил увеличить его расход с 270 до 370 кг/т. Пересчет полученных результатов на условия плавки в 250-т конвертере позволяют ожи-
дать при 8-минутном подогреве повышение расхода лома с 250 до 460 кг/т.