

2.6. Оборудование для литья под давлением
Данный процесс производства заготовок связан с заполнением под давлением полости подогретой пресс-формы расплавом металла при температуре заливки. При этом в перечень основных работ входят: подогрев пресс-формы, камеры прессования, плунжера; нанесение на рабочие поверхности пресс-формы специального смазочного материала; заливка металла в камеру прессования с последующей подачей расплава в полость пресс-формы; выдержка до затвердевания и охлаждения отливки; открытие пресс-формы и удаление отливки; удаление литников и заусенцев; контроль литой заготовки. В настоящее время литьем под давлением в основном производят заготовки из цветных металлов. Рекомендуемые температуры заливки и нагрева пресс-форм, а также давление прессования различных металлов приведены в табл. 2.6.1.
Таблица 2.6.1
Температура заливки расплава (t np), нагрева пресс-форм (tnp) и давление (р) прессования
|
Сплавы |
tзал>°С |
tnp,°С |
р, Мпа, при толщине стенок отливки, мм, не более | |
|
|
|
|
3 |
6 |
|
Цинковые |
420...550 |
200 |
44...49 |
54...59 |
|
Алюминиевые |
550...650 |
250 |
34...49 |
59...64 |
|
Магниевые |
600...700 |
280 |
49...59 |
69...78 |
|
Медные |
900...950 |
350 |
59...78 |
88...98 |
Пресс-форма включает в себя неподвижную 1, подвижную 2 части формы, стержни 3, выталкиватели 4, литниковые каналы 5, а также устройства для подачи расплава под давлением (рис. 2.6.1) Рабочие поверхности полуформ 1, 2 и стержня 3 формируют полость, заполняемую жидким металлом. При этом после затвердевания металла и отвода подвижной 2 части пресс-формы литая заготовка должна остаться в подкидной полуформе 2, из которой она выбрасывается выталкивателями 4. Машины с холодной камерой прессования используют для производства заготовок из алюминия, магния, меди и их сплавов, а с горячей камерой прессования – из более легкоплавких сплавов (цинка, свинца, олова и их сплавов).
При производстве заготовок на машинах с холодной горизонтальной камерой прессования расплав по стрелке 6 (рис. 2.6.1,а) заливают в прессовый стакан 7, который располагается ниже литникового канала 5, что исключает несвоевременное попадание расплава в рабочую полость пресс-формы. Затем плунжером 8 расплав 9 под давлением до 98 Мпа подают в рабочую полость пресс-формы (рис. 2.6.1,б). При таком давлении скорость движения расплава доходит до 120 м/с, что обеспечивает заполнение рабочей полости пресс-формы за 0,01...0,6 с.
При такой скорости движения расплава металла происходит гидравлический удар металла, в результате чего поверхностный слой толщиной 0,02–0,2 мм получается плотным. Большая скорость движения металла обусловливает закупорку вентиляционных каналов за 0,003–0,004 с. В результате только 10–30% газа (воздух и испарения от смазывающего материала) удаляется из полости пресс-формы. Образовавшаяся воздушно-металлическая эмульсия затвердевает, обусловливая появление специфического дефекта – газовой пористости, низкой плотности, пониженных механических и пластических свойств металла отливки. В результате из таких заготовок нельзя изготавливать детали для работы в тяжелых условиях, их нельзя подвергать термической обработке, так как газ в поверхностном слое при нагреве, расширяясь, прорвет его.
В связи с ударным характером впрыска металла полуформы несколько расходятся, что определяет появление заусенцев по линии разъема.
Способ литья высокомеханизирован, обеспечивает 100–3000 заготовок в час с припусками 0,1–0,5 мм и трудоемкостью механической обработки 5–10% (от общей трудоемкости).
Способ позволяет получать заготовки, армированные разными металлами, обеспечивая повышение прочности, срока службы, лучшую электропроводность и другие свойства.
