

Припуски (мм) на сторону на обработку резанием отливок из бронзы, латуни, силумина
|
Габаритный размер, мм |
Тип производства | |||||||
|
массовое |
серийное |
единичное | ||||||
|
Отливки | ||||||||
|
простые |
сложные |
простые |
сложные |
простые |
сложные | |||
|
200 |
2 |
2 |
2 |
3 |
3 |
4 | ||
|
201–300 |
2 |
2 |
2 |
4 |
4 |
5 | ||
|
301–500 |
3 |
3 |
3 |
5 |
5 |
6 | ||
|
501–800 |
3 |
4 |
4 |
5 |
5 |
7 | ||
|
801–1200 |
4 |
5 |
5 |
6 |
6 |
8 | ||
|
1201–1800 |
4 |
5 |
5 |
7 |
7 |
9 | ||
Ряд заготовок, ранее получаемых штамповкой, может быть заменен отливками, например, из высокопрочного чугуна, что на 60% сокращает отход металла в стружку. При этом зачастую, учитывая пористость чугуна, улучшаются условия работы сопрягаемых деталей, что, в частности, наблюдалось при изготовлении из отливки коленчатого вала компрессора.
В связи с этим технологичность конструкции литых заготовок оценивают по ряду показателей, в которые входят удельная трудоемкость и себестоимость необрабатываемой поверхности Кип – это отношение механически не обрабатываемой поверхности ко всей поверхности литой заготовки, коэффициент габаритности:
Кv
=

 ,
дм3/м
,
дм3/м
где V – объем литой детали, определяемый ее габаритами, дм3, М – масса литой заготовки. При этом чем больше коэффициенты Ким, Кип, и чем меньше коэффициент Kv, тем рациональнее конструкция заготовки.
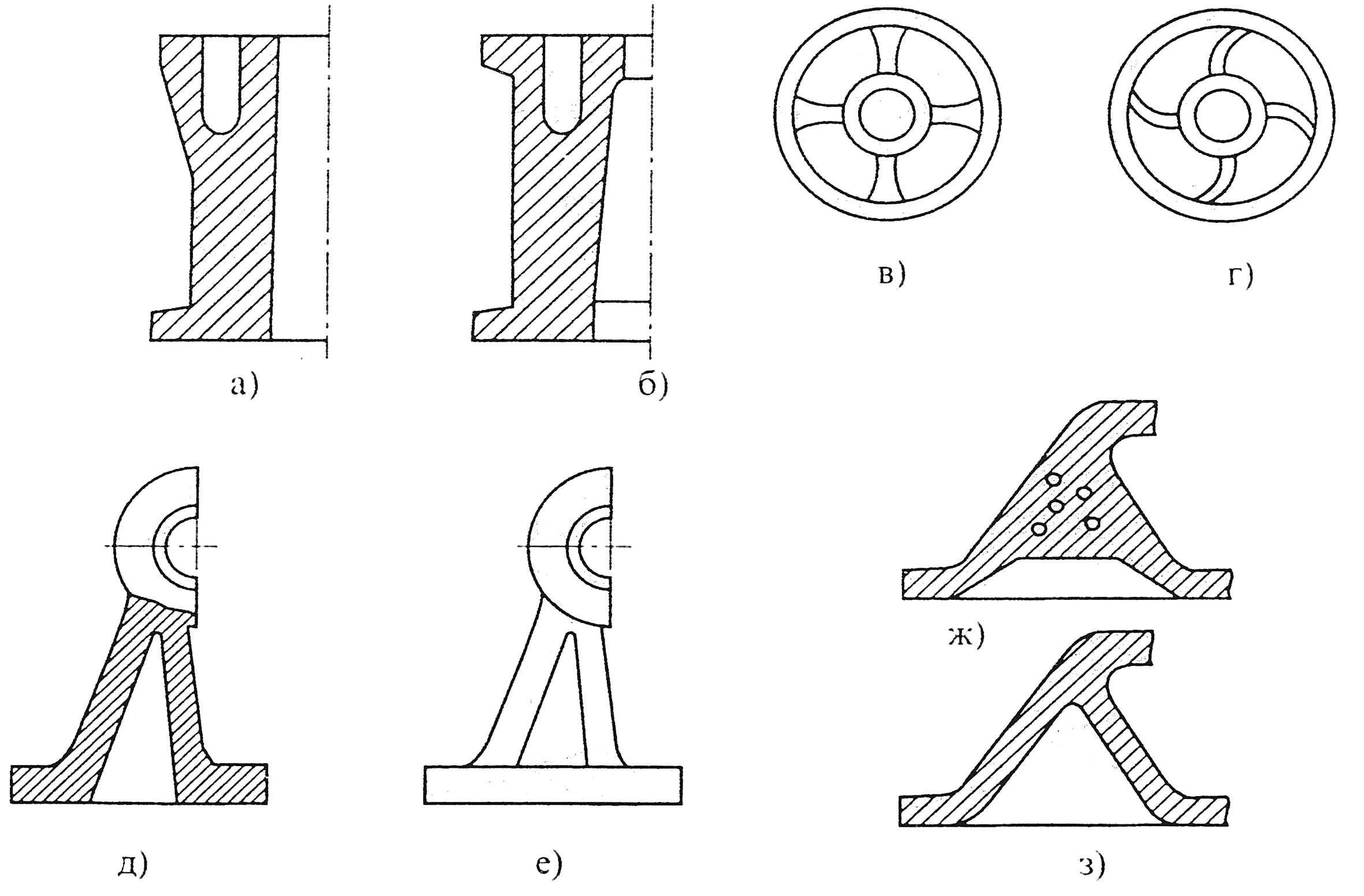
Рис. 2.10.6. Нерациональные (а, в, д, ж) и рациональные (б, г, е, з) конструкции отливок
Определенное значение при оценке технологичности заготовки имеет коэффициент конструктивной сложности Ксл, который принимает значения от нуля до единицы. При этом, чем больше величина указанного коэффициента, тем рациональнее конструкция заготовки. Для литых заготовок, имеющих габаритные размеры А (наибольший размер), В (средний), С (наименьший размер), определяющие габаритный параллелепипеда, коэффициент Ксл равен:
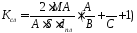 ,
,
где А, В, С – габаритные размеры, м; М – масса заготовки, кг; dm – плотность отливки, кг/м3; S – площадь поверхности заготовки, м2.
