

114
достаточные для компенсации теплового расширения вала и не превышающие допустимой величины осевого люфта вала.
Номинальная величина зазора для данного подшипникового узла определяется по формуле [14]
a 12 10 6 t L 0,15 12 10 6 10 1130 0,15 0,3 мм ,
где t − максимально возможный перепад температуры вала, С; L − длина вала, мм.
8.5.3. Выбор методов достижения точности
Выбор методов достижения точности при сборке и установлении допусков на размеры, расстояния и относительные положения поверхностей и осей деталей узла (прямая задача) произведѐм для двух технических требований с помощью размерного анализа.
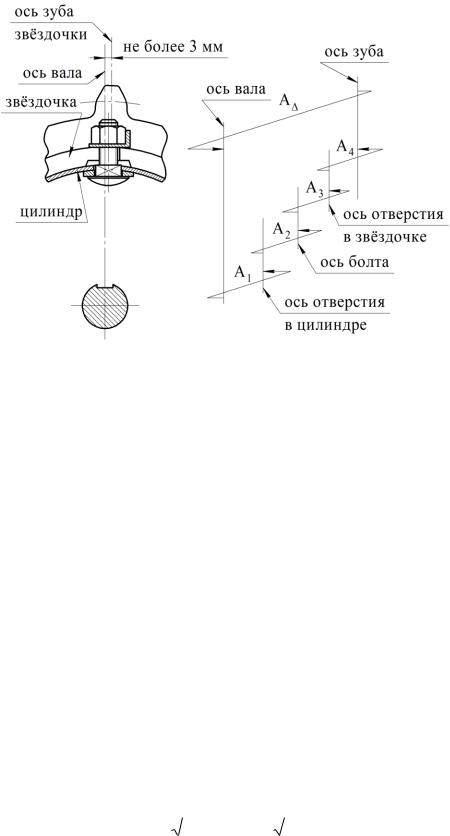
Размерная цепь А
Задача размерной цепи − обеспечить совпадение осей одного ряда трѐх звѐздочек с осью вала.
Замыкающим звеном цепи является предельно допустимое смещение оси зуба звѐздочки относительно оси вала, численно равное 3 мм.
Номинал замыкающего звена А = 0 мм
Допуск замыкающего звена T = 3,0 мм − технические требования. Координата середины поля допуска замыкающего звена 0 = + 1,5 мм. Эскиз размерной цепи представлен на рис. 8.7.
115
Рис. 8.7. Схема размерной цепи А
Исходя из характера соединения, целесообразно рассматривать только два метода достижения точности: полной взаимозаменяемости и неполной взаимозаменяемости.
При методе полной взаимозаменяемости допуски составляющих звеньев зависят от величины допуска замыкающего звена и числа составляющих звеньев.
Определим средний допуск составляющих звеньев по формуле (7.19):
Tср |
T |
|
|
3,0 |
0,75 |
, |
|
m 1 |
4 |
||||||
|
|
|
|
||||
где m − 1 − число составляющих звеньев.
Средний допуск составляющих звеньев получается меньшим (при прочих равных условиях), чем при методе неполной взаимозаменяемости, что может оказаться неэкономичным.
Определим средний допуск составляющих звеньев для метода неполной взаимозаменяемости по формуле (7.20):
Tср |
|
T |
|
|
3 |
|
|
1,25 |
, |
||
|
|
|
|
|
|
|
|
||||
Ki |
|
m 1 |
|
|
|||||||
|
|
1,2 |
4 |
|
|
|
|||||
где (m − 1) − количество составляющих звеньев размерной цепи; Ki − приве-