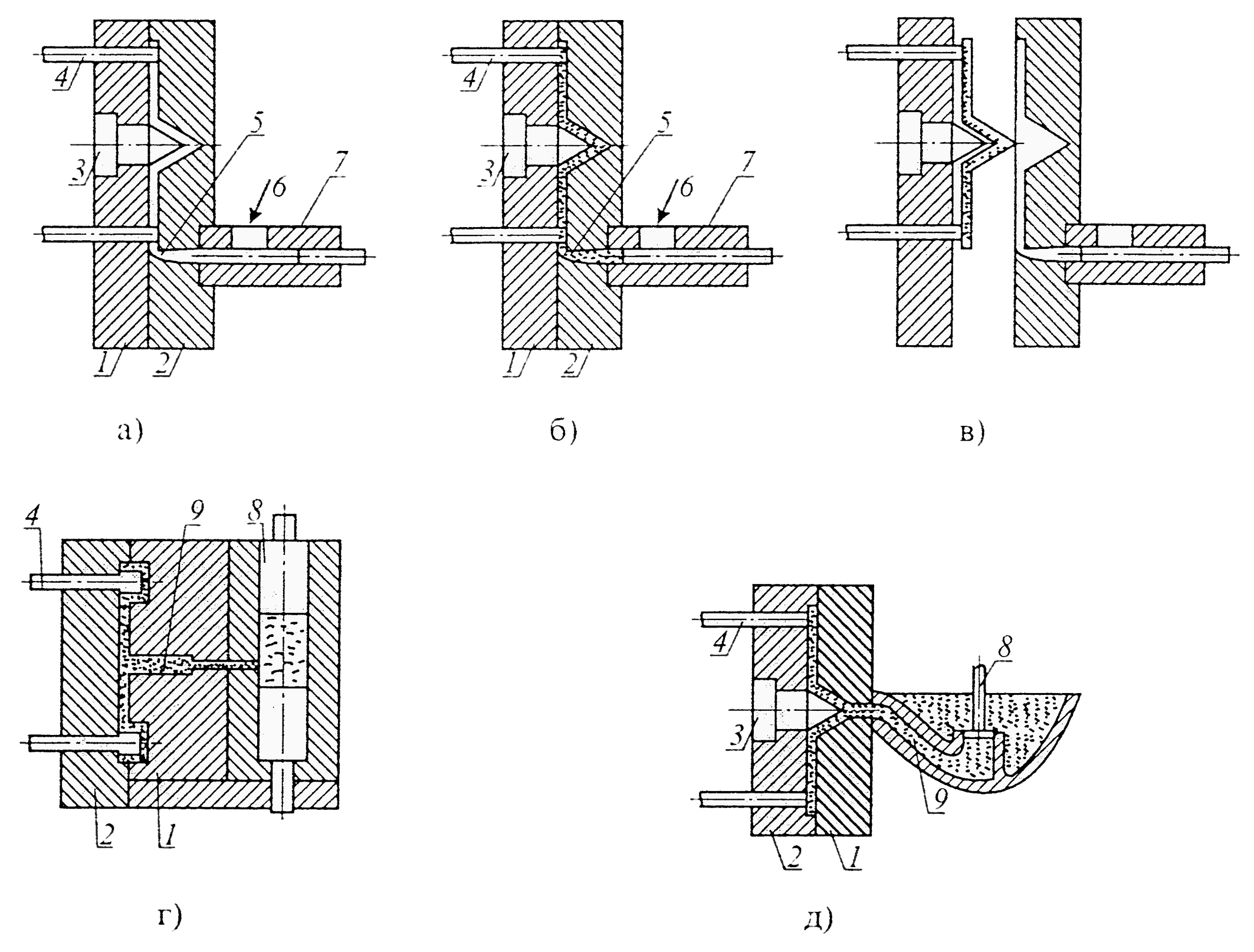
Рис. 2.6.1. Схемы производства отливок литьем под давлением: а – подача расплавленного металла в камеру прессования; б – впрыск расплавленного металла в полость пресс-формы; в – удаление отливки из полости пресс-формы; а-в – пресс-форма с холодной системой подачи расплава на машине с горизонтальной камерой прессования; г – пресс-форма с холодной системой подачи расплава на машине с вертикальной камерой прессования; д – пресс-форма с горячей системой подачи расплава
Осваивается стальное и чугунное литье под давлением.
Для устранения газовой и усадочной пористости в отливках используют вакуумирование полости пресс-форм, применяют толстые питатели. В этом случае металл в питателе затвердеет позже, чем металл в полости пресс-формы, что позволяет при давлении на него подавать в полость дополнительную порцию металла, устраняя усадочную пористость. Но этот метод приводит к уменьшению Ким. Применяют негазотворные смазывающие материалы для пресс-формы и камеры прессования.
Сравнение показателей производства заготовок колец синхронизатора литьем под давлением и штамповкой показывает, что масса заготовки составляет 1,42 и 3,25 кг (при массе детали 1,20 кг), Квг = 0,84 и 0,37, Ким = 0,77 и 0,25.
Способ позволяет получать цилиндрические и конические зубчатые колеса из цветных сплавов с модулем более 0,5.
Точность получаемых заготовок находится в пределах 10–12 квалитета, Rz = 20–40 мкм, возможно получение стенок толщиной 0,6...0,8 мм, отверстий диаметром до 1 мм. В связи с этим механической обработке подвергаются только места контакта сопрягаемых деталей. Способ позволяет многократно использовать пресс-формы, полностью исключить формовочные и стержневые смеси, трудоемкие операции формовки, сборки и выбивки форм.
Наиболее целесообразно использовать способ в массовом производстве.
При оценке экономической эффективности следует учесть следующие недостатки: высокую стоимость пресс-форм, (при литье медных сплавов Х – 4Х тыс. руб.); высокую стоимость тонны отливок: алюминиевые сплавы – 0,2Х – 0,3Х руб., латуни – 0,2Х – 0,4Х руб. В «отливках образуется газовая пористость, что делает заготовки пониженной прочности, пластичности; неподатливая механическая форма способствует появлению напряжений в отливках при их охлаждении. С ростом числа отливок увеличивается величина Rа поверхности заготовки. По линии разъема формы образуются заусенцы.