

118
|
оси вала |
|
|
|
|
|
|
|
Смещение оси квадрат- |
|
|
|
|
|
|
А1 |
ного отверстия в ци- |
0 |
+0,9 |
0,9 |
+0,45 |
Конструктивно |
|
линдре относительно |
0 |
||||||
|
|
|
|
|
|||
|
оси вала |
|
|
|
|
|
|
|
Смещение оси болта |
|
+0,30 |
|
|
Обеспечивается |
|
А2 |
относительно оси квад- |
0 |
0,30 |
+0,15 |
сопряжением де- |
||
|
ратного отверстия |
|
0 |
|
|
талей |
|
|
|
|
|
|
|||
|
Смещение оси отвер- |
|
+0,54 |
|
|
Обеспечивается |
|
А3 |
стия звѐздочки относи- |
0 |
0,54 |
+0,27 |
сопряжением де- |
||
|
тельно оси болта |
|
0 |
|
|
талей |
|
|
|
|
|
|
|||
|
Смещение оси зуба от- |
|
+1,5 |
|
|
|
|
А4 |
носительно оси отвер- |
0 |
+1,5 |
+0,75 |
Конструктивно |
||
0 |
|||||||
|
стия звѐздочки |
|
|
|
|
||
|
|
|
|
|
|
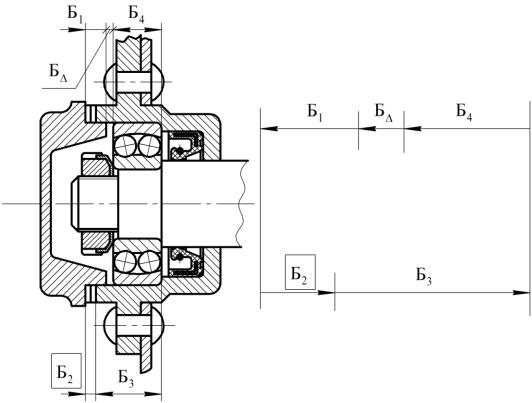
Размерная цепь Б
Задача размерной цепи − обеспечить при сборке подшипникового узла гарантированный зазор между крышкой и торцом наружного кольца подшипника.
Замыкающим звеном цепи является зазор между наружным кольцом подшипника и крышкой подшипника, номинальная величина которого
а = 0,3 мм.
Величину допуска зазора равную 0,15 мм назначаем конструктивно в зависимости от осевого биения вала.
Эскиз размерной цепи представлен на рис. 8.8.
119
Рис. 8.8. Размерная цепь Б
Из методов исключающих возможность появления брака целесообразно рассматривать два метода достижения точности: полной взаимозаменяемости и метод регулирования.
Определим средний допуск составляющих звеньев по формуле (7.19):
Tср |
T |
|
|
0,15 |
0,0375 |
, |
|
|
|
|
|
||||
m 1 |
4 |
|
|||||
|
|
|
|
|
|||
где m − 1 − число составляющих звеньев.
Этот допуск соответствует 6, 7-му квалитету, при котором наиболее целесообразно использовать метод регулирования. Выбрав данный метод достижения точности, выполним расчѐт размерной цепи.
Принимаем номинальный размер замыкающего звена Б = 0,3 мм. То-
гда Б = 0,3+0,15 мм; Т = 0,15 мм; 0Δ = +0,075 мм.
Составляющими звеньями размерной цепи Б являются: Б1 − длина центрирующего пояска крышки подшипника; Б2 − толщина набора прокладок; Б3 − глубина расточки в корпусе рычага под посадку подшипника; Б4 − ширина наружного кольца подшипника.
Установим следующие номинальные размеры, предельные отклонения и допуски на составляющие звенья по JS13 (ГОСТ 25347-82): Б1 5 00,,0909 ;

|
|
120 |
|
|
Т1 = 0,18 мм; 01 |
= 0 мм; Б2 |
= 0 − компенсатор; Б 19,3 0,135 |
; Т3 = 0,27 мм; |
|
|
|
3 |
0,135 |
|
03 = 0 мм; Б4 = 14−0,120; Т4 = 0,12 мм; 04 = −0,06 мм.
Проверим правильность номинальных размеров составляющих звеньев:
Б = (Б2 + Б3) − (Б1 + Б4) = 0 + 19,3 − 5 − 14 = 0,3 мм
Погрешность замыкающего звена определим по формуле (7.4):
T t |
|
|
m 1 2 2T 2 |
, |
|
|
i i i |
|
|
|
|
|
i 1 |
|
где t − коэффициент риска, принимаемый по табл. 7.1, t = 3 для принятого процента риска P = 0,27 % и 2i − коэффициент среднего квадратического отклонения, принимаем для проектных расчѐтов 2i 1 6.
6.
