

17. Какие способы получения определяют внешнюю форму поверхности ( табл. 5-1)?
а) Пункт 3
б) Пункт 4 а, б, в, г.
в) Пункт 5.
г) Пункт 1 а, б, в, г.
Таблица 5.1. Типовые поверхности, получаемые при токарной обработке
|
Форма поверхности |
Способ получения |
|
1.
|
а) Внешнее продольное круглое точение: ось вращения заготовки и линия подачи параллельны; б) Внешнее поперечное круглое точение: ось вращения заготовки и линия подачи взаимно перпендикулярны; в) Внешнее бесцентровое точение: продольное круглое точение несколькими вращающимися инструментами с малым вспомогательным углом в плане при большой подаче
|
|
2.
|
а) Внутреннее продольное круглое растачивание: ось вращения заготовки и линия подачи параллельны; б) Внутреннее продольное сверление (зенкеро- вание, развертывание): ось вращения заготовки и ось инструмента совпадают; в) Внутреннее поперечное круглое растачивание канавки: ось вращения заготовки и подачи взаимно перпендикулярны на некотором участке
|
|
3. |
Внешнее (внутреннее) круглое двустороннее точение с произвольной подачей комбинацией способов la, 16 и 2а, 2в |
|
4.
|
а) Внешнее продольное точение со смещением одного из центров станка;
б) Внешнее продольное точение с поворотом направляющих движения инструмента;
в)Внешнее продольное точение с направляющей линейкой;
г) Внешнее поперечное точение инструментом с широкой наклонной режущей кромкой
|
|
5. |
Внутреннее продольное растачивание аналогично способам 46, 4в. поперечное - способу 4г |
|
6.
|
а) Внешнее продольное винтовое точение одно- зубым инструментом с подачей, равной шагу, и профилем режущей кромки, соответствующим профилю резьбы;
б)То же, многозубым инструментом (резьбовой гребенкой);
в)То же, многозубым охватывающим инструментом (плашкой);
г) Внешнее продольное нарезание многозубым вращающимся инструментом;
д) Внешнее продольное охватывающее фрезерование многозубым инструментом;
|




Таблица 5.1. Типовые поверхности, получаемые при токарной обработке
|
Форма поверхности |
Способ получения |
|
|
г) Внешнее продольное нарезание многозубым вращающимся инструментом;
д)Внешнее поперечное винтовое точение торцовых спиралей с произвольным шагом, равным подаче, и профилю резьбы по способу 1б;
е) Внешнее продольное наружное фрезерование многозубым инструментом
|
|
7.
|
а) Внутреннее продольное нарезание однозубым инструментом, профиль режущей кромки которого соответствует профилю впадины резьбы;
б)Внутреннее продольное нарезание многозубым инструментом (метчиком) соосно оси вращения заготовки с подачей, равной шагу резьбы метчика
|
|
8.
|
а) Внешнее поперечное подрезное точение направление подачи перпендикулярно оси вращения заготовки;
б) Внешнее продольное подрезное точение; главная режущая кромка инструмента перпендикулярна оси вращения заготовки;
в)Внешнее прорезное точение
|
|
9.
|
Внутреннее поперечное подрезное точение аналогично способам На и 8в, продольное по 8б |
|
10.
|
а) Внешнее поперечное отрезное точение профильным инструментом;
б) Внешнее продольное точение вращающимся профильным инструментом;
в) Внешнее копировальное точение с управляемым движением подачи
|
|
11.
|
а) Внешнее прорезное некруглое точение с управляемым движением подачи;
б) Внешнее продольное некруглое точение при тех же условиях
|




18. Какие способы получения определяют внутреннюю круглую форму поверхности ( табл. 5-1)?
а) Пункт 1 а, б, в, г.
б) Пункт2 а, б, в, г.
в) Пункт 3.
г) Пункт 5.
19. Какие способы получения определяют внешнюю коническую форму поверхности?( табл. 5-1)?
а) Пункт 1 а, б, в, г.
б) Пункт 2 а, б, в, г.
в) Пункт 4 а, б, в, г.
г) Пункт 5 а, б, в, г.
20. Какие способы получения определяют внешнюю винтовую форму поверхности ( табл. 5-1)?
а) Пункт 1 а ,б, в, г.
б) Пункт 2 а ,б. в, г.
в) Пункт 4 а, б, в, г.
г) Пункт 6 а, б, в ,г.
21. Какие способы получения определяют внутреннюю винтовую форму поверхности ( табл.5-1)?
а) Пункт 7 а, б.
б) Пункт 8 а, б, в.
в) Пункт 9.
г) Пункт 10 а, б, в.
23. Какие способы получения определяют внешнюю плоскую форму поверхности ( табл.5-1)?
а) Пункт 7 а, б.
б) Пункт 8 а, б, в.
в) Пункт 10 а, б, в.
г) Пункт 11 а, б.
24. Какие способы получения определяют внешнюю фасонную форму поверхности (табл. 5-1)?
а) Пункт 7 а, б.
б) Пункт 9
в) Пункт 10 а, б, в.
г) Пункт 11 а, б.
25. Какие способы получения определяют внешнюю некруглую форму поверхности ( табл. 5-1)?
а) Пункт 8-а, б, в.
б) Пункт 9.
в) Пункт 10 а, б, в.
г) Пункт 11 а, б.
Т Е М А 6.
26. Какое множество компоновок циклов работы АС применяется в производстве (рис.6-1)?
а) Схемы (а, б);
б) Схемы (б, в);
в) Схемы (в, г);
г) Схемы (а, б, в, г)
27. Сколько типовых схем компоновок АС используется со стационарным приспособлением (рис. 6-2)?
а) Схемы (а, в);
б) Схемы (г, е);
в) Схемы(в, ж);
г) Схемы (а, ж).
28. Сколько типовых схем компоновок АС используется с поворотным делительным столом (рис. 6-3)?
а) Схема (а, б);
б) Схемы (а, е);
в) Схемы (а, в);
г) Схемы (г, е).
29. Какие типовые компоновки АС с поворотным делительным барабаном используется в производстве (рис.6-3) ?
а) Схемы (а, б);
б) Схемы (а- в);
в) Схема (в);
г) Схема (б).
30. Какие способы получения определяют внешнюю некруглую форму поверхности ( табл. 5-1)?
а) Пункт 8-а, б, в.
б) Пункт 9.
в) Пункт 10 а, б, в.
г) пункт 11 а, б.

