

[ТМиП]metodichka_part1
.pdfне только в процессе сборки, но и в процессе эксплуатации изделия. Одним из средств определения рациональных допусков, обеспечивающих наиболее экономичную обработку деталей и сборку изделий, является расчет и анализ размерных цепей.
Выбор метода производится при разработке конструкции изделия, так как это связано с установлением допусков составляющих звеньев размерной цепи, а также применением в сборочных единицах определенных конструктивных элементов.
При разработке техпроцесса сборки анализируется принятое конструктором решение с точки зрения возможности рационального применения выбранного метода достижения точности замыкающего звена в данных производственных условиях.
При анализе методов достижения точности замыкающего звена при сборке пользуются ГОСТ 16319-80. [1]
Номинальные размеры замыкающего А и составляющих Аi звеньев связаны между собой уравнением
m 1
A ξAi ,
i 1 |
|
|
где ξ – передаточное отношение, в общем случае ξi |
A |
; m – общее |
|
Ai |
|
число звеньев в размерной цепи.
Для линейных размерных цепей с параллельными звеньями для увеличивающих составляющих звеньев передаточные отношения ξ = 1, для уменьшающих составляющих звеньев ξ = –1. Формула расчета допуска замыкающего звена определяется в зависимости от методов расчета.
При расчете на максимум-минимум (полная взаимозаменяемость)
m 1
IT ξi ITi .
i 1
Метод регулирования
При достижении точности по методу регулирования требуемая точностъ замыкающего звена достигается путем включения в размерную цепь дополнительных компенсирующих звеньев, размеры которых подбираются в процессе сборки.
При методе регулирования используются следующие формулы.
51
Число ступеней неподвижного компенсатора для случая, когда допуск на изготовление компенсатора пренебрежимо мал по сравнению с допуском замыкающего звена:
N |
IT' |
|
IT |
|
|
или N |
к |
1. |
|
IT |
|
|||
|
|
IT |
||
где IT' – возможный допуск замыкающего звена, получаемый по методу максимума-минимума при назначении экономически достижимых допусков на все составляющие звенья; IT – допуск замыкающего звена, определяемый служебным назначением или поставленной задачей; ITк – наибольшая возможная компенсация: ITк IT' IT .
Число ступеней неподвижного компенсатора с учетом погрешностей компенсаторов ITком:
N |
|
IT' |
|
|
|
. |
|
|
|
||
|
IT |
ITком |
|
Координата середины расширенного поля допуска замыкающего |
|||
звена: |
|
|
|
|
|
m 1 |
|
' |
|
ξi 0i , |
|
0 |
|||
i 1
где 0i – координата середины поля допуска i-го звена.
Поправка к координате середины поля допуска компенсирующего
звена при условии совмещения нижних |
границ |
допусков IT' и IT |
||||||
замыкающих звеньев: |
|
|
|
|
|
|
|
|
' |
|
ITк |
|
' |
|
|
, |
|
к |
|
0 |
0 |
|
||||
2 |
|
|
|
|
||||
|
|
|
|
|
|
|
||
где '0 – координата середины поля допуска IT' |
замыкающего звена; |
|||||||
0 – координата середины поля допуска IT |
замыкающего звена. Ступень |
|||||||
компенсации:
C IT ITком .
Предельные отклонения размера любого звена размерной цепи:
в |
|
0 |
|
|
ITi |
; |
|
|
|
||||||
|
2 |
|
|
||||
|
|
|
|
|
|||
н |
|
0 |
|
ITi |
, |
||
|
|||||||
|
2 |
|
|
||||
|
|
|
|
|
|||
52
где |
в, н – верхние и нижние предельные отклонения звена размерной |
цепи; |
0 – координата середины поля допуска звена; ITi – допуск звена. |
Метод групповой взаимозаменяемости (селективная сборка)
При достижении точности по методу групповой взаимозаменяемости требуемая точностъ замыкающего звена достигается путем включения в размерную цепь составляющих звеньев, принадлежащих к общей группе предварительно измеренных и рассортированных деталей.
В этом случае детали изделия обрабатываются по расширенным, а также экономически достижимым производственным допуском и сортируются по их истинным размерам на группы с таким расчетом, чтобы при соединении деталей входящих в определенные группы было обеспечено достижения установленного конструктором допуска замыкающего звена и гарантирована требуемая точность сборочного соединения. Метод групповой взаимозаменяемости применяется главным образом для размерных цепей, состоящих из небольшого числа звеньев, для сборочных соединений особо высокой точности, практически недостижимой методом полной взаимозаменяемости. Расчет групповых допусков сводится к определению числа групп n, на которые должны быть рассортированы сопрягаемые детали, величины групповых допусков и предельных отклонений групповых размеров. Допуск замыкающего звена соединения, изображенного на рисунке 2 (допуск зазора), при поставленных в чертеже широких, экономически достижимых допусках составляющих звеньев (IТ)А1 и (IТ)А2 определяются выражением
(IТ) = mах – min = (IТ)А1 + (IТ)А2,
где mах и min – наибольший и наименьший зазоры соединения.
53
|
Рис. 3.2. К расчету размерной цепи в соединении
54