Коэффициент Ксл для габаритного цилиндра будет равен:
 ,
,
где R – габаритный размер заготовки, м; L – длина габаритного цилиндра, м.
Для заготовок, которые вписываются в габаритный шар, коэффициент Ксл равен:
 ,
,
где Rm – габаритный радиус шара, м.
Приведем в качестве примера производство распределительных валов автомобильных двигателей литьем в оболочковые формы (рис. 2.10.7).
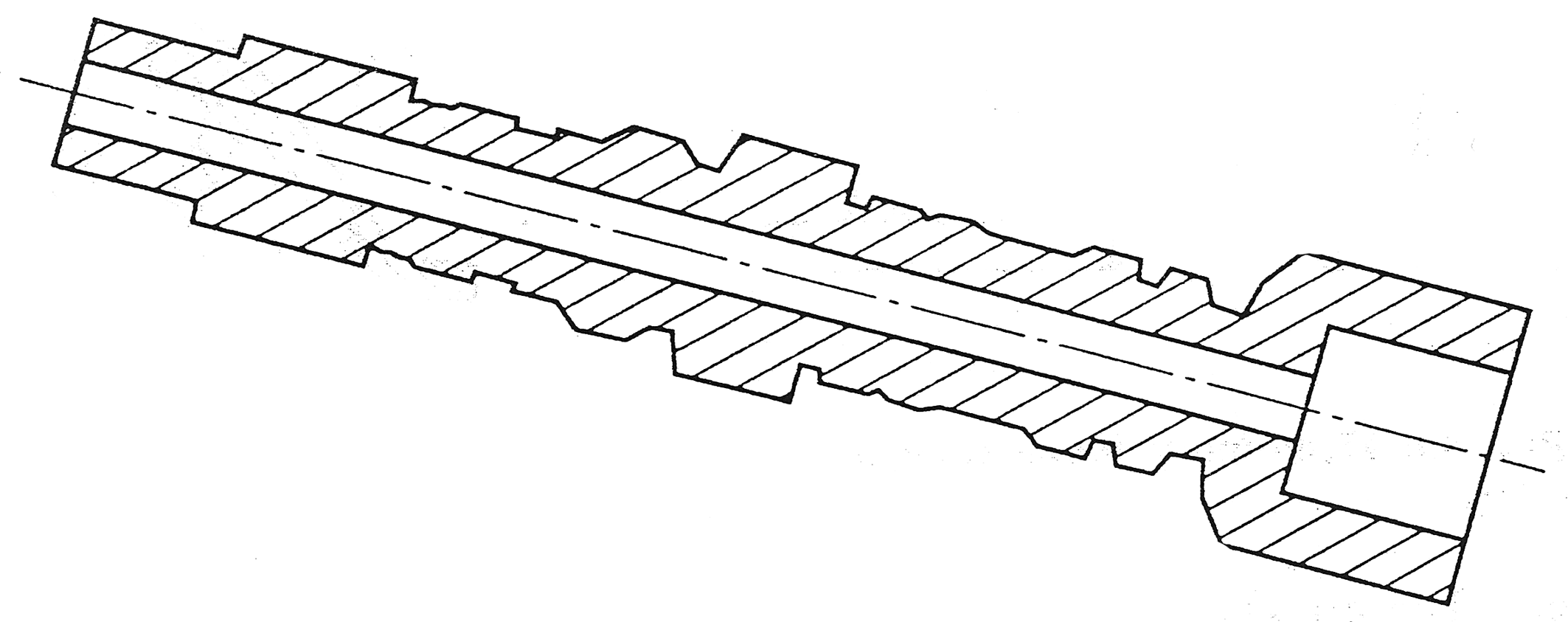
Рис. 2.10.7. Заготовка распределительного вала, произведенная литьем в оболочковые формы
НИИавтопром, являющийся разработчиком технологии, использует для литья распределительных валов в оболочковые формы низколегированный чугун, который обладает высокими литейными свойствами, а также повышенной маслоемкостью, что увеличивает долговечность вала в 1,5 раза в сравнении со стальными валами. Кроме того, разработанная технология позволяет уменьшить припуски на механическую обработку в 2...2,5 раза, снизить массу заготовки на 30...35%, а также уменьшить себестоимость вала.
Другим примером может являться производство заготовок головок блоков цилиндров литьем в кокиль.
В цехе алюминиевого литья производят заготовки головок блоков цилиндров двигателей внутреннего сгорания легковых автомобилей литьем в кокиль.
На периодически вращающейся платформе могут устанавливаться до пяти однопозиционных кокильных машин с индивидуальным приводом их подвижных частей. Вес отливки с литником составляет около 20 кг, цикловая производительность 50 штук в час. Мерный ковш с металлом перемещается горизонтально на 1500...2000 мм, а шажок выдачи дозы в заливочный ковш не превышает 40 с. Общий вес пятипозиционной кокильной машины карусельного типа составляет более 35 тонн.