

9.3. Отрезные станки.
Отрезные станки используют в заготовительных цехах для разрезания и отрезки сортового и фасонного материала любого профиля и размера. Разрезание заготовки может проводиться как в поперечном направлении, так и под углом. Станки могут оснащаться загрузочными устройствами и встраиваться в автоматические линии.
В зависимости от примененного инструмента станки имеют несколько разновидностей компоновок, конструктивные особенности которых приведены в табл. 9.3.
Таблица 9.3. Типы и конструктивные особенности отрезных станков
|
Тип станка и компоновка |
Конструктивные особенности станка |
|
1 |
2 |
|
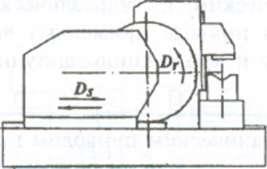
Фрезерно-отрезные станки 1)
|
Станки имеют компоновку, при которой по горизонтальным направляющим станины от гидравлического цилиндра перемещается инструментальная бабка (движение подачи Ds). В качестве инструмента используется круглая цельная пила диаметром до 500 мм или сборная диаметром 700-3000 мм со вставными зубчатыми сегментами. Привод пильного диска осуществляется от индивидуального асинхронного электродвигателя через многоступенчатую коробку скоростей (шесть-восемь ступеней) с таким направлением вращения, при котором сила резания направлена снизу вверх (главное движение Dr). Зажим и разжим разрезаемого материала, а также его передвижение на мерную длину осуществляются с помощью гидравлических устройств. Для поддержания конца длинных заготовок станок снабжен подвижной тележкой. Удаление из зоны резания отрезанных заготовок проводится столом выгрузки и специальным сбрасывателем. Станки оснащают счетчиками числа резов, которые прекращают его работу после осуществления заданного числа резов |
Продолжение
табл.9.
|
1 |
2 |
|
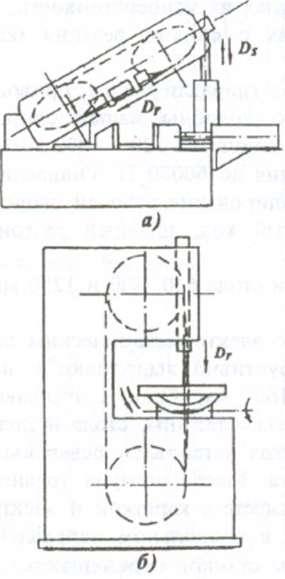
Ленточно-отрезные станки 2)
|
Ленточно-отрезные станки выпускаются горизонтальной (а) и вертикальной (6) компоновок. Отрезка заготовок осуществляется бесконечной ленточной пилой, устанавливаемой на двух дисках, один из которых является приводным, а другой натяжным. В станках горизонтальной компоновки (а) приводной и натяжной диски установлены под углом 60° к горизонтальной плоскости. Для разворота полотна пилы в рабочей зоне строго в плоскость ее подачи пильная рама снабжена специальными направляющими. В процессе резания усилие поддерживается на заданном уровне с замедлением при врезании пилы и выходе ее в конце реза. Для подачи и зажима заготовки установлены тиски с гидравлическим приводом. В станках вертикальной компоновки (б) оси приводного и натяжного дисков расположены горизонтально, а заготовка устанавливается на столе под углом до 30° в вертикальной плоскости. Рабочая подача заготовки осуществляется гидроцилиндром в горизонтальной плоскости. На станках вертикальной компоновки кроме отрезки можно проводить прорезание фасонных контуров, а также обработку абразивной или полировальной лентой. Достоинством станков является повышенная производительность, точность пропила и малая ширина реза (0,8 - 1 мм). Недостатком - быстрый износ и нередкие разрывы ленточного полотна |
|
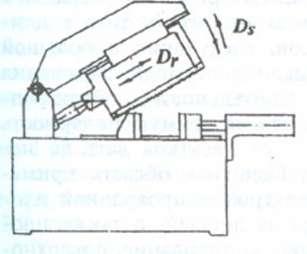
Ножовочные станки 3)
|
По конструкции ножовочные станки разделяют на станки с прямолинейной траекторией движения ножовочного полотна и дуговой. Процесс "дугового резания" осуществляется при установке ножовочного полотна под углом 2° к траектории его прямолинейного перемещения, что повышает стойкость ножовочного полотна и позволяет резать более эффективно при небольшом усилии подачи. Станки имеют горизонтальную компоновку, аналогичную компоновке горизонтальных ленточно-отрезных станков, при которой заготовка закрепляется горизонтально в гидравлических тисках. Пильная рама с ножовочным полотком установлена на направляющих качающегося рукава и приводится в возвратно- поступательное движение с помощью кривошипного или кулисного механизма. Опускание рукава при рабочей подаче и подъем его при холостом ходе проводятся от гидропривода. Достоинством станков является крайняя простота обслуживания и малый отход материала в стружку. Недостатком - малая производительность |
СПИСОК ЛИТЕРАТУРЫ
1. Скриженок В. Ф., Лемешонок В. Д., Цегельник В. II. Высокопроизводительное протягивание. М.: Машиностроение. 1990. 240 с.