|
|
|
Рис. 3.3. Схема сортировки деталей на группы: а) схема определения групповых допусков; б) схема соответствия комплектовочных групп
55
Для повышения точности без ужесточения экономически достижимых допусков на составляющие звенья (IТ)А1 и (IТ)А2 поля этих допусков делятся на n частей (групп), образуя групповые допуски (IТ)Агр1 и (IТ)Агр2 (рис. 3.3, а). Соответственно все детали изготовленные по допускам (IТ)А1 и (IТ)А2 сортируются по группам в пределах групповых допусков и поступают на сборку групповыми комплектами (комплект валов и втулок первой группы, комплект валов и втулок второй группы и т. д.). При этом соединение валов и втулок общей группы производится без всякого дополнительного подбора, т.е. по принципу полной взаимозаменяемости. Если по условиям эксплуатации изделия наибольший зазор соединения
mах должен быть уменьшен до величины |
гр |
|
|||||
mах, то необходимая величина |
|||||||
группового допуска (IТ)Агр2 может быть определена из выражения: |
|||||||
|
|
|
(IТ)Агр2 = |
грmах – |
min – (IТ)А1 |
|
|
где |
min |
– |
наименьший |
зазор |
|
соединения, |
определяемый |
эксплуатационными требованиями, указанный в чертеже изделия. |
|||||||
|
Количество необходимых групп n определяется по формуле: |
||||||
|
|
|
n = (IТ)А2/(IТ)Агр2 |
|
|||
|
Для обеспечения равномерности |
соединений в |
разных группах |
||||
(постоянство предельных зазоров во всех группах) необходимо, чтобы (IТ)А1 = (IТ)А2, и тогда (IТ)Агр1 = (IТ)Агр2. В ряде случаев сборки высокоточных соединений метод групповой взаимозаменяемости является практически единственно возможным.
Для осуществления нормальной и ритмичной сборки необходимо ее непрерывное обеспечение достаточным количеством собираемых деталей в каждой группе. В связи с этим организация селективной сборки реально осуществима только в условиях серийного или массового производства. При этом практически важно, чтобы внутри каждой группы собираемых деталей на сборке было обеспечено одинаковое количество валов и втулок. Это может быть достигнуто только при условии одинаковых законов распределения размеров комплектуемых деталей (рис. 3.3, б). В противном случае на сборке скапливается большое число деталей разных групп, не комплектующих друг с другом.
56
Порядок выполнения работы
Метод групповой взаимозаменяемости
Таблица 3.1. Варианты задания
№ варианта |
(IТ)А – общий допуск, мм |
(IТ)Агр- групповой допуск, мм |
1 |
0,240 |
0,060 |
|
|
|
2 |
0,240 |
0,048 |
|
|
|
3 |
0,240 |
0,080 |
|
|
|
4 |
0,240 |
0,040 |
|
|
|
5 |
0,240 |
0,120 |
|
|
|
1.Вычертить эскиз сборочной единицы (рис. 3.2).
2.Построить размерную цепь.
3.В соответствии с заданием (табл. 3.1) рассчитать размер А и поле
допуска IТ замыкающего звена сборочной единицы по методу "максимума – минимума".
4.Определить число групп при групповой взаимозаменяемости.
5.Определить допуски интервалов в группе.
6.Измерить линейные размеры деталей – длину втулок L и длину валов l.
7.Определить процент брака при сборке при использовании метода «максимума – минимума».
8.Измерить детали (рис. 3.4) и рассортировать детали по группам.
57