Тогда погрешность замыкающего звена:
|
|
|
|
|
|
T |
3 |
1 |
0,182 0,272 0,122 0,424 |
||
|
|||||
|
|
|
6 |
|
|
|
|
|
|
|
|
Необходимую величину компенсации К погрешности замыкающего звена определяем по формуле (7.16):
|
K |
T |
T |
T |
|
|
|
MK |
Примем точность метода компенсации ТМК = 0,04 мм и определим величину компенсации погрешности замыкающего звена:
|
K |
T |
T |
T |
0,424 0,15 0,04 0,314 мм |
|
|
|
MK |
|
Координату середины поля замыкающего звена определим из формулы
(7.2):
|
m 1 |
|
0i |
0 0,06 0,06 |
0 |
i |
|
|
i 1
Вычислим необходимую величину компенсации координаты середины поля рассеяния погрешности замыкающего звена при назначенных предельных отклонениях на составляющие звенья по формуле (8.2):
121
0К 0,075 0,06 0,015
Ставим знак плюс, так как компенсатор является увеличивающим зве-
ном.
Предельные значения величины необходимой компенсации погрешности замыкающего звена вычислим по формулам (7.7) и (7.8):
|
|
|
|
|
|
K 0,015 |
0,314 |
|
0,172 мм ; |
|
BК |
0К |
|
|
|||||||
|
|
2 |
2 |
|
|
|||||
|
|
|
|
|
|
|
|
|||
|
|
|
|
K 0,015 |
0,314 |
0,142 мм |
||||
HК |
0К |
|
||||||||
|
|
|
|
2 |
2 |
|
|
|||
|
|
|
|
|
|
|
|
|||
Необходимо исключить возможность появления случая, когда НК < 0. Для этого изменим предельные отклонения размера звена Б3, являющегося увеличивающим звеном, на −0,142 мм. Для этого вычислим новую координату середины поля допуска звена Б3 по формуле:
|
|
03 |
|
нК |
0 0,142 0,142 мм |
03 |
|
|
|
Новые предельные отклонения размера С3:
|
|
|
в3 |
0,142 0,135 0,277 0,28 мм ; |
||||
в3 |
|
03 |
|
|
|
|
||
|
|
|
|
|
н3 |
= 0,142 0,135 0,007 0 мм |
||
н3 |
03 |
|
|
|
||||
Следовательно, Б3 = 19,3+0,28 мм.
Регулирование производим набором прокладок одинаковой толщины. Примем толщину одной прокладки S = T = 0,15, тогда число прокладок:
Z K 0,314 2 шт
S 0,15
Результаты расчѐта представлены в табл. 8.4.
|
|
|
122 |
|
|
|
|
|
|
|
|
|
|
Таблица 8.4 |
|
|
Параметры размерной цепи Б |
|
|
||||
|
|
|
|
|
|
|
|
Звено |
|
Номи- |
Пре- |
|
Коорди- |
|
|
|
|
ната се- |
|
||||
раз- |
Наименование |
наль- |
дельные |
До- |
Примеча- |
||
редины |
|||||||
мерной |
звена |
ный |
откло- |
пуск |
ние |
||
поля до- |
|||||||
цепи |
|
размер |
нения |
|
|
||
|
|
пуска |
|
||||
|
|
|
|
|
|
||
|
|
|
|
|
|
Обеспечи- |
|
|
Зазор, обеспе- |
|
|
|
|
вается не- |
|
|
чивающий |
|
+0,15 |
|
|
подвижным |
|
Б |
нормальную |
0,3 |
0,15 |
+0,075 |
компенса- |
||
0 |
|||||||
|
работу под- |
|
|
|
тором |
||
|
|
|
|
|
|||
|
шипника |
|
|
|
|
(набор про- |
|
|
|
|
|
|
|
кладок) |
|
|
Длина центри- |
|
|
|
|
|
|
Б1 |
рующего пояс- |
5 |
+0,09 |
0,18 |
0 |
Точение |
|
ка крышки |
−0,09 |
JS13 |
|||||
|
|
|
|
||||
|
подшипника |
|
|
|
|
|
|
|
Толщина |
|
|
|
|
Из расчѐта |
|
Б2 |
набора про- |
0,15 |
0 |
0 |
0 |
размерной |
|
|
кладок |
|
|
|
|
цепи |
|
|
Глубина рас- |
|
|
|
|
|
|
|
точки в корпу- |
|
+0,27 |
|
|
Из расчѐта |
|
Б3 |
се рычага под |
19,3 |
0,27 |
+0,135 |
размерной |
||
0 |
|||||||
|
посадку под- |
|
|
|
цепи |
||
|
|
|
|
|
|||
|
шипника |
|
|
|
|
|
|
|
Ширина |
|
|
|
|
|
|
Б4 |
наружного |
14 |
0 |
0,12 |
−0,06 |
ГОСТ |
|
кольца под- |
−0,12 |
3478-79 |
|||||
|
|
|
|
||||
|
шипника |
|
|
|
|
|
|