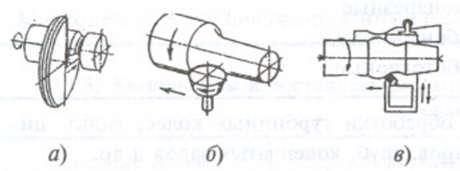
Рис. 6.1. Компоновки н циклы АС:
а - горизонтальный станок: / - силовой стол; 2 - упорный угольник; 3 - многошпиндельная коробка; 4 - заготовка; 5 - силовая головка; 6 - делительный поворотный стол ; 7- зажимное приспособление; б - вертикальный станок: 1 - вертикальная станина (стойка); 2 - упорный угольник; 3 - многошпиндельная коробка; 4 - боковая станина; 5 - силовой стол; 6 – одно шпиндельная расточная бабка; 7- центральная станина; 8- поворотный делительный стол; 9- станина-подставка; 10- система управления. Циклы работы: « - силовых столов; г - головок для глубокого сверления: РП - рабочая подача; БП - быстрый подвод;
БО - быстрый отвод; ВЖУ - выдержка на жестком упоре

Ряс. 6.2. Типовые компоновки АС со стационарным приспособлением

Рис. 6.3. Типовые компоновки АС с поворотным делительным столом
ИТОГОВЫЕ ТЕСТЫ ПО ДИСЦИПЛИНЕ
-
Какому способу обработки наружных цилиндрических поверхностей соответствует тип станка?
а) Протяжной, сверлильный
б) Фрезерный, строгальный
в) Токарный, шлифовальный
2. Какому способу обработки внутренних цилиндрических поверхностей соответствует тип станка?
а) Зубообрабатывающий, фрезерный
б) Токарный, сверлильный, шлифовальный,
в) Строгальный отрезной, сверлильный
3. Какому способу обработки плоских поверхностей соответствует тип станка?
а) Токарный, шлифовальный, сверлильный
б) Шлифовальный, фрезерный, строгальный
в) Зубообрабатывающий, отрезной
4. Какому способу обработки винтовых поверхностей соответствует тип станка?
а) Фрезерный, сверлильный
б) Токарный, фрезерный, зубообрабатывающий
в) Шлифовальный, отрезной
5. Какого класса станки обеспечивают погрешность обработки 0,3 мкм?
а) Н, А, С, К
б) Т, В, П
в) Т, К
6. Какого класса станки обеспечивают погрешность обработки 0,1 мкм?
а) А, С, К
б) К
в) В, П
7. Сколько подгрупп насчитывают фрезерные станки?
а) 10
б) 8
в) 9
8. Сколько подгрупп насчитывают шлифовальные станки?
а) 7
б) 8
в) 9
9. Сколько подгрупп насчитывают токарные станки?
а) 10
б) 9
в) 8
10. На каких типах станков базируется серийное производство?
а) Полуавтоматы; станки с программным управлением; гибкие производственные модули;
универсальное оборудование
б) Универсальное оборудование
в) Специализированное и специальное оборудование
11. Какие характеристики характеризуют точность обработки на станках?
а) Погрешности размеров, формы, взаимного расположения поверхностей
б) Геометрические и статические оценки: погрешности, связанные с динамическими и термическими
воздействиями
в) Поведение технологической системы станок – приспособление – инструмент
12. Какими характеристиками должна обладать станина станка для обеспечения требуемым показателям
качества деталей?
а) Геометрической точностью поверхностей основных и вспомогательных баз и точность их
относительного положения; стабильностью этой точности во время; отсутствием коробления;
статистической и динамической жесткостью
б) Износостойкими направляющими; тепловой стабильностью; малым и стабильным коэффициентом
трения по направляющим
в) Геометрической точностью поверхностей основных и вспомогательных баз и точность их
относительного положения; стабильностью этой точности во время; отсутствием коробления;
статистической и динамической жесткостью; износостойкими направляющими; тепловой
стабильностью; малым и стабильным коэффициентом трения по направляющим