Рис. 3.4. Контрольное приспособление |
9. Заполнить таблицу 3.2.
Таблица 3.2. Результаты измерений и вычислений
1 группа
|
Размеры деталей в |
|
|
||
№ сборочной |
сборочной единице |
Зазор А , мм |
IТ , мм |
||
единицы |
Втулка |
Вал |
|||
|
|
||||
|
L, мм |
l, мм |
|
|
|
1 |
|
|
|
|
|
2 |
|
|
|
|
|
… |
|
|
|
|
|
|
|
2 группа |
|
|
|
|
Размеры деталей в |
|
|
||
№ сборочной |
сборочной единице |
Зазор А , мм |
IТ , мм |
||
единицы |
Втулка |
Вал |
|||
|
|
||||
|
L, мм |
l, мм |
|
|
|
1 |
|
|
|
|
|
2 |
|
|
|
|
|
… |
|
|
|
|
|
|
|
58 |
|
|
|

Метод регулирования
В работе производится проверка возможности обеспечения точности замыкающего звена методом регулирования, а также сборка механизмов с обеспечением точности методом регулирования с неподвижным компенсатором и определение действительной точности замыкающего звена.
Для выполнения работы выдается 5 комплектов деталей, при сборке которых с помощью неподвижного компенсатора должна быть обеспечена
заданная точность замыкающего звена А |
(рис. 3.5). Закон распределения |
||||
действительных размеров деталей неизвестен. |
|
|
|||
П р и м е р . Для |
достижения |
точности |
сборки |
приведенного |
|
механизма (допуск |
на осевой |
зазор |
IT |
= 0,2 мм) |
в качестве |
компенсирующего звена может быть принято звено А6к (рис. 3.6). В данном случае в конструкции предусмотрено применение неподвижного компенсатора с размерами А6к = 2 мм с допуском ITком = 0,02 мм. Номинальные значения и допуски составляющих звеньев размерной цепи:
А1 = 430+0,16; А2 = 80–0,06; А3 = 100–0,08; А4 = 190–0,1; А5 = 58 0,130,07 мм.

59

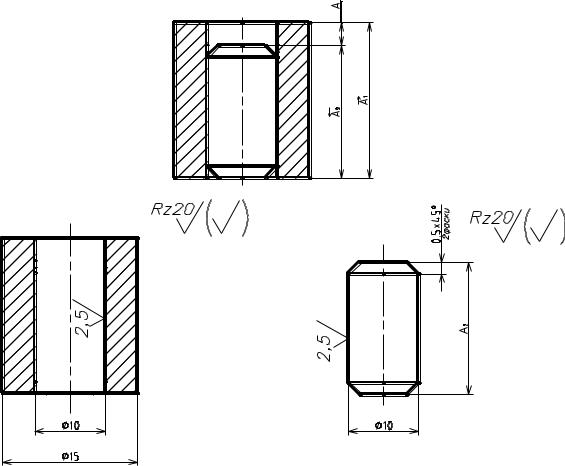
Рис. 3.5. Сборочная единица и детали для выполнения работы
60