116
дѐнный коэффициент относительного рассеяния, для проектных расчѐтов
Ki = 1,2.
Приняв небольшой процент брака 0,27 (3 изделия на 1000) мы обеспечиваем расширения поля среднего допуска (по сравнению с методом полной взаимозаменяемости), что является экономично оправданным для заданной программы выпуска.
Поэтому, выбрав данный метод достижения точности, рассчитаем размерную цепь вероятностным методом.
Принимаем номинальный размер замыкающего звена А = 0 мм. Тогда:
А = 0+3,0 |
мм; T = 3,0 мм; |
0Δ |
= +1,5 мм. |
|
|
|
Составляющими звеньями размерной цепи А являются:
A1 − смещение оси квадратного отверстия в цилиндре относительно оси вала (номинал 0), допуск назначается конструктивно;
А2 − смещение оси болта относительно оси квадратного отверстия в цилиндре (номинал 0, допуск численно равен половине зазора сопряжения болта и отверстия цилиндра);
А3 − смещение оси отверстия звѐздочки относительно оси болта (номинал 0, допуск численно равен половине зазора сопряжения болта и отверстия звѐздочки);
А4 − смещение оси зуба относительно оси отверстия звѐздочки или наоборот (номинал 0), допуск назначается конструктивно.
Поскольку номинальные значения всех звеньев цепи равны нулю, уравнение размерной цепи примет вид:
m 1
A AiAi 0 0 0 0 0 ,
i 1
где т − 1 − число составляющих звеньев размерной цепи; Аi − номинальный размер составляющего звена размерной цепи; ξAi − передаточное отношение i-го звена размерной цепи: ξi = 1 − для увеличивающих составляющих звеньев; ξi = − 1 − для уменьшающих составляющих звеньев.
Далее способом пробных расчѐтов назначаем на все составляющие звенья цепи экономичные допуски, приемлемые в конкретных производственных условиях.
Правильность выбора назначенных допусков проверяется выполнением условия на основании формулы (7.22):
|
m 1 |
|
|
T P Ki |
i2Ti |
2 |
T , |
|
i 1 |
|
|

117
где Ki − коэффициент относительного рассеяния, Ki = 1,2 − принимается для проектных расчѐтов, для всех составляющих звеньев.
Допуски составляющих звеньев: |
A 0 0,9 |
− |
конструктивный допуск; |
||||||||||
|
|
|
|
|
|
|
|
|
1 |
0 |
|
|
|
Т1 = 0,9 мм; |
01 = +0,45 мм; A2 000,30 ; Т2 = 0,30 мм; |
|
02 = +0,15 мм − обеспе- |
||||||||||
чивается |
сопряжением |
квадратного |
отверстия |
□10Н12(+0,15) и болта |
|||||||||
□10h12(−0,15); A |
3 |
0 0,54 |
; Т3 = 0,54 мм; |
03 = +0,27 мм − обеспечивается со- |
|||||||||
|
|
|
0 |
|
звѐздочки 10H14 0,36 |
|
|
болта M10 6g 0,026 ; |
|||||
пряжением |
отверстия |
и |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
0,206 |
A4 001,5 |
− конструктивный допуск; Т4 = 1,5 мм; |
04 = +0,75 мм. |
|||||||||||
Тогда |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
T |
1,2 |
|
(0,92 0,302 |
0,542 |
1,52 ) 2,2 |
||||
|
|
|
|
р |
|
|
|
|
|
|
|
|
|
Следовательно, условие Т р ≤ Т выполняется, т.е. расчѐтное значение допуска замыкающего звена Т р меньше заданного техническими условиями допуска замыкающего звена Т = 3 мм.
Координату середины поля допуска замыкающего звена определим по формуле (7.2):
m 1
0 i 0i 0,45 0,15 0,27 0,75 1,6
i 1
Следовательно, принятые допуски обеспечивают выполнения требуемого технического условия.
Результаты расчѐта представлены в таблице 8.3.
|
|
|
|
|
|
Таблица 8.3 |
|
|
Параметры размерной цепи А |
|
|||||
|
|
|
|
|
|
|
|
Звеноразмернойцепи |
Наименование звена |
Номинальный размер |
Предельныеотклонения |
Допуск |
Координатасерединыполя допуска |
Примечание |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
Предельно допустимое |
|
+3,0 |
|
|
Технические тре- |
|
А |
смещение оси зуба |
0 |
3,0 |
+1,5 |
|||
0 |
бования |
||||||
|
звѐздочки относительно |
|
|
|
|||
|
|
|
|
|